Основные способы, как нарезать резьбу на трубе и чем они отличаются
Содержание:
- Удаление сломанного инструмента
- Нарезание резьбы резцами
- Конструктивные особенности
- Нарезание резьбы. Необходимые понятия
- Способы создания винтовой линии
- Ручные инструменты
- Как правильно нарезать резьбу на трубе трубным клуппом
- Нарезание наружной резьбы плашкой
- Разновидности резьбонарезных станков
- Воротки для метчиков
- Заключение
Удаление сломанного инструмента
Даже слесари с многолетним опытом в силу разных причин иногда ломают метчики при нарезании внутренних резьб ручным способом. Вопрос в том, как извлечь обломок изделия, ведь не всегда проблему можно решить проделыванием другого отверстия. Если обломок хоть немного торчит над поверхностью, стоит попробовать захватить его пассатижами или губками ручных тисков и попытаться вывернуть естественным образом. Как правило, это дает успешный результат.
Когда обломок рабочей части полностью сидит в отверстии, нужны кардинальные меры. Одна из них — попробовать вывернуть его оттуда сверлом левого вращения, работая дрелью на самых низких оборотах. Ничего не выходит? Придется отыскать сверло с твердосплавным наконечником или алмазом и просто высверлить застрявший кусок инструмента.
Отломанную рабочую часть метчика подчас бывает очень трудно извлечь, поэтому к выполнению работы надо отнестись скрупулезно, особенно при недостатке опыта. Пользуйтесь хорошо заточенным инструментом, соблюдайте все предложенные выше рекомендации, и вы 100% получите результат в виде надежного резьбового соединения.
Нарезание резьбы резцами
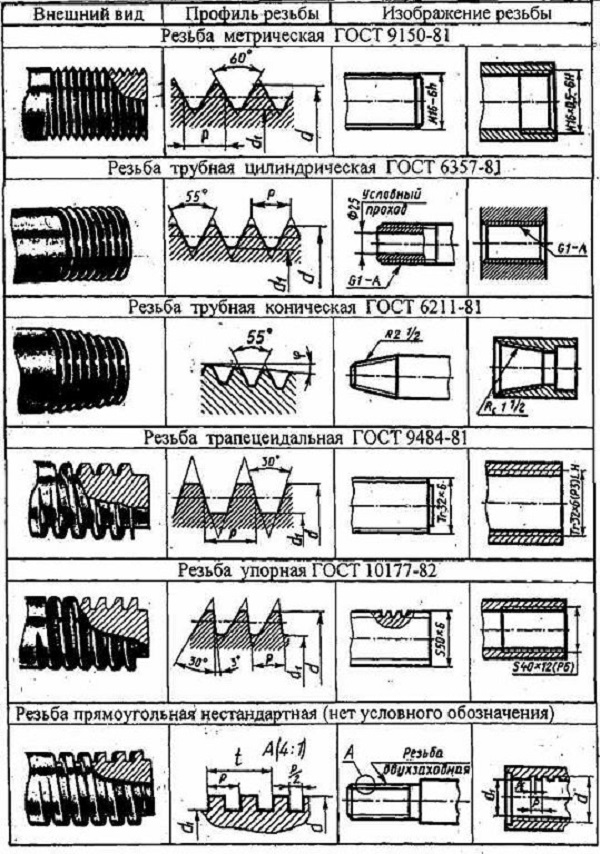
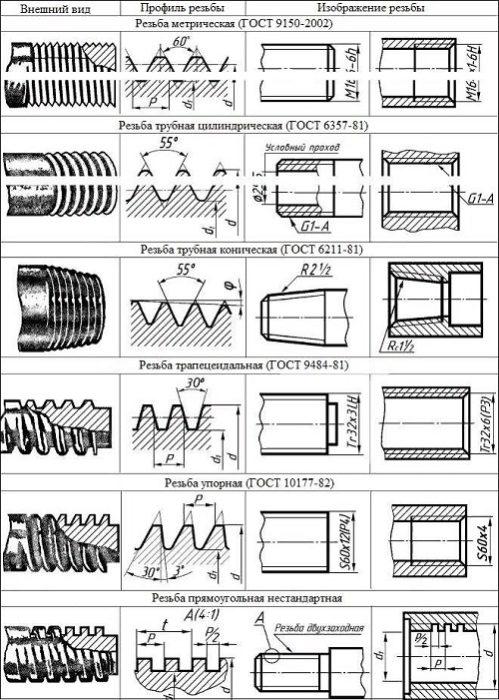
Широко распространенным элементом деталей машин является наружная и внутренняя резьбы В машиностроении применяются крепежные резьбы с треугольным профилем, ходовые с прямоугольным и трапецеидальным профилем и конические резьбы.
Нарезание резьбы производится резцами (неподвижными и вращающимися), гребенками, плашками, резьбонарезными головками, резьбовыми фрезами и метчиками, отделочная обработка резьбы – шлифовальными кругами. Широко применяется изготовление резьбы методом пластической деформации – накатывания плашками и роликами.
Нарезание резьбы резцами
Нарезание резьбы резцами производится на токарно-винторезных станках.
Деталь, установленная в патроне или центрах, вращается, а резец, закрепленный в резцедержателе, перемещается вдоль образующей резьбы, причем эти движения строго согласованы: за один оборот детали резец перемещается на величину шага резьбы.
Движение суппорта при нарезании резьбы передается от ходового винта, который через коробку передач соединен со шпинделем (передаточное отношение равно отношению шага нарезаемой резьбы к шагу ходового винта).
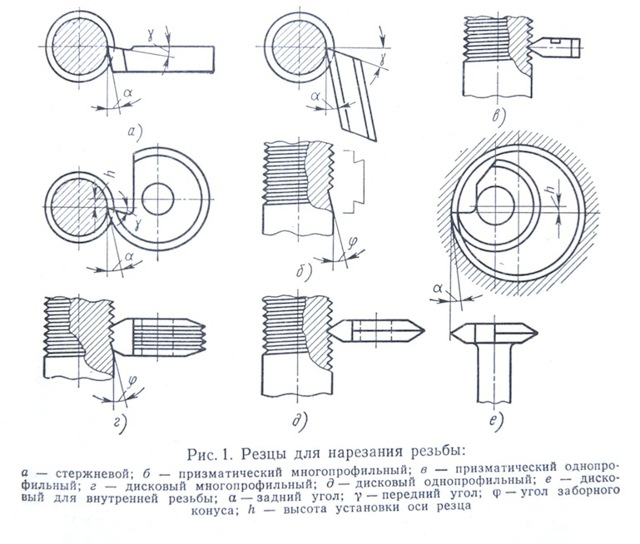 |
Применяются плоские, тангенциальные и дисковые однопрофильные или многопрофильные (гребенки) резцы (рисунок 1). Профиль резца соответствует профилю впадины резьбы.
Для предотвращения искажения профиля резьбы обычно затачивают с передним углом, равным нулю, и устанавливают так, чтобы передняя грань находилась на высоте центров.
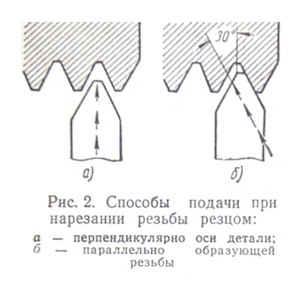
Подача резца производится двумя способами: перпендикулярно оси детали (рисунок 2 а), причем резец работает всем профилем, и параллельно образующей резьбы (рисунок 2б); в этом случае резец работает одной режущей кромкой.
 |
При нарезании резьбы с крупным шагом предварительную обработку производят прорезным резцом с углом профиля, отличающимся от угла профиля резьбы на 5-10?. На токарных станках производят нарезание резьбы на длинных деталях или в тех случаях, когда резьба должна быть строго концентрична с другими поверхностями, обрабатываемыми в этой же установке.
Производительность труда при этом невысокая, так как нарезание производится в пять-десять и более проходов, много времени затрачивается на обратный ход и установку резца на размер. Кроме того, эта работа выполняется рабочими высокой квалификации и требует напряженного внимания, особенно при нарезании внутренней резьбы.
На точных станках возможно нарезание резьбы первого класса точности.
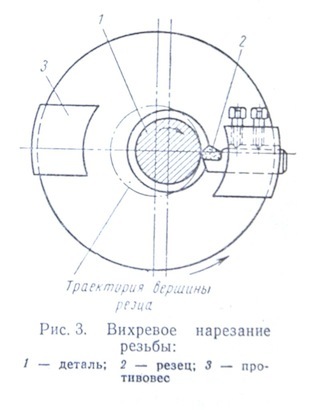
На токарных и резьбонарезных станках производится нарезание резьбы вращающимися резцами – вихревое или охватывающее нарезание. Для этого на суппорте станка устанавливают приспособление с головкой, приводимой во вращение от электродвигателя.
Головку устанавливают под углом, равным углу подъема резьбы. В головке размещены резцы для нарезания резьбы (рисунок 3). Деталь закрепляют в центрах или патроне. Скорость вращения детали меньше скорости вращения резцом.
Головка вращается с числом оборотов, обеспечивающим скорость резания 100-300 м/мин, и перемещается вместе с суппортом на величину шага резьбы за один оборот детали. Нарезание резьбы производится за один проход.
Вихревое нарезание применяется для обработки резьбы не выше второго класса точности и для предварительного нарезания крупной резьбы на длинных деталях.
 |
Материал статьи написан на основе литературного источника «Технология производства двигателей внутреннего сгорания» М. Л. Ягудин
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.

Устройство метчика
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
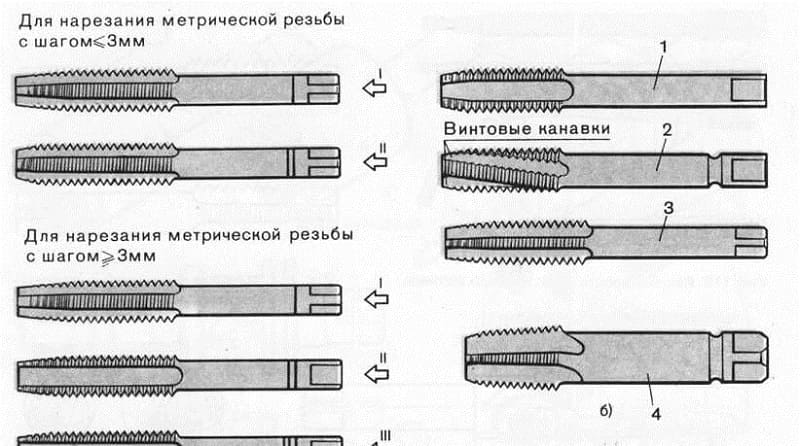
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Нарезание резьбы. Необходимые понятия
Этот процесс представляет собой обработку стержня или отверстия при помощи специального инструмента для нарезки резьбы на трубах с целью получения наружных либо внутренних поочерёдных выступов-витков и спиральных канавок.
Основными характеристиками резьбы являются:
- шаг. Это расстояние между вершинами или основаниями соседних витков;
- профиль. Поперечное сечение у витка может быть трапецеидальным, треугольным, прямоугольным и др. В деталях санитарно-технических систем используется исключительно треугольный профиль;
- угол профиля. Он образуется пересекаемыми сторонами (боковыми гранями) витков;
- глубина. Это расстояние от вершины до основания резьбы;
- наружный, средний и внутренний диаметры.
Наружный равен расстоянию между точками двух противоположных сторон резьбы. Средний диаметр ˗ это расстояние между вершиной и основанием профилей, которые находятся на противоположных сторонах детали. Внутренний представляет собой расстояние между противоположными впадинами.
Любая резьба имеет свои технические характеристики
Способы создания винтовой линии
Для создания резьбы, крепёжной нарезки и продольных канавок можно использовать различные приспособления и оснастку. Чтобы сделать качественное соединение, требуется знать, как пользоваться теми или иными приспособлениями.
 Метчики для нарезки резьбы
Метчики для нарезки резьбы
Плашкой
Плашка используется для создания резьбы на металлических трубах. Процесс проведения ремонтных работ:
- Места будущего соединения необходимо очистить от грязи, краски, ржавчины, налёта.
- Снять фаску, находящуюся на торцах трубы.
- Выбрать плашку нужного диаметра, смазать её зубья специальным маслом. Им же обработать место, на котором будет резьба.
- Сделать 6 поворотов плашки. При этом можно делать обратные прокруты, чтобы освобождать рабочую поверхность от скапливающейся стружки.
- Снять плашку, очистить её от стружки, смазать зубья и трубу маслом. Повторить процедуру.
Если трубы старые, изначально их нужно проверить на наличие дефектов. При наличии трещин и отверстий изделия обрабатывать нельзя.
Клупп
Представляет собой специальный резьбонарезной инструмент для создания наружной резьбы. Процесс работы:
- С рабочих поверхностей требуется снять слой грязи, ржавчины, краски.
- Постараться закрепить обрабатываемое изделие в неподвижном положении.
- На рабочую поверхность нанести олифу.
- С клуппа отжать опорные винты и надеть его на трубу.
- Закрепить режущие плашки, зафиксировать конструкцию винтами.
- С нажимом вперёд вращать клупп по часовой стрелке.
Перед снятием клуппа требуется отжать плашки.
Резцом
Этот вариант изготовления резьбы подразумевает использование токарного оборудования. Мастер закрепляет трубу в шпиндель. После этого фиксирует в суппорте резец и настраивает его. После включения электродвигателя, заготовка начинает вращаться. Мастер медленно подводит её к резцу и начинает обработку.
Метчиком
Метчики применяются для создания внутренней резьбы. Использование метчиков:
- Изделие фиксируется в тисках.
- Подбирается диаметр метчика. Он закрепляется в специальном приспособлении — воротке.
- Необходимо делать по два оборота по часовой стрелке и половину оборота в обратную сторону. Так стружка не будет забиваться между режущими зубцами.
Если используется пластичный сплав металлов, можно использовать шуруповерт, в который закрепляется метчик.
Электрическим резьборезом
Пользоваться электроинструментом нужно аккуратно, чтобы не испортить обрабатываемую поверхность. Процесс работы:
- Обрезать трубу под углом в 90 градусов.
- Под трубой устанавливается опорная скоба.
- Рабочая поверхность покрывается охлаждающей жидкостью.
- Располагается направляющий рычаг.
- Далее требуется включить резьборез и прижать его к обрабатываемой части.
- В процессе работы должна подаваться охлаждающая жидкость.
Чтобы снять режущий инструмент, включается задний ход.
Ручные инструменты
Ручные приспособления являются основным видом для нарезания резьбы в быту, их применение имеет следующие особенности:
- Доступность. Ручные приспособления имеют самую низкую цену среди устройств подобного типа поэтому доступны любому хозяину.
- Функциональность. При нанесении нарезки используется основное устройство (плашкодержатель, вороток), в которое вставляется режущий инструмент с нужными параметрами.
Рис. 5 Плашка Зубр и метчики в наборах резьбонарезного инструмента
Компактность. Ручные приспособления занимают мало места и не требуют для проведения операций большого пространства.
Промышленность выпускает готовые наборы из метчиков и плашек разных размеров для нарезки резьбового профиля – это существенно упрощает задачу поиска необходимых приспособлений.
Инструменты для ручной обработки – метчик
Метчик является основным устройством для прорезания внутренней резьбы, которая редко используется в трубопроводных линиях. Порядок работы с метчиком состоит из нескольких простых этапов:
- Смазывают внутренние стенки заготовки машинным маслом, помещают метчик в вороток и вставляют в отверстие, следя за тем, чтобы не было перекосов. Рабочий конец метчика имеет конусную форму, поэтому снимать внутреннюю фаску нет необходимости.
- Совершают несколько вращательных движений по часовой стрелке в направлении витков, затем вращают метчик обратно. Процедуру повторяют несколько раз, делая 3 – 4 прохода вперед и назад.
- Извлекают метчик наружу и очищают его кромки от стружки, такую же операцию проводят и с внутренними стенками заготовки. Если элементы не очищать от стружки, профильные зубцы могут быть повреждены из-за ее попадания в канал.
Рис. 6 Ручной резьбонарезной инструмент для труб в работе
Использование плашки
С помощью плашки удобно делать внешнюю нарезку на заготовках малого диаметра, перед проведением процедуры элемент с нужными параметрами вставляется в плашкодержатель, дальнейшие операции выполняются в следующем порядке:
- Напильником, наждачной бумагой или болгаркой снимают фаску с торца внешних стенок заготовки, машинным маслом смазывают резцы и обрабатываемую поверхность.
- Помещают плашку поверх детали и делают несколько оборотов, стараясь держать инструмент строго по центральной оси заготовки. Затем отворачивают ее обратно и снова вращают вперед, проходя большее расстояние.
- После 3 – 4-х проходов в разных направлениях плашку снимают и очищают поверхность детали и резцов от стружки.
При резке плашкой или метчиком рационально использовать отдельные элементы для черновой и чистовой обработки – это упрощает процесс и повышает качество профильной поверхности резьбовых витков.
Рис. 7 Клуппы трубные
Применение клуппа
Клупп является ручным резьбонарезным инструментом, современной модификацией плашки и работает по одинаковому с ней принципу. Его основные отличия от плашки:
- направляющая цилиндрическая часть с ребрами;
- возможность установки в специальную трещотку с прочной удобной ручкой;
- длинные резцы, с неполным сечением с краю и постепенно переходящие в основной профиль, поэтому резьба режется постепенно, что упрощает и облегчает проведение работ;
- возможность замены изношенных резцов в головке на новые;
- проблемы при нарезании короткой резьбы из-за неполной прорезки поверхности в конечной части. В этом случае дополнительно используют плашку или обрезают клупп до зубцов с полным профилем.
Проведение работ клуппом при нарезании аналогично действиям с плашкой, его можно проворачивать электроинструментом, трещоткой с ручкой или разводным газовым ключом, зажимая ребра цилиндрической направляющей части.
Рис. 8 Трубные электрические резьбонарезные клуппы
Как правильно нарезать резьбу на трубе трубным клуппом
Перед тем, как воспользоваться инструментом, необходимо разобраться с некоторыми нюансами. Внешне инструмент не вызывает никаких трудностей – установил соответствующего диаметра плашку, и нарезай себе резьбу. Однако не все так просто! Перед тем, как выполнять нарезку резьбы, нужно подготовиться к этому мероприятию. Процедура в виде инструкции по нарезанию резьбового соединения выглядит следующим образом:
- Завальцовывание трубы. Обязательная процедура, так как это поможет упростить процесс нарезки спиралевидного соединения. Завальцовывание представляет собой уменьшение наружного диаметра трубы на несколько миллиметров. Делается это с помощью применения напильника, турбинки, наковальни и молотка, а также газового ключа. Мастера используют для завальцовки болгарку с заточным кругом
- Обработать завальцованный участок трубы любым видом смазочного материала – Литол или Солидол. Этими же материалами можно обработать резцы, что поможет продлить срок их службы путём уменьшения сопротивления при нарезке
- Если нарезание резьбы выполняется на трубе, которая расположена рядом возле стены или в грунте, нужно зафиксировать ее газовым ключом, чтобы избежать нарушения целостности крепления второго конца трубы. Если же труба не закреплена, ее нужно зажать в тисках, и только после этого приступать к обработке
- Нарезка выполняется медленными возвратно-поступательными движениями, так как большая скорость приведёт к выходу из строя инструмента
- Надев на трубу плашку, необходимо установить ее строго в перпендикулярном положении торцевой части материала, то есть выровнять положение плашки относительно трубы
- Медленными движениями надо нарезать первый виток, который является основным. При нарезке необходимо делать один оборот вперед, а затем возвращаться на 0,5 оборота назад. В процессе возврата будет осуществляться удаление металлической стружки
- Как только первый виток будет нарезан, дальнейшее применение инструмента облегчается, и заключается только в выполнении возвратно-поступательных движений
После этого выкручивается плашка, и проверяется качество и целостность получившейся резьбы. На нее можно накрутить соединительную муфту, проверив качество завинчивания. Сколько нужно витков на трубе для надежного соединения? Этим вопросом задается каждый мастер, орудуя аналогичным инструментом. Количество витков составляет столько, сколько их на резаке или на соединительной муфте.
Важно знать! В процессе нарезки не стоит торопиться, иначе все старания могут привести к притуплению резцов на инструменте. Нельзя использовать плашку, на которой повреждены или сточены резцы, так как это может привести к нарушению целостности трубы
Если нужно нарезать резьбу на трубе, которая находится в стене, когда доступ имеется только с торцевой части, то понадобится воспользоваться специальным переходником-удлинителем, как показано на фото ниже.
Нарезка резьбы на трубе в стене при помощи клуппа с переходником
Многие могут подумать, зачем покупать клупп, если можно обратиться к токарю, который нарежет резьбу любого размера, диаметра и формы. Инструмент в основном рассчитан на исключительные случаи, когда нужно нарезать резьбу на месте. Этот прибор действительно очень удобен в эксплуатации, помогает всегда решить проблемы со стальным трубопроводом, когда возникает необходимость выполнения резьбового соединения.
Если предпочитается сварка вместо резьбового соединения, то стоит понимать один важный нюанс — при сварке внутри трубы образуется участок, который будет причиной скопления засорений. При некачественном нанесении сварного шва через время может возникнуть течь, поэтому единственное правильное решение — купить трубный клупп, и произвести нарезание резьбовых витков в нужном количестве.
https://youtube.com/watch?v=POlwUW4NKE8%3F
Публикации по теме
Ножовка для резки гипсокартона эффективность инструмента
Реверсивная отвертка и предназначение инструмента
Какие виды напильников бывают — их назначение, применение и выбор
Струбцина — разновидности, назначение и скрытые возможности применения
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
|
Номинальный диаметр резьбы, мм |
Шаг, P |
Диаметр стержня, мм |
|
|
номинальный |
минимальный |
||
|
5 |
0,8 |
4,92 |
4,82 |
|
6 |
1 |
5,89 |
5,79 |
|
8 |
1,25 |
7,87 |
7,76 |
|
10 |
1,5 |
9,85 |
9,73 |
|
12 |
1,75 |
11,83 |
11,7 |
|
14 |
2 |
13,8 |
13,67 |
|
16 |
2 |
15,8 |
15,67 |
|
18 |
2,5 |
17,8 |
17,62 |
|
20 |
2,5 |
19,8 |
19,62 |
|
22 |
2,5 |
21,8 |
21,62 |
|
24 |
3 |
23,79 |
23,57 |
|
27 |
3 |
26,79 |
26,57 |
|
30 |
3,5 |
29,79 |
29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Разновидности резьбонарезных станков
Станки для нарезания резьбы делятся по группам:
- ручные — с небольшой массой, не требуют специальной квалификации работника, но служат для нарезки резьбового соединения на трубах диаметром не больше 50 см;
- электрические — громоздкие и тяжелые, сложной конструкции, но в работе надежные и аккуратные, они распространены в производстве. Разработаны компактные модели с небольшой функциональностью и массой 60 кг, более мощные агрегаты весят под 250 кг;
- в работе автоматического оборудования от оператора требуется грамотно задать параметры резьбы, включить станок и отслеживать процесс на программном контролирующем устройстве, такие станки используют в поточном производстве большого количества труб.
Для нарезки применяют станки:
- резьбонакатные;
- резьбофрезерные;
- резьбошлифовальные.
Резьбонакатные
Принцип работы состоит в пластической деформации поверхности без удаления стружки. Установленная заготовка прокатывается между инструментами плоской или круглой формы и сдавливается. Металл под давлением заполняет впадины между прочными витками рабочего инструмента, и создается резьба.
в пластической деформации поверхности без удаления стружки. Установленная заготовка прокатывается между инструментами плоской или круглой формы и сдавливается. Металл под давлением заполняет впадины между прочными витками рабочего инструмента, и создается резьба.
В качестве рабочего инструмента для накатывания используют резьбовые сегменты, плашки, ролики. Процесс накатывания выполняется на резьбонарезных станках для труб полуавтоматического и автоматического действия, иногда используют револьверные и токарные агрегаты. Делают дюймовую и метрическую резьбу с круглыми, треугольными, тангенциальными профилями.
Резьбофрезерные
Производительный метод широко используется в промышленности, используются специальные станки с установленными на них гребенчатыми и дисковыми фрезами. Применяет принцип формообразующего продвижения. Заготовка вращается медленно (подача круговая), согласованно с ней перемещается продольно подаваемая фреза, что позволяет нарезать резьбу с большим шагом на довольно протяженном участке. Требуется строгое согласование одновременных подач.
Гребенчатые фрезы (представлены в виде набора дисковых фрез) используются для нарезки мелких резьб сразу по всей длине. Одновременное формирование витков значительно ускоряет работу по нарезке внутренней и наружной резьбы в трубах, при этом наименьшая длина гребенчатого инструмента должна быть на два-три шага длиннее прогнозируемой резьбы.
Резьбошлифовальные
Шлифование резьбы используют в процессе изготовления рабочего инструмента для нарезания резьбы, резьбовых калибров, роликов накатки, червячных фрез, ходовых винтов для серийного и мелкосерийного производства. Процесс шлифования происходит с использованием многониточных и однониточных абразивов. Схемы производства профиля резьб аналогичны резьбофрезерованию, только вместо фрез используют шлифовальные профилированные круги (однониточные применяют по типу дисковых, а многониточные используют как гребенчатые).
 Профиль на кругах нанесен в соответствии с профилем впадины изготавливаемой резьбы. Абразив во время работы совершает круговое движение, а заготовка движется продольно с поворотом на шаг. Технология позволяет получить резьбовой инструмент высокой точности с различными параметрами длины и профиля.
Профиль на кругах нанесен в соответствии с профилем впадины изготавливаемой резьбы. Абразив во время работы совершает круговое движение, а заготовка движется продольно с поворотом на шаг. Технология позволяет получить резьбовой инструмент высокой точности с различными параметрами длины и профиля.
Шлифование резьб многониточными абразивами производят продольной подачей в комплексе с врезным шлифованием. Оси заготовки и круга располагают параллельно, способ использует для производства резьбового инструмента с короткой резьбой и нарезкой кольцевых витков. В результате многониточного шлифования получают рабочий инструмент с невысокой точностью и шагом 4 мм и меньше. Параллельное расположение осей ведет к небольшому искажению профиля резьбы.
Воротки для метчиков
Воротки применяются для работы метчиком. В него вставляется и зажимается хвостовик данного приспособления. Такой ручной инструмент выпускается как нерегулируемый, с фиксированным размером посадочного гнезда, так и регулируемый, с изменяемым размером посадочного гнезда.
Плоский нерегулируемый вороток обычно имеет от одного до трех отверстий различного размера под наиболее употребительные размеры квадратов на хвостовиках метчиков. Сегодня такие воротки практически не выпускаются. За рубежом выпускаются нерегулируемые воротки с шаровой головкой. В головке под прямым углом сделаны четыре квадратных отверстия разных размеров из приведенного выше размерного ряда.
Регулируемые воротки содержат в своей конструкции винтовой механизм, двигающий зажимные части, фиксирующие хвостовик приспособления. При работе в труднодоступных местах могут потребоваться удлинители. Обычно они нерегулируемые и рассчитаны только на один размер присоединительного квадрата.
Торцевые воротки применяются для работы в труднодоступных местах. Они снабжаются фиксирующим патроном с губками, на которых сделаны выборки под квадрат на хвостовике метчика. Они изготавливаются как с фиксированным патроном, так и с храповиком. Храповик должен иметь переключатель направления на три положения (средний режим стопорит патрон).
При работе таким инструментом необходимо соблюдать простые правила, а именно:
- Применять смазывающую жидкость, которая содействует минимизации силы, увеличению качества работы и срока службы приспособления;
- При проходе первым метчиком обязательно, а при проходе последующими — при создании сопротивления вращению, на каждые четверть или треть оборота давать обратный ход для удаления стружки.
Заключение
Выполняя работы по нарезке резьбы, нужно придерживаться правил техники безопасности
При этом очень важно работать в защитных рукавицах и очках, чтобы избежать повреждения кожных тканей острой металлической стружкой
Нарезание
внутренней резьбы метчиком начинают с
выбора нужного инструмента.После
первым шагом является просверливание
отверстия. По сути, этот этап является
самым главным, так как если ошибиться
с подбором диаметра, то либо болт будет
болтаться, либо при нарезании резьбы
от перегрузки сломается метчик. Лучше
всего диаметр отверстий определять по
таблицам, но можно произвести и грубую
оценку: отняв от диаметра резьбы ее шаг
можно получить приблизительное значение
необходимого диаметра отверстия.
Например,
если внешний диаметр резьбы 18 мм, а шаг
1 мм, то требуется просверлить отверстие
в 17 мм. Сверлить необходимо строго
перпендикулярно поверхности детали
(из-за отклонений возможен брак при
нарезании). У просверленного отверстия
желательно сделать небольшую фаску. У
глухих отверстий глубина должна быть
больше, чем длина нарезаемой части,
чтобы инструмент при резке вышел за
границы необходимой длины резьбы. Если
этот запас не предусмотреть, то резьба
будет неполной.
Деталь
с просверленным отверстием закрепляют
в тиски. Метчик фиксируют в воротке (при
отсутствии используют разводной ключ)
или патроне станка. На качество резьбы,
скорость нарезания и стойкость
инструмента значительное влияние
оказывает правильный подбор
смазочно-охлаждающей жидкости (СОЖ).
Чтобы не испортить инструмент, а резьбу
получить чистую и с правильным
профилем, необходимо применять следующие
СОЖ:
разведенную эмульсию (одна часть
эмульсии, смешанная с 160 частями воды);
для
деталей из латуни и стали можно
использовать льняное масло;
для
изделий
из алюминия
– керосин;
для
деталей из красной меди – можно скипидар;
в
изделиях из чугуна и бронзы нарезание
следует проводить всухую.
Нельзя
использовать минеральные и машинные
масла – они способствуют значительному
возрастанию сопротивления, которое
инструмент преодолевают в процессе
работы, оказывают отрицательное влияние
на шероховатость резьбы и приводят к
быстрому износу метчика.