Гост 6357-81 основные нормы взаимозаменяемости. резьба трубная цилиндрическая
Содержание:
- Как отличить метрическую резьбу от дюймовой
- Таблица дюймовых резьб. Классификация
- Численная величина диаметров стальных труб
- ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТДЕЛЬНЫХ ПАРАМЕТРОВ РЕЗЬБЫ
- Оборудование для нарезания
- Допуски и длина свинчивания дюймовой трубной резьбы
- Трубная цилиндрическая резьба: сферы применения и маркировка
- Дюймовая нарезка
- Разновидности дюймовых резьб
- 4. ОБОЗНАЧЕНИЯ
- Какую трубу считать малой — средней -большой?
- ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ СРЕЗА ВЕРШИН И ВПАДИН РЕЗЬБЫ
- Круглая резьба для санитарно-технической арматуры Кр
- Типы трубной резьбы и их характеристика
- Почему измерение происходит в дюймах
- Моменты затяжки крепежной дюймовой резьбы
Как отличить метрическую резьбу от дюймовой
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
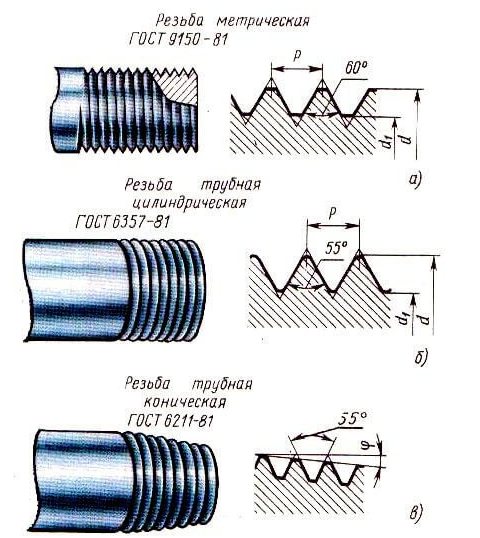
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Читать также: Параллельное соединение светодиодной ленты
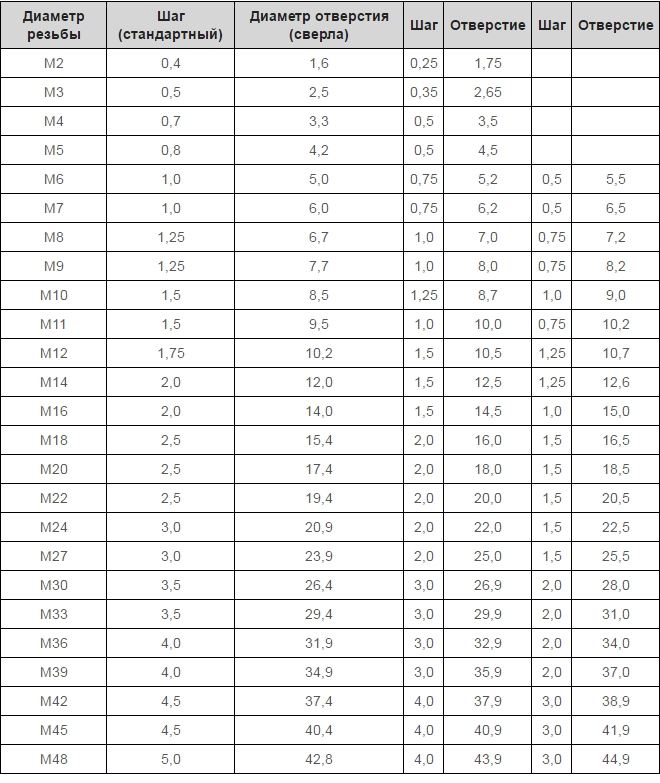
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Таблица дюймовых резьб. Классификация
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
Типоразмер Наружный диаметр, дюймов Наружный диаметр, мм Диаметр сверления, мм mm Число витков на дюйм Шаг, мм
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
Размер резьбы, дюймы Момент затяжки стандартных болтов и гаек Н*м*Фунт силы-фут**
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
Численная величина диаметров стальных труб
Огромный сортамент стальных труб различного назначения, исполнения, видов представляется в виде таблиц, где основными параметрами являются:
- условный проход (или номинальный диаметр);
- наружный диаметр трубы;
- толщина стенки.
Иногда в таблицу диаметров стальных труб вводят значения массы изделия в зависимости от ее размеров, а также параметры номинального диаметра.
Табличные значения диаметров стальных труб
Таблицами удобно пользоваться при определении точных размеров изделий при их соединении. Например, трубы из стали чаще всего обозначают в дюймах — эта размерность принята во многих уголках мира. В то время как полимерные изделия принято исчислять в миллиметрах, что создает некоторые трудности при стыковке металлопластиковых, чугунных, медных труб со стальными в водопроводной системе. Таблицы соответствия диаметров помогают определить нужные размеры стыковочных элементов и правильно их соединить.
| Условный проход трубы (Dy) мм | Диаметр резьбы (G), дюйм | Наружний диаметр трубы (Dнар),мм | ||
|---|---|---|---|---|
| Водогазопроводная труба стальная | Бесшовная стальная | Полимерная | ||
| 10 | 3/8″ | 17 | 16 | 16 |
| 15 | 1/2″ | 21,3 | 20 | 20 |
| 20 | 3/4″ | 26,8 | 26 | 25 |
| 25 | 1″ | 33,5 | 32 | 32 |
| 32 | 1 1/4″ | 42,3 | 42 | 40 |
| 40 | 1 1/2″ | 48 | 45 | 50 |
| 50 | 2″ | 60 | 57 | 63 |
| 65 | 2 1/2″ | 75,5 | 76 | 75 |
| 80 | 3″ | 88,5 | 89 | 90 |
| 90 | 3 1/2″ | 101,3 | 102 | 110 |
| 100 | 4″ | 114 | 108 | 125 |
| 125 | 5″ | 140 | 133 | 140 |
| 150 | 6″ | 165 | 159 | 160 |
В таблице 1 параметрам условного прохода в мм соответствуют определенные значения внутреннего диаметра в дюймах
Обратите внимание, как различаются значения наружного диаметра у разного вида труб: бесшовной, электросварной, металлопластиковой. Разница может достигать 17 мм

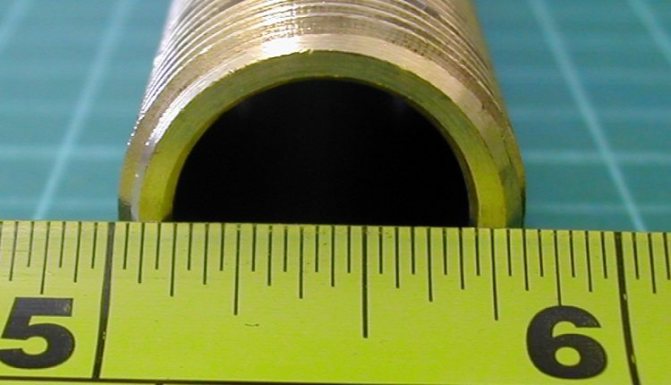
Как правильно перевести дюймы в миллиметры
Дюймовая размерность при переводе на миллиметры округляется в большую сторону. Очевидно, что, зная константу 1 дюйм равен 2,54 см, можно самостоятельно высчитать значения диаметра согласно метрической размерности. Но проблема не в том, как посчитать, а как правильно определить диаметр. Как показывают практические измерения стальных труб, их маркированный диаметр в дюймах не соответствует измеренным данным в миллиметрах. То есть, указан размер 1” (соответственно 25,4 мм), а на деле получается 33,5 мм. В чем причина такого несоответствия?
Прежде всего, в обозначении штампуют внутренний диаметр трубы. Во-вторых, за единицу измерения диаметра принимается размерность условного прохода (Ду), который указывается в целых числах. Причем величина размера растет с ростом индекса (проходимости) трубы на 40-60% с каждым шагом. Условный проход трубы соответствует внутреннему просвету (номинальному диаметру) магистрали, но в качестве окончательного значения принимается целое число с округлением рассчитанного в большую сторону. Стандартизируют условный проход магистрали по ГОСТ 355-52.
Чтобы правильно выбрать элементы газо- и водопровода с дюймовой маркировкой, лучшим вариантом будет применение таблиц
При соединении элементов водогазопровода с метрической и дюймовой системами измерения (например, стальных трубопроводов с изделиями из меди, латуни, полипропилена) важно учитывать не только внутренний, но и наружный диаметр
| Диаметры, дюйм | Диаметры, мм |
|---|---|
| 1/2 | d15 |
| 3/4 | d20 |
| 1′ | d25 |
| 1’/1/4 | d32 |
| 1’/1/2 | d40 |
| 2′ | d50 |
| 2’/1/2 | d65 |
| 3′ | d89 |
| 4′ | d100 |
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТДЕЛЬНЫХ ПАРАМЕТРОВ РЕЗЬБЫ
. Настоящее приложение содержит информацию о предельных отклонениях отдельных параметров резьбы, которые являются исходными при проектировании резьбообразующего инструмента и расчете резьбовых калибров и не подлежат обязательному контролю, если это не установлено особо.
. Предельные отклонения среза вершин и впадин (размера С), угла наклона боковой стороны профиля , шага Р и угла конуса j (разность средних диаметров на длине l2)конической резьбы приведены на черт. и в таблице.
es — верхнее отклонение среза вершины и впадины наружной резьбы;
ES — верхнее отклонение среза вершины и впадины внутренней резьбы;
ei — нижнее отклонение среза вершины и впадины наружной резьбы;
EI — нижнее отклонение среза вершины и впадины внутренней резьбы;
Тa — допуск угла наклона боковой стороны профиля резьбы.
Черт. 1
. Предельные отклонения среза вершин и впадин (размера ) внутренней цилиндрической резьбы (черт. ) не должны превышать:
среза вершин +0,05 мм (ES = +0,05 мм, ЕI = 0);
среза впадин ± 0,025 мм (ES = +0,025 мм, ЕI = -0,025 мм)
Размеры в мм
|
Предельные отклонения |
Разность средних диаметров резьбы на длине l2 |
|||||||||
|
среза С |
угла a/2 |
шага Р на длине |
||||||||
|
Номин. |
Предельные отклонения |
|||||||||
|
вершины |
впадины |
l2 |
l1 |
|||||||
|
es = ES |
ei = EI |
es = ES |
ei = EI |
TP |
наружной резьбы |
внутренней резьбы |
||||
|
1/16 |
+0,05 |
+0,025 |
-0,025 |
40¢ |
0,04 |
0,07 |
0,250 |
+0,028 |
+0,014 |
|
|
1/8 |
-0,014 |
-0,028 |
||||||||
|
1/4 |
35¢ |
0,375 |
+0,042 |
+0,021 |
||||||
|
-0,021 |
-0,042 |
|||||||||
|
3/8 |
0,400 |
+0,044 |
+0,022 |
|||||||
|
-0,022 |
-0,044 |
|||||||||
|
1/2 |
0,512 |
+0,058 |
+0,028 |
|||||||
|
-0,028 |
-0,058 |
|||||||||
|
3/4 |
0,594 |
+0,066 |
+0,034 |
|||||||
|
-0,034 |
-0,066 |
|||||||||
|
1 |
25¢ |
0,650 |
+0,073 |
+0,036 |
||||||
|
-0,036 |
-0,073 |
|||||||||
|
11/4 |
0,794 |
+0,089 |
+0,045 |
|||||||
|
11/2 |
-0,045 |
-0,090 |
||||||||
|
2 |
0,994 |
+0,111 |
+0,056 |
|||||||
|
-0,056 |
-0,111 |
|||||||||
|
21/2 |
1,094 |
+0,122 |
+0,062 |
|||||||
|
-0,062 |
-0,122 |
|||||||||
|
3 |
1,288 |
+0,144 |
+0,073 |
|||||||
|
0,073 |
-0,144 |
|||||||||
|
31/2 |
1,388 |
+0,155 |
+0,078 |
|||||||
|
-0,078 |
-0,155 |
|||||||||
|
4 |
1,588 |
+0,177 |
+0,089 |
|||||||
|
-0,089 |
0,177 |
|||||||||
|
5 |
1,788 |
+0,200 |
+0,101 |
|||||||
|
6 |
-0,101 |
-0,200 |
Примечание. Значение Тротносится к расстояниям между витками резьбы. Действительное отклонение может быть со знаком минус или плюс.
Оборудование для нарезания
Для нарезания в зависимости от выбранной технологии используется следующее оборудование:
- Токарно-винторезные станки.
- Наборы плашек, метчиков и воротков (выполняется вручную).
- Резьбонакатные станки (для холодной или горячей накатки).
- Фрезерные станки или обрабатывающие центры.
- Шлифовальные станки.
Токарно — винторезные и фрезерные станки, установки горячей накатки применяются только в условиях производств. Для бытовых применений используют наборы плашек и метчиков или устройство КЛУПП, которое не требует смены плашек при последовательных проходах. Режущие гребенки, охватывающие трубу с трех сторон, можно понемногу выдвигать внутрь корпуса, обеспечивая чистовые проход.
Допуски и длина свинчивания дюймовой трубной резьбы
ГОСТ 6357 устанавливает допуски (отклонения), которые может иметь дюймовая трубная резьба. Они отсчитываются от номинального профиля в перпендикулярном к ее оси направлении.
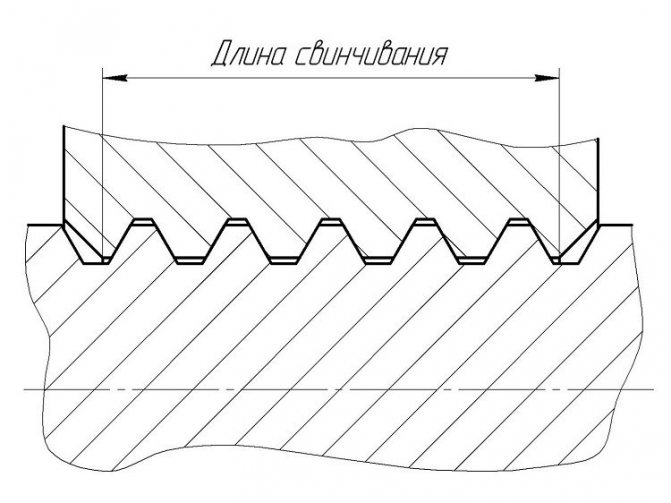
Длина свинчивания может быть короткой, нормальной или длинной
Для допусков резьбового среднего диаметра характерно разбиение на два класса точности: А и В. Соответствующие значения для трубной резьбы дюймовой (ГОСТ 6357) даны в таблице (условные обозначения как в Таблице 1).
Таблица 3
| Обозначение резьбы | Шаг, *10 мм | Внутренняя резьба | Наружная резьба | ||||
| Диаметры | |||||||
| Внутренний | Средний | Средний | Наружный | ||||
| Допуски, *10 мкм | |||||||
| Для класса А | Для класса В | Для класса А | Для класса В | ||||
| a | 0,0907 | 28,2 | 10,7 | 21,4 | 10,7 | 21,4 | 21,4 |
| b | |||||||
| c | 0,1337 | 44,5 | 12,5 | 25,0 | 12,5 | 25,0 | 25,0 |
| d | |||||||
| e — h | 0,1814 | 54,1 | 14,2 | 28,4 | 14,2 | 28,4 | 28,4 |
| 1, j – n, 2 | 0,2309 | 64,0 | 18,0 | 36,0 | 18,0 | 36,0 | 36,0 |
| 6, o – v, 5, 3,4 | 21,7 | 43,3 | 21,7 | 43,4 | 43,4 |
Числовые значения для допусков в документе 6357 (4) установлены эмпирическим путем. Также в ГОСТ приведены длины свинчивания, которые разделены на 2 группы: длинные и нормальные. Соответствующие значения в миллиметрах даны в таблице (условные обозначения соответствуют Табл. 1).
Таблица 4
| Обозначение резьбы | Шаг, *10 | Нормальная длина свинчивания | Длинная длина свинчивания |
| a | 0,0907 | 4-12 | >12 |
| b | |||
| c | 0,1337 | 5-16 | >16 |
| d | |||
| e – h | 0,1814 | 7-22 | >22 |
| 1, j, k, m | 0,2309 | 10-30 | >30 |
| 2, l, n – q, 3 | 12-36 | >36 | |
| 6, 4, r – v, 5 | 13-40 | >40 |
Значения длины свинчивания в ГОСТ 6357 также определены эмпирическим путем.
И для внутренней, и для наружной резьбы существуют предельные отклонения по параметрам
Трубная цилиндрическая резьба: сферы применения и маркировка
Для стыковки металлических труб при сборке трубопровода можно использовать два основных способа: сварка труб, которая выполняется при наличии специальной аппаратуры и определенных навыков, и резьбовое соединение. Для резьбового соединения на трубу наносится трубная цилиндрическая резьба, позволяющая достичь при сборке трубопровода максимального уровня герметичности. Что собой представляет цилиндрическая резьба, как она наносится и обозначается, читайте далее.
Цилиндрическая резьба на трубе
Размеры и обозначение резьбы
Трубная резьба цилиндрическая преимущественно применяется при сборке бытовых и промышленных трубопроводов разного назначения: водопровода, газопровода, отопительной системы и так далее.
Размеры резьбы
Цилиндрическая резьба наносится в соответствии с ГОСТ 6357-81 и имеет следующие характеристики:
- профиль резьбы представляет собой равнобедренный треугольник, угол вершины которого составляет 55º. Для возможности обустройства максимальной герметизации концы и впадины профиля слегка закруглены;
Чертеж профиля цилиндрической резьбы
- резьба может иметь диаметр от 1/16 до 6 дюймов. Наиболее востребованными размерами при изготовлении бытовых систем водоснабжения и газоснабжения является 1″ и 1 ½». В зависимости от основного диаметра регламентируются и такие параметры, как:
- внутренний диаметр;
- внешний диаметр;
- высота профиля;
- шаг резьбы;
- число витков на 1 дюйм;
Таблица соотношения основного и дополнительных параметров
- длина свинчивания резьбы может быть нормальной (имеет обозначение N) и длинной (обозначается буквой L). Параметр не имеет четких размеров и может варьироваться в заданных пределах;
Параметры длины свинчивания разных видов
- резьба изготавливается двух классов точности: А и В. для каждого класса установлены индивидуальные допуски отклонений заданных диаметров.
Маркировка
Все основные параметры резьбы указываются на маркировке, которая также наносится в соответствии с ГОСТ 6357 – 81. В маркировке указываются:
- наименование резьбы. Цилиндрическая трубная резьба в соответствии с международными нормами обозначается буквой G;
- условный диаметр (в дюймах);
- вид резьбы. Если нанесенная резьба является левой, то маркировка дополняется буквами LH;
- класс точности резьбы;
- длину свинчивания (в мм), при условии, что резьба изготовлена с длинной длиной (L). Нормальный показатель параметра (N) на маркировке не указывается.
Примеры обозначений цилиндрической резьбы
Способы нанесения резьбы
Нарезка резьбы на трубу в зависимости от размеров, необходимой точности и иных параметров может быть произведена одним из следующих способов:
- резцами, установленными на токарно-винтовых станках. Таким способом можно нанести внешнюю резьбу любого диаметра и внутреннюю резьбу диаметром более 12 мм. Основными преимуществами данного метода является высокая точность изготовления и простота выполнения работы. Однако использование резцов не отличается высокой производительностью и преимущественно используется при выполнении индивидуальных или мелкосерийных заказов;
Процесс нанесения резьбы резцом
Подробнее с процессом нарезки резьбы на токарно-винтовом станке можно ознакомиться на видео.
- нарезание метчиками и плашками. Такой способ преимущественно применяется при выполнении индивидуальных работ в бытовых условиях, например, при создании частной системы отопления жилого дома. Производительность данного метода максимально низкая, но полученная резьба, при правильном выполнении работы, получается максимально точной;
Использование плашек для нанесения резьбы
- накатыванием. Промышленный способ нанесения резьбы, который заключается в деформации обрабатываемой поверхности. Благодаря свойствам резьбонакатных станков получаемая резьба отличается высокой точностью;
Промышленный способ нанесения резьбы
- фрезерованием, производимым на специальных резьбофрезерных станках. Производительность такого способа небольшая, также как и точность полученной резьбы;
Нанесение резьбы резьбофрезерным станком
- шлифованием. Данный способ отличается самой высокой точностью. Для нанесения точной резьбы требуется от 2 – 4 циклов работы, что приводит к нижайшей производительности. Однако изготовить такие детали, как калибр, резьбовой ролик, резьбовая пробка и так далее иными способами невозможно.
Изготовление точной резьбы
Независимо от выбранного метода изготовления, основные параметры трубной цилиндрической резьбы должна соответствовать ГОСТ 6357-81.
Дюймовая нарезка
Определенные нормы дюймовой нарезки, которые оговаривают требования к ней, дает нам ГОСТ. Нормы рассматриваются по двух основным параметрам – шагу и диаметру (внешнему и внутреннему).

Изделия с дюймовой резьбой имеют специальный штуцер, который имеет вид суженого конуса. Данный элемент дает возможность соединить детали в одну максимально прочную конструкцию. Часто применяются для водопроводных труб и нефтегазовых систем.
Круглая резьба
Практична в применении для санитарно-технической арматуры, в условиях, где нужно обустройство часто разъемных соединений.

Ее особенности позволяют продлить срок службы соединений за счет своей прочности, детали имеют высокую сопротивляемость к значительным нагрузкам, используют в условиях повышенной загрязненности среды.
Круглую резьбу используют в основном для смесителей, кранов, вентилей, шпинделей и других подобных элементов.
NPSM
National pipe thread, соответствует стандарту резьбы США. Его относят к цилиндрическому дюймовому типу. Параметры профиля соответствуют 60 градусам, форма профиля — треугольник.

NPT
Отличается от NPSM тем, что является стандартом в Соединенных Штатах Америки. Данный тип отличается практичностью использования в условиях с высоким давлением.

С последними двумя типами потребители обязательно столкнуться, приобретая сантехнические изделия и арматурные трубы американского производства.
Разновидности дюймовых резьб
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
- Трубная цилиндрическая
- Трубная коническая
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
Таблица. Трубная цилиндрическая резьба. ГОСТ 6357-81.
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | наружный d = D | средний d2 = D2 | внут-ренний d1 = D1 | ||||||
| 1/16″1/8″ | — | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″3/8″ | — | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2″3/4″ | 5/8″7/8″ | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1″1 1/4″1 1/2″2″ | 1 1/8″1 3/8″1 3/4″ | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2″3″3 1/2″ | 2 1/4″2 3/4″3 1/4″3 3/4″ | 65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4″5″6″ | 4 1/2″5 1/2″ | 113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му. |
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
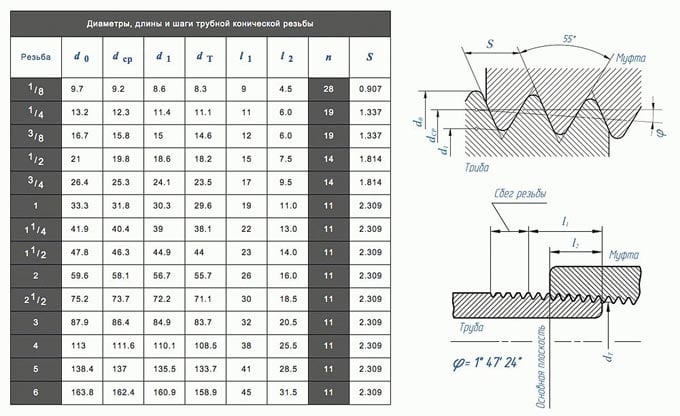
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине25,4 мм | H | H1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 |
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
4. ОБОЗНАЧЕНИЯ
4.1. В условное обозначение резьбы должны входить: буквы (R — для конической наружной резьбы, Rc— для конической внутренней резьбы, Rp— для цилиндрической внутренней резьбы) и обозначение размера резьбы.
Условное обозначение для левой резьбы дополняется буквами LH.
Примеры обозначения резьбы:
наружная трубная коническая резьба 11/2R 11/2
внутренняя трубная коническая резьба 11/2Rc 11/2
внутренняя трубная цилиндрическая резьба 11/2RP11/2
левая резьба:
R 11/2LH;
Rc 11/2LH;
RP11/2LH.
4.2. Резьбовое соединение обозначается дробью, например, или RcR, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе — наружной резьбы, и размером резьбы.
Примеры обозначения резьбового соединения:
трубная коническая резьба (внутренняя и наружная);
; ;
внутренняя трубная цилиндрическая резьба (с допусками по настоящему стандарту) и наружная трубная коническая резьба:
; ;
внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357-81 и наружная трубная коническая резьба:
; .
Какую трубу считать малой — средней -большой?
Даже в серьезных источниках мне приходилось наблюдать фразы типа: «Берем любую трубу среднего диаметра и…», но какой этот средний диаметр никто не указывает. Чтобы разобраться, стоит сначала понять на какой диаметр нужно ориентироваться: он может быть внутренним и внешним. Первый важен при расчете транспортировочной способности воды или газа, а второй для определения возможности выдерживать механические нагрузки.
Внешние диаметры:
- От 426 мм считается большим;
- 102-246 называют средним;
- 5-102 классифицируется, как маленький.
Что касается внутреннего диаметра, то лучше заглянуть в специальную таблицу(см. выше).
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ СРЕЗА ВЕРШИН И ВПАДИН РЕЗЬБЫ
. Настоящее приложение содержит информацию о предельных отклонениях среза (размера ) вершин и впадин наружной и внутренней резьбы, которые являются исходными при проектировании резьбообразующего инструмента и не подлежат обязательному контролю, если это не установлено особо.
. Предельные отклонения размера приведены на чертеже и в таблице.
es — верхнее отклонение среза вершины и впадины наружной резьбы; ES- верхнее отклонение среза вершины и впадины внутренней резьбы; ei — нижнее отклонение среза вершины и впадины наружной резьбы; EI — нижнее отклонение среза вершины и впадины внутренней резьбы
Черт. 3
|
Срез вершины наружной резьбы и внутренней |
Срез впадины наружной и внутренней резьбы |
||
|
Пред. откл., мкм |
|||
|
es = ES |
ei = EI |
es = ES |
ei = EI |
|
+75 |
+25 |
-50 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.81 № 5790
3. ВЗАМЕН ГОСТ 6357-73
4. Стандарт полностью соответствует СТ СЭВ 1157-78
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 6211-81 |
, , , |
6. ПЕРЕИЗДАНИЕ
Круглая резьба для санитарно-технической арматуры Кр
Резьба круглая применяется в санитарно-технической арматуре: для шпинделей, вентилей, смесителей, туалетных и водопроводных кранов.
Профиль круглой резьбы образован окружностями, на вершинах и впадинах, соединёнными прямыми с углом профиля при вершине 30°. Резьба применяется для шпинделей, вентилей, смесителей, туалетных и водопроводных кранов.
Стандарт: ГОСТ 13536-68
Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски.
Условное обозначение круглой резьбы: буквы Кр, номинальный диаметр резьбы, шаг и обозначение стандарта.
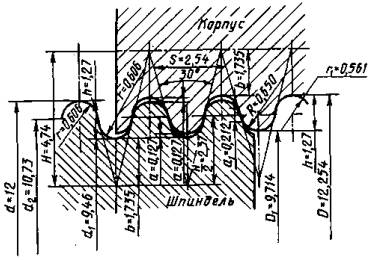
Н
=1,86603S;r=0,23851S;h=0,5 S;R=0,25597S;a=0,05S;r1=0,22105S Отклонения отсчитываются от соответствующих номинальных значений диаметров резьбы в направлении, перпендикулярном к оси резьбы.
Черт. 2
| Номинальный диаметр резьбы, d , мм | Резьба на шпинделе | Резьба в корпусе | |||||||||
| Наружный диаметр d | Внутренний диаметр d 1 | Средний диаметр d 2 | Внутренний диаметр D 1 | Наружный диаметр D | |||||||
| Предельные отклонения, мкм | |||||||||||
| верхн. | нижн.-c | верх | нижн.-f | верх. | нижн.-b | нижн. | верхн.+b ¢ | нижн. | верхн.+е | нижн. | верхн.+с ¢ |
| 12 | 220 | 220 | 180 | 180 | 220 | 220 |
Указанные допуски среднего размера включают также и необходимые для компенсации погрешностей шага и угла профиля величины уменьшения среднего диаметра наружной резьбы или увеличения среднего диаметра внутренней резьбы.
Пример условного обозначения круглой резьбы диаметром d
= 12 мм, шагомS = 2,54 мм:Кр 12×2,54 ГОСТ 13536-68
Типы трубной резьбы и их характеристика
Существующие нормативные документы допускают применение следующих типов резьбы:
- цилиндрическая;
- коническая;
- дюймовая.
Первый тип — спиральная нарезка, образованная треугольным сечением с углом при вершине 55 градусов.

Второй тип — это нарезка аналогична предыдущей на скошенном участке трубы равной 1/16.
Третий тип — это резьба профиль которой, это сечение, в форме равнобедренного треугольника с углом при вершине в 55 градусов.
В некоторых странах, например в США или Канаде угол при вершине равен 60 градусам. Справедливости ради, надо отметить, что последний тип резьбы постепенно уходит из оборота.
В трубопроводных соединениях чаще применяется трубная цилиндрическая или коническая нарезка. Цилиндрический тип носит обозначение «G», буквы «R» и «К» говорят о наличии конической резьбы. Характеристики метрической накатки регламентированы в ГОСТ 8724-81, метрическая коническая нормирована в ГОСТ 25229-82, в отношении конической дюймовой резьбы действует ГОСТ 6357-81.
Почему измерение происходит в дюймах
Различие между измерением диаметра резьбы металлической трубы в миллиметрах и дюймах часто приводит к путанице, ошибкам и трудностям выбора нужного изделия. Согласно классической линейной системе измерения 1 дюйм равен 25,4 мм.
Для измерения металлических труб пользуются специальным трубным дюймом, равным 3,324 см. Его особенность и уникальность состоит в том, что он охватывает не только величину внутреннего диаметра, но учитывает стенки трубы.
Основные инженерные расчеты выполняют по внутренним диаметрам, измерение труб по наружному диаметру бывает лишь в исключительных случаях.
Измерительной дюймовой системой исчисляются металлические газовые и водопроводные трубы, а для остальных видов применяется метрическая система измерения.
Моменты затяжки крепежной дюймовой резьбы
Этот показатель является рекомендуемым при работе с резьбовыми соединениями. Он обозначает максимальное усилие, которое можно оказывать на деталь. Если оно будет превышено, то могут быть срезаны (свинчены) витки, элемент испортится и потеряет свое функциональное значение. А если напротив, будет допущено минимальное, недостаточное усилие, то во время эксплуатации под воздействием вибрации и других факторов случится самопроизвольное раскручивание, что также чревато поломкой или аварией.
Приведем небольшую таблицу с рекомендациями, силу будем по стандарту измерять в Нм, то есть в Ньютон-метрах. К слову, 1 Нм приблизительно равен 0,1 кГм.
| диаметр, в дюймах | момент затяжки, в нм |
| 1/4 | 12± 3 |
| 3/8 | 47± 9 |
| 7/16 | 70± 15 |
| 1/2 | 105± 20 |
| 5/8 | 215± 40 |
| 3/4 | 370 ± 50 |
| 7/8 | 620± 80 |
| 1 | 900 ± 100 |
| 1; 1/2 | 3100 ± 350 |