Анодирование алюминия в домашних условиях
Содержание:
- Цель анодирования алюминия и его дальнейшее использование
- Анодирование алюминия и его сплавов
- Анодирование стали в домашних условиях — Металлы, оборудование, инструкции
- Анодирование металла
- Теория анодирования алюминия
- Анодированный алюминий
- окна для рассады
- Оксидирование своими руками
- Другие растворы анодирования
- Как почернить алюминий в домашних условиях — Металлы, оборудование, инструкции
- Процесс анодирования алюминия
- Анодирование в сернокислом электролите
Цель анодирования алюминия и его дальнейшее использование
Анодирование алюминиевых профилей и других деталей имеет большой смысл
Важно, что все характеристики металла остаются неизменными, но сама поверхность изделий приобретает дополнительные качества:
- По всей поверхности образуется механически прочный слой оксида, который не позволяет разрушаться металлу под воздействием влаги и кислорода.
- Мелкие повреждения в виде точечных дефектов либо незначительные царапины скрываются под слоем, и металл становится более однородным.
- При нанесении лакокрасочных покрытий последние распределяются более равномерно, хорошо ложатся на алюминий.
- Детали из анодированного алюминия приобретают презентабельный вид, на различных механизмах они смотрятся выигрышно.
- В процессе анодирования можно передать алюминию совершенно иной оттенок, например, посеребрить или позолотить его либо сделать отлив жемчужным блеском.
Обработанные запчасти из алюминия можно дальше пускать на производство различных узлов, механизмов машин, каркасов.
Анодирование алюминия и его сплавов
Анодированный алюминий (anodized aluminum) – металл с покрытием, которое способно предупреждать окисление алюминия на открытом воздухе и защищать его от возможных механических повреждений. Анодированное покрытие делает алюминиевое изделие, например, лист из алюминия или алюминиевый швеллер, пригодным к окрашиванию.
Способы анодирования
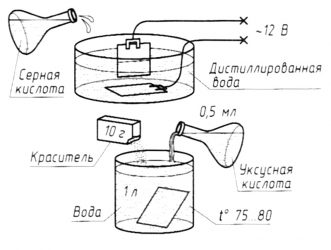
Анодирование алюминия или анодное окисление – процесс создания на поверхности металла оксидной пленки. В общих чертах техническая операция происходит так: алюминиевое изделие погружают в емкость с кислым электролитом, чаще всего это раствор (250-300 г/л) 20% серной кислоты, и соединяют с положительным полюсом источника тока плотностью 10-50 мА/см2 при напряжении источника до 100 В. Температурный диапазон проведения процесса может колебаться от -20оС до +20оС. Выбранная температура оказывает непосредственное влияние на плотность и оттенок будущего оксидного слоя: при плюсовой – слой рыхлый и тонкий, легко поддается окрашиванию любым красителем; при минусовой – слой толстый с естественной окраской (желтые тона).
В производственных условиях анодирование проводят тремя способами:
Преимущества алюминия с анодированным покрытием
Алюминий обладает отличными техническими свойствами: высокая тепло- и электропроводимость, достаточная стойкость к коррозии, легкость механической обработки. Прибегают к анодированию с целью повысить устойчивость металла к коррозии для возможности эксплуатации в агрессивных средах.
Характеристики анодированного алюминия:
- повышенная стойкость к износу и коррозии;
- высокие теплоизоляционные показатели;
- повышенная устойчивость к атмосферным воздействиям;
- высокая светоотражающая способность;
- не подвержен образованию трещин и шероховатостей на поверхности;
- устойчивость к повышенным нагрузкам;
- декоративный внешний вид;
- длительный срок эксплуатации;
- легкость в обработке.
Стоит отметить, что анодированный алюминий – экологически чистый материал, который даже под воздействием УФ-лучей не выделяет вредные газы.
Применение анодированного алюминия
Устойчивость к повышенным нагрузкам и легкий вес делает анодированный алюминий отличной альтернативой тяжелым металлам при возведении металлоконструкций.
А благодаря устойчивости к агрессивным средам анодированный алюминий востребован в судостроении – профили судовых иллюминаторов изготавливают только из анодированного алюминия. Кроме этого, детали из алюминия, который был подвержен анодированию применяют в:
- светотехнике;
- дизайне и архитектуре;
- строительстве: остекленение фасадов, крыш и т.д.;
- производстве бытовых приборов, акустических систем;
- производстве мобильных устройств;
- мебельном производстве.
Незаменим анодированный алюминий для эксплуатации в агрессивных вредах.
Интересный факт: Библиотека Нью-Бодлеан, что в Оксфорде, была построена в 30-х годах прошлого столетия. Элементы здания из анодированного алюминия до сих пор находятся в отличном состоянии.
Заказать и купить анодированные алюминиевые листы Вы можете в нашей компании ЕМК. Мы реализуем алюминиевые листы из сплава EN AW-5005, алюминиевые трубы из сплава EN AW-6060, алюминиевые профили из сплава EN AW-6060 и гарантируем качество изделий. Вся продукция поставляется с соответствующей документацией.
Анодирование стали в домашних условиях — Металлы, оборудование, инструкции
Под анодированием металла понимается процедура наращивания оксидной пленки при помощи анодного окисления. Данная процедура может проводиться практически для любых металлов.
Но чаще всего речь идет о стали, алюминии и цветных металлах (в основном титане и тантале). В свою очередь анодирование меди и железа оказывается весьма затруднительно. Связано это с тем, что обозначенные металлы образуют не один устойчивый оксид, а два.
Это негативно сказывается на адгезии и существенно увеличивает риск растрескивания оксидной пленки.
Технология анодирования металла и ее особенности
Привлекательный внешний вид и повышенные свойства прочности металлической поверхности можно достигнуть путем применения специальных электрохимических реакций. Одним из таких способов является анодирование металла, в процессе которого на плоскости образуется защитная оксидная пленка, наделяющая материал дополнительными качествами.
Особенности анодированных
Данная процедура широко применяется в промышленных масштабах, кроме того, осуществить самостоятельное оксидирование стали, алюминия или меди можно и в домашних условиях. Последний вариант будет отличаться от профессионального процесса, однако он удобен для обработки небольших деталей.
Изделия, которые на своей поверхности имеют образовавшуюся после анодирования пленку, обладают следующими характеристиками:
- повышенная устойчивость к коррозии;
- увеличивается прочность таких материалов как сталь и алюминий;
- изделие становится нетоксичным;
- отсутствие возможности проведения тока;
- подготовленная поверхность подходит под дальнейшую обработку с помощью гальванического покрытия.
Процедура анодирования металла применяется для производства посуды – обработанные таким методом изделия не пригорают на плите и безопасны для приготовления пищи. Материалы с оксидной пленкой используют при изготовлении некоторых инструментов, строительных материалов, светотехнических приборов, предметов домашнего обихода. Кроме того, обработке подвергаются изделия из серебра.
Широко распространено цветное анодирование, которое позволяет придать деталям разнообразный декор. Окрашенные таким способом изделия имеют более ровный и глубокий цвет.
Обработанные анодированием поверхности инструментов и приспособлений не растрескиваются при эксплуатации, сохраняя первозданный вид на долгий срок. Кроме того, плоскость становится более крепкой, что позволяет ей выдерживать повышенные нагрузки и механическое воздействие.
Как происходит процесс анодирования?
Вся процедура состоит из трех этапов работы: подготовки металла, его химической обработки и закреплении покрытия на поверхности. Предлагаем подробнее рассмотреть каждую из указанных фаз на примере обработки такого материала как алюминий:
- Подготовительный этап. Профиль из металла очищается механическим путем, после чего шлифуется и обезжиривается. Сделать это необходимо для того, чтоб покрытие крепко зафиксировалось на основе. Далее в действие вступает применение щелочей. Деталь помещают в раствор на некоторое время для травления, после чего перекладывают в кислотную жидкость, где алюминий осветляется. Завершающей стадией анодной подготовки является полная промывка деталей от остатков щелочи и кислоты.
- Химическая реакция. Заготовленное изделие кладут в электролит. Он представляет собой раствор из кислоты, к которому подключено воздействие тока. Анодируемый материал чаще всего обрабатывают с помощью серной кислоты, а для достижения расцветки применяют щавелевый ее аналог. Успешный результат достигается при правильных показателях температуры и плотности тока. Твердое анодирование предполагает использование низких температур, если же цель – получить мягкую и пористую пленку – показатели повышают.
- Этап фиксирования покрытия. Полученные алюминиевые детали с образовавшейся на них пленкой имеют пористый вид, поэтому их необходимо упрочнить. Для этого применяется несколько методов: окунание изделия в горячую воду, обработка паром или холодным раствором.
Анодирование металла
Отправить заполненный опросный лист можно на msk@pkfcvet.ru
*Окончательная цена на продукцию формируется исходя из условий поставки: объема, условий оплаты и места отгрузки. Данная информация о товаре, его цене и наличии носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями ч. 2 ст. 437 Гражданского кодекса Российской Федерации. Все вопросы по поставкам металлопродукции в другие регионы России, наличию товара на складах и ассортименту можно задать нашим менеджерам.
Анодирование металла – процедура получения оксидной пленки на поверхности изделий. В ПКФ «Цвет» выполняется данная услуга по доступным ценам.
Характеристики
Анодирование стали и цветных металлов осуществляется с целью получения покрытия, которое будет служить защитой при дальнейшей эксплуатации металлопродукции, а также в декоративных целях. Оксидная пленка придает изделиям отличную износостойкость.
На данный момент услуги анодирования используют в обработке алюминия, различных видов сталей, тантала и титана. Проведение такой процедуры для железных и медных профилей нежелательно, так как есть возможность разрушения защитного покрытия.
Способ изготовления
Анодирование металла является легким и быстрым процессом. Данный процесс проходит в специальных ваннах. Перед процедурой покрытия отшлифованную продукцию сначала обезжиривают. Это можно сделать любым органическим растворителем, таким как ацетон или бензин. Затем с поверхности изделий удаляют окислы, которые могут препятствовать ровному наложению оксидного слоя.
Подготовленная продукция отправляется на обработку. В ванну с электролитом, который представляет собой раствор серной кислоты, помещают катоды и аноды. К последним на специальном креплении присоединяют обрабатываемый материал. Разноименные заряды находятся друг от друга на одинаковом расстоянии. В качестве катода берут свинцовый лист. При пропускании электричества через электролит, происходит химическая реакция, при течении которой на металле образуется оксидная пленка.
На последнем этапе процедуры анодирования металла, готовую продукцию промывают и отправляют на проверку.
Данный вид металлообработки необходим для повышения устойчивости к коррозии.
Основными показателями процесса являются плотность тока и напряжение.
При покрытии таких цветных металлов, как серебро и титан, оксидная пленка меняет свой цвет. Это зависит от состава используемого электролита.
Также смена оттенка обрабатываемого изделия зависит от темперного режима. При пониженной температуре получают материалы естественных цветов. При повышенной – слой оксида будет прозрачным, что позволяет окрашивать продукцию в любой оттенок.
Применение
Анодирование металла широко используется во многих сферах промышленности. Данная процедура является важным этапом при изготовлении продукции в машиностроении, строительстве и электротехнике.
В ПКФ «Цвет» осуществляется анодирование, цену на услугу Вы можете узнать у менеджера компании по телефону. Также Вы можете оставить заявку на сайте, заполнив форму.
Нужна консультация специалиста по анодированию металла?
Теория анодирования алюминия
Анодирование — это процесс электрохимического оксидирования алюминия. Анодирование один из самых распространенных методов гальванической обработки. Процесс анодирования позволяет в широких пределах изменять качество поверхности обрабатываемой детали таких как коррозионная стойкость, электропроводные свойства, твердость, износостойкость и т. д. При анодном оксидировании происходит образование оксидной пленки и ее растворение электролитом. Для получения качественных анодных пленок на алюминии подбирают электролиты и режимы электролиза при которых скорость формирования пленки выше скорости ее растворения. В качестве электролитов используются растворы серной, хромовой, щавелевой и других кислот и их смесей.
В основном используется сернокислый электролит. Защитные пленки, полученные при использовании данного электролита, обладают высокими защитными и декоративными свойствами, высокой прочностью и хорошо окрашиваются. Не целесообразно использование сернокислого электролита только для обработки деталей сложной конфигурации или мелких претензионных деталей. Такие детали, а также сопряженные (сваренные, склепанные) детали анодируют в хромоксидном электролите.
Анодирование в хромоксидном электролите более трудоемко и менее экономично по сравнению с сернокислым анодированием. Процесс требует более высокого напряжения и строгого соблюдения температурного режима.
Электрохимическое оксидирование в щавелевых электролитах позволяет получать на алюминии и его сплавах толстые пленки с повышенными электроизоляционными качествами, кроме того цвет покрытия – от светло-желтого до коричнево-желтого позволяет использовать такие электролиты для декоративной обработки изделий.
Твердое анодирование
При твердом или глубоком анодировании толщина оксидных пленок на алюминии или его сплавах составляет от 40 до 300 мкм. Такие пленки имеют повышенную твердость, износостойкость и жаропрочность. Электро- и термоизоляционные свойства обработанных материалов также значительно превышают характеристики исходного металла. Недостатком твердых анодных покрытий является хрупкость, возрастающая с ростом толщины покрытия – детали, подвергающиеся ударным нагрузкам обрабатывать таким образом нецелесообразно. Твердость пленок зависит от материала, на чистом алюминии она выше – до 15ГПа, на техническом алюминии до 5,2 ГПа, на АЛ9 – 4,8 ГПа. Твердое анодирование проводится в сернокислых электролитах (раствор 17-30%). На деталях, подвергающихся твердому (толстостенному) анодированию недопустимо наличие острых кромок, выступов, заусенцев и т. д.
|
Анодированный алюминий
На сегодняшний день алюминий остается очень важным и востребованным материалом для изготовления всевозможных деталей, подделок и прочее. Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Анодирование – что это
Под анодированием подразумевается анодное оксидирование. То есть это процесс, в результате которого на поверхности алюминия образуется или появляется оксидное покрытие. Вследствие этого процесса происходит окисление металла. В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
Зачем анодировать
Как уже говорилось выше, при взаимодействии алюминия с кислородом, на его поверхности образуется пленка. Она предотвращает окисление. Но здесь есть важный нюанс, эта пленка из природного оксида очень тонкая. Как следствие она может прорываться. И чтобы исключить это, было решено анодировать алюминий. Как следствие, металл приобретает намного лучшие технические характеристики.
Так, анодированный алюминий не подвергается коррозии. Образующаяся пленка устойчива к износу. Спустя время, это покрытие не будет даже отслаиваться
Здесь важно понимать еще один нюанс, почему это стало возможным. Некоторые металлы покрывают хромом или цинком
В случае алюминия его ничем не покрывают. Эта пленка образуется непосредственно на самом металле сама по себе.
Так, к этой процедуре прибегают с целью, придать металлу более декоративный внешний вид, например, тот или иной оттенок. Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Если говорить за промышленные технологии, то там анодируют алюминий в растворе серной кислоты 20 процентов. Что касается домашних условий, то данная технология небезопасна, поэтому необходимо использовать другую методику.
окна для рассады
Новинка подробности в офисах и по тел. +73432220202
Высокая степень теплозащиты зимой
Надежная защита от солнца летом
Прозрачность изнутри — сохранение освещенности помещения
Небольшая зеркальность снаружи
Дилером компаний «Арсенал — А» может стать организация любой формы собственности, готовая принять на себя обязательства по продаже , установке и сервисному обслуживанию пластиковых окон ПВХ и других светопрозрачных конструкций компании «Арсенал — А».
Арсенал-А Екатеринбург приглашает к сотрудничеству
в области поиска подрядов на изготовление и монтаж светопрозрачных конструкций (ПВХ и алюминиевых окон, витражей, зимних садов, фасадов). Предоставившим информацию выплачивается вознаграждение. Оказавшим содействие в заключении договора на выполнение подрядных работ компания «Арсенал-А» выплачивает %. Подробности по тел. : +7(343) 233-99-06. Готовы выполнить работы по остеклению не только на территории Екатеринбурга и Свердловской области, но и всего УрФО.
Оксидирование своими руками
Организовать процесс оксидирования небольших металлических изделий можно в домашней лаборатории. При точном соблюдении последовательности технологических операций добиваются качественного оксидирования.
Весь процесс следует разделить на три этапа:
- Подготовительный этап (включает подготовку необходимого оборудования, реактивов, самой детали).
- Этап непосредственного оксидирования.
- Завершающий этап (удаление вредных следов химического процесса).
На подготовительном этапе проводят следующие работы:
- Грубая зачистка поверхности (применяется щётка по металлу, наждачная бумага, полировочная машина с соответствующими дисками).
- Окончательная механическая полировка поверхности.
- Снятие жирового налёта и остатков полировки. Его называют декопирование. Он проводится в пяти процентном растворе серной кислоты. Время пребывания обрабатываемой детали в растворе равно одной минуте.
- Промывание детали. Эту процедуру проводят в тёплой кипячёной воде. Целесообразно её провести несколько раз.
- Завершающей операцией является так называемое пассирование. Вымытую после обработки деталь, помещают чистую кипячёную воду, в которой предварительно растворяют хозяйственное мыло. Этот раствор вместе с деталью подогревают и доводят до состояния кипения. Процедуру кипения продолжают в течение нескольких минут.

Оксидирование в домашних условиях
На этом предварительный этап заканчивается.
Основной этап оксидирования состоит из следующих операций:
- В нейтральную посуду (лучше с эмалированным покрытием), заливается вода. В ней растворяют около едкий натр. Объём вещества зависит от количества воды. Целесообразно получить раствор около 5 процентов.
- В полученный раствор полностью погружают обрабатываемую деталь.
- Раствор с погруженной деталью нагревают до 150 градусов. Практически это процесс кипячения. Он продолжается примерно два часа. Используя инструмент, проверяют качество процесса. Если необходимо время может быть увеличено.
На завершающем этапе с деталью производят следующие операции:
- Деталь извлекают из ванны с реактивом.
- Укладывают на ровную поверхность, дают её остыть естественным образом (без принудительного охлаждения). Желательно создать условия, ограничивающие контакт с окружающим воздухом.
- Визуально проверяют качество полученного оксидирования. Отсутствие непокрытых участков, плотность образованной плёнки, итоговый цвет.
Таким образом, проводить оксидирование можно и в домашних условиях. Главное, соблюдать указанные рекомендации.
Другие растворы анодирования
В некоторых случаях используются электролиты, в которых оксидная пленка алюминия не растворяется – так называемые электролиты барьерного типа. С использованием растворов анодирования содержащих борную кислоту, виннокислый аммоний, борат аммония получают покрытия на деталях, использующихся в электроприборах (электролитических конденсаторах). Например, при обработке в растворе с боратом аммония получают пленки, имеющие пробивное напряжение 550 вольт. Также, данные виды электролитов используются при анодировании алюминия, осажденного в вакууме.
Алюминиевые детали, обработка которых подразумевает нанесение гальванического покрытия после анодирования обрабатывают в растворе, содержащем 25-30% фосфорной кислоты. Получаемые пленки имеют толщину до 6 мк., что связано с высокой растворимостью алюминия в фосфорной кислоте. Процесс проводят при цеховой температуре, плотности тока 10-20 а/мм2 и напряжении 30-60 вольт в течение 10-15 минут.
Твердые пленки золотистого, коричневого или черного цветов получают при использовании раствора, содержащего 40-100 г/л сульфосалициловой кислоты и 30-60 г/л серной кислоты при температуре 30С, плотности тока 2,5-3,5 а/дм2 и напряжении до 80 вольт.
Как почернить алюминий в домашних условиях — Металлы, оборудование, инструкции
Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.
Анодирование алюминия
Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
Результат анодирования алюминияЧерное анодирование алюминия
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа.
Черный алюминий широко используется в строительстве и отделке.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.
Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.
Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.
Процесс анодирования алюминия
Насыщенные растворы готовят отдельно друг от друга следующим образом: в теплой воде растворяют соду и соль при интенсивном перемешивании, после насыщения растворов (соль и сода перестают растворяться и выпадают в виде осадка) им дают отстоятся в течение 10-15 минут и отфильтровывают в гальваническую емкость. Соотношение компонентов: на 9 частей раствора соды 1 часть раствора соли.
Качество оксидной пленки во многом зависит от степени правильно выполненной подготовки детали к нанесению покрытия (см. «Подготовка изделий к нанесению гальванических покрытий»). Деталь очищают от загрязнений, обрабатывают поверхность мелкой шкуркой и обезжиривают. В качестве раствора для обезжиривания подойдет ацетон.
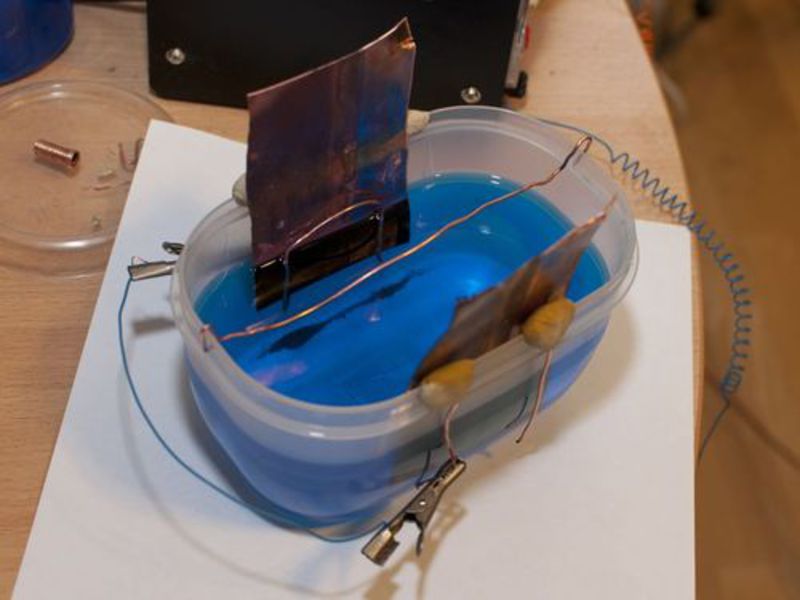
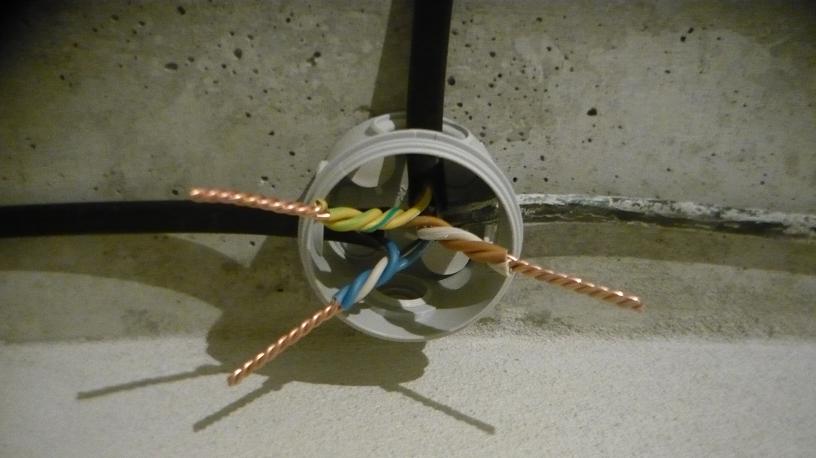
В качестве гальванической ванны в данном случае лучше использовать емкость достаточного объема из алюминия. К емкости подключаем отрицательную клемму источника тока – она будет выполнять роль катода. Анодом является сама обрабатываемая деталь (положительная клемма источника тока). Если нет подходящей алюминиевой емкости можно использовать стеклянную емкость. В этом случае потребуются алюминиевые пластины или полосы, которые должны располагаться по периметру емкости, желательно дно емкости также покрыть алюминием. Погруженная в гальваническую ванну деталь не должна соприкасаться с катодами, необходимо выдержать расстояние не менее 15 мм.
В качестве источника постоянного тока можно использовать обычный выпрямитель или аккумулятор. Для регулировки силы тока подключаем резистор.
Далее необходимо рассчитать площадь поверхности обрабатываемых деталей (см. «Расчет площади поверхности сложных деталей», «Пример расчета площади поверхности сложной детали»). Ток анодирования задаем в пределах 10-20 мА на квадратный сантиметр площади поверхности детали.
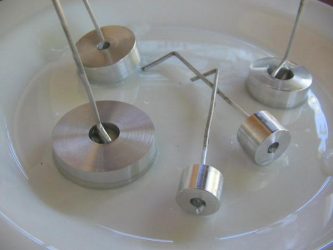
Процесс анодирования продолжается полтора часа. Поверхность алюминиевой детали покрывается ровной серо-голубой пленкой. По окончании процесса извлекаем деталь из емкости, промываем под струей воды, затем очищаем поверхность детали раствором марганцовки с помощью ватного тампона, снова промываем и сушим.
Анодирование в сернокислом электролите
Анодирование в серной кислоте позволяет получить полупрозрачные, бесцветные покрытия толщиной около 35 мк. Если процессу анодирования предшествует процесс глянцевания поверхности деталей, покрытия получают высокие декоративные качества (блестящее анодирование). В серной кислоте получают также пластичные анодные пленки, которые не разрушаются при формовке изделий.
Концентрация серной кислоты и температура электролита
Концентрация серной кислоты для анодирования в промышленных условиях принимается в диапазоне 8-35% (по массе). В концентрированном растворе анодная пленка получается мягкой и пористой, эластичность пленки высокая. Классической является концентрация 15% (по массе). Температуру в процессе анодирования задают в пределах от 18С до 25С. В большинстве случаев принимается температура в 20С. С применением серной кислоты получают также твердые анодные пленки, в этом случае процесс анодирования проводится при низких значениях температур (от -5 до +5 С).
Контроль температуры в процессе анодирования является обязательным, от температуры зависит плотность тока и скорость растворения пленки, что в свою очередь оказывает прямое влияние на качество и характеристики покрытия. Для того, чтобы избежать локального перегрева раствора электролита используют специальные перемешивающие устройства.
Напряжение и плотность тока
При анодировании в серной кислоте используется стандартный выпрямитель с выходным напряжением до 24 вольта. При стандартном режиме сила тока составляет 16 вольт при плотности тока 1,5 а/дм2. Для получения коррозионностойких пленок большой толщины напряжение силу тока поднимают до 18 вольт, а при обработке сплавов алюминия с кремнием до 22 вольт. В отдельных случаях, например, при анодировании рулонного материала или проволоки используется переменный ток. Использование пониженной плотности тока позволяет получать тонкие, прозрачные окисные пленки, превосходящие по прозрачности пленки аналогичной толщины, полученные при стандартных значениях плотности тока.
Длительность процесса
Продолжительность процесса анодирования зависит от требуемых значений толщины пленки, а также используемой плотности тока. Для чистого алюминия это соотношение можно предложить в виде:
Толщина пленки, мк. = (Плотность тока, а/дм2 Х Время, мин.)/3
Соотношение является приблизительным, т. к. на продолжительность процесса может зависеть от типа сплава и режима обработки.
Рабочий процесс
Технологический процесс анодирования отличается от процессов нанесения гальванических покрытий прежде всего тем, что рассеивающая способность электролитов анодирования значительно выше, чем у электролитов, использующихся при процессах хромирования, меднения, цинкования или никелирования металла. Эффективная рассеивающая способность при активном перемешивании позволяет получать равномерные по толщине пленки на всей поверхности изделий, включая внутренние поверхности отверстий и пазов.
В остальном технологический процесс анодирования аналогичен процессам электрохимического нанесения покрытий – изделия погружают в предварительно нагретый электролит на подвесах или зажимах, детали не соприкасаются друг с другом, расстояние до катода должно быть не менее 15 см. (для габаритных изделий значения выше). Затем включается перемешивание раствора и подается ток. В обычных условиях площадь катода должна быть равна площади анода, сечение катода должно быть достаточным для обеспечения требуемой плотности тока.
По окончании процесса прекращают подачу тока и незамедлительно извлекают изделия из гальванической ванны. Изделия промывают в проточной воде и сушат.