Рекомендации как правильно паять паяльником: подготовка к работе и пошаговая инструкция по пайке для начинающих (120 фото и видео)
Содержание:
- Технология пайки паяльником
- Обработка флюсом или лужение
- Оборудование для пайки
- Температура
- Для чего нужна канифоль?
- Практика – основа мастерства
- Преимущества и недостатки пайки
- Что понадобится?
- Выбор паяльника
- Характеристики процесса
- Как научиться владеть паяльником?
- В каких случаях паять феном не получится
- Разогрев и выбор температуры
- Каким припоем паять
- Краткая история пайки металлов
- Как впаять микросхему обратно
- Лужение паяльника
- Виды паяльников
- Что такое пайка
- Обработка флюсом или лужение
- Меры безопасности при пайке
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
https://youtube.com/watch?v=MKZBAqnGoZ4
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Обработка флюсом или лужение
Традиционный и самый доступный флюс — канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
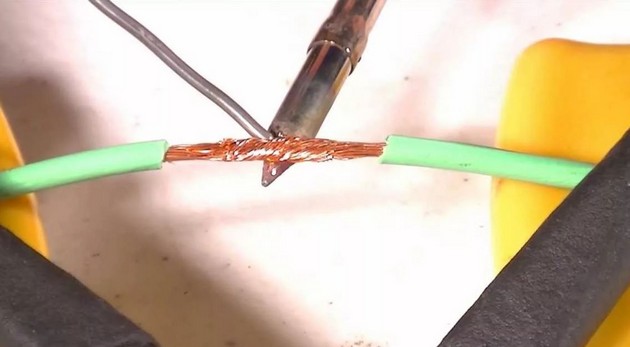
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
 Watch this video on YouTube
Watch this video on YouTube
Оборудование для пайки
 Для пайки микросхем можно использовать различное паяльное оборудование, начиная от простейшего – паяльника, и заканчивая сложными устройствами и паяльными станциями с использованием инфракрасного излучения.
Для пайки микросхем можно использовать различное паяльное оборудование, начиная от простейшего – паяльника, и заканчивая сложными устройствами и паяльными станциями с использованием инфракрасного излучения.
Паяльник для пайки микросхем должен быть маломощным, желательно рассчитанным на напряжение питания 12 В. Жало такого паяльника должно быть остро заточено под конус и хорошо облужено.
Для выпаивания микросхем может быть применен вакуумный оловоотсос – инструмент, позволяющий поочередно очищать ножки на плате от припоя. Этот инструмент представляет собой подобие шприца, в котором поршень подпружинен вверх. Перед началом работ он вдавливается в корпус и фиксируется, а когда необходимо, освобождается нажатием кнопки и под действием пружины поднимается, собирая припой с контакта.

Более совершенным оборудованием считается термовоздушная станция, которая позволяет осуществлять и демонтаж микросхем и пайку горячим воздухом. Такая станция имеет в своем арсенале фен с регулируемой температурой потока воздуха.
Очень востребован при пайке микросхем такой элемент оборудования, как термостол. Он подогревает плату снизу, в то время, как сверху производятся действия по монтажу или демонтажу. Опционально термостол может быть оснащен и верхним подогревом.

В промышленных масштабах пайка микросхем осуществляется специальными автоматами, использующими ИК-излучение. При этом производится предварительный разогрев схемы, непосредственно пайка и плавное ступенчатое охлаждение контактов ножек.
Температура
Температурный режим паяльника – главный параметр при работе с ним. При работе с недостаточно разогретым инструментом припой не плавится, а ложится комком.

Чтобы определить, при какой температуре следует паять, нужно знать температуру плавления металла детали и припоя. Температура паяемых деталей должна быть больше температуры плавления припоя на 40-80 С˚, а температура наконечника инструмента – на 20-40 С˚ больше температуры пайки.

Если у паяльника нет функции регулировки температуры, то этот параметр можно оценить при помощи канифоли. При прикосновении паяльника она должна кипеть, без моментального сгорания. О перегреве будет свидетельствовать появление на припое, после прикосновения паяльником, темной пленки, состоящей из продуктов окисления.

Для чего нужна канифоль?
Канифоль – вязкая или кристаллическая масса, изготовленная из сосновой смолы. В продаже можно встретить спиртовой раствор канифоли или пасту на ее основе.
Это вещество играет в пайке роль флюса. С помощью канифоли спаиваемые детали изолируются от воздуха, что препятствует образованию тонкой оксидной пленки на их поверхностях. Посредством канифоли залуживают жало паяльника, покрывая его тонким слоем припоя, то же самое проделывают и со спаиваемыми деталями перед их соединением. В результате детали значительно легче соединяются друг с другом, а соединение получается более однородным и прочным. Без этого под действием высокой температуры жало паяльника и провода окисляются в течение нескольких секунд.

Если все же удастся поймать и «прилепить» несколько капель припоя, прочного соединения без обработки канифолью не получится, так как остывающий сплав не соединится со всей поверхностью. Даже небольшое механическое воздействие может привести к обрыву именно в месте подобной пайки, а электропроводность такого провода или клеммы будет значительно отличаться от той, что обеспечивает правильная пайка залуженных деталей.
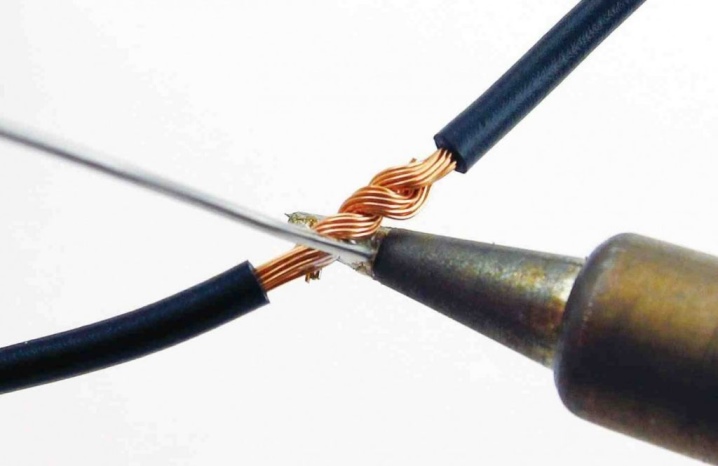
Практика – основа мастерства
Она начинается с усидчивости. Не всё быстро можно припаять. Поэтому ниже советы, как правильно паять провода, а потом уже переходить к золоту или серебру.
Речь будем вести лишь о медных проводах или залуженных на заводами контактах деталей.
Счистить с жил прежнее олово. Если берете чистый провод, все равно с него нужно соскрести покрытие; если они в пучке, то на каждой нитке.
Обязательное обезжиривание жала и деталей для спайки.
Снова расплавьте олово и наберите капельку на кончик жала, коснитесь спаиваемых деталей.
Горячий сплав по закону диффузии растечется по проволочкам. Отняв жало секунд на 5-10, дайте застыть верхней части и переверните их и так же пропаяйте с обратной стороны. Это коротко, как залудить провода паяльником.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Что понадобится?
Паять приходится сборщикам, рядовым инженерам, а иногда и конструкторам. Но запастись паяльным аппаратом недостаточно — необходим еще целый ряд устройств и принадлежностей. Важную роль играет дымоуловитель (вытяжка). Это устройство очищает воздух не только от дыма, но и от других токсичных испарений. Основными компонентами техники являются мощный вентилятор и фильтр специальной конструкции.
Поглотители дыма чаще всего крепят на рабочую поверхность. Специальные пантографные компоненты придают им максимальную гибкость. Продолжая описывать перечень инструментов для пайки, обязательно следует упомянуть и специальный пинцет. Многие специалисты и любители пользуются целым комплектом пинцетов, выбирая наиболее подходящий в конкретном случае. Но наиболее практичными оказываются пинцеты с фиксацией, выручающие в самых сложных ситуациях, когда невозможно зажать инструмент пальцами плотно, или деталь уже выпала.


Непременно следует обзавестись и монтажным столом — паять на обычном столе куда труднее и опаснее. Существуют модификации такой рабочей мебели, рассчитанные на любую доступную площадь. Чаще всего основная столешница делается из листового металла, и к ней крепятся такие же боковины. Но столешница может быть сделана и из фанеры с текстолитовым покрытием. Для сложных работ чаще применяют специализированные термостолы, позволяющие паять печатные платы равномерно. По умолчанию обычно добавляются регуляторы температуры.

Пайка часто проводится с использованием газовой горелки. Обычно этот инструмент применяют для обработки алюминиевых изделий. Но точно так же его используют и при работах с медью. Разные варианты ставятся в жестко фиксированном виде. Либо же предусматривается возможность корректировать положение. Крепление баллона тоже выполняется различным образом.


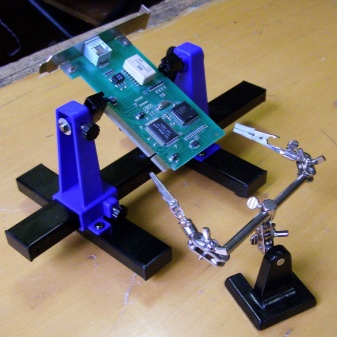
Работы с электроникой существенно упрощаются при использовании держателя плат. Иногда эту систему даже называют «третьей рукой» – настолько она полезна. Чтобы можно было успешно паять самые мелкие детали, приходится использовать лупу бестеневого образца. Вместо нее часто покупают микроскопы
Но важно понимать, что недорогие микроскопы от неизвестных производителей пригодны только для самых быстрых работ. После 10 минут уже обычно начинаются неприятные ощущения в глазах

Лучше покупать проверенные микроскопы от российских производителей. Европейские, американские, японские, фабричные китайские — тоже можно, но разница в цене очень существенна, а по характеристикам особых отличий нет.

Многие лупы для пайки выполняются в виде налобных очков. Подобный инструмент является постоянным орудием в обиходе радиомонтажников, ремонтников телефонов и других подобных специалистов. Сами паяльные работы проводятся с использованием мягких и твердых припоев, причем в каждом случае припой подбирают индивидуально. Латунная проволока на базе цинка и меди позволяет обеспечить почти то же качество соединения, что и хорошие сварочные работы — поэтому специалисты и ценят высоко состав ЛБЗ.


Выбор паяльника
Несмотря на одно общее назначение, существует несколько видов паяльников.
- Спиральный. Он неприхотливый и доступный и поэтому самый распространенный. Недостаток – долгое время нагрева.
- Керамический. В нем жало и нагреватель представляют единое целое, и потому такие модели быстрее нагреваются и обладают значительной мощностью при небольшом размере. Недостатки – он дорогой, боится падений и требует специфических жал. Да и подделывают такие модели часто.
- Импульсный. Главное достоинство – мгновенный разогрев при нажатой клавише питания. По форме они напоминают пистолет. Эти паяльники идеально подходят для мелких повседневных работ, на продолжительные циклы они не рассчитаны.
- Паяльная станция. Она включает в себя паяльник, стол с подогревом, фен, фиксаторы радиодеталей и другое оборудование. В ней настраивается нужная температура каждого инструмента, и поэтому она применяется для сложных и ответственных работ.
Далее поговорим про выбор жала для паяльника. Оно бывает медным и несгораемым.
- Медное жало захватывает капельку припоя, которая затем переносится к месту пайки. Это позволяет паять одной рукой, а другой удерживать детали. Но такое жало довольно быстро обгорает и требует обслуживания (чистки от окалины, лужения), в идеале каждый раз после работы.
- При работе несгораемым жалом припой должен подаваться проволокой в зону пайки отдельно. Это не так удобно, но срок службы у такого жала неограниченный, и обслуживать его не надо. Поэтому такой тип получил большее распространение.
Жала бывают прямыми и Г-образными, клиновые и конусные. Клиновыми лучше паять провода, а конусными – работать с печатными платами.
Мощность паяльника для радиодеталей не должна превышать 20-40 Вт. Для работы с микросхемами она должна быть около 10 Вт. А вот источник питания может быть разным:
- штепсельный разъем с напряжением 220 В (бытовая электросеть);
- сеть на 12, 24 и 36 В для работы в опасных условиях;
- порт USB с напряжением 5 В;
- встроенный аккумулятор.
Материал ручки тоже может различаться:
- пластик;
- дерево;
- эбонит;
- текстолит.
Далее готовим материалы для паяния


Характеристики процесса
Внутри паяльника стоит ТЭН определённой мощности, помещённый в изолирующую рубаху из керамики либо иного жаростойкого материала. Это нужно, чтобы все тепло шло внутрь, где расположено жало. Основное отличие паяльников в мощности и форме. В зависимости от этого мастер и решает, что конкретно требуется использовать.
Часто работают инструментом в электронике
В рассматриваемом случае важно не превысить мощность рассеивания сравнительно хрупких резисторов, микросхем, конденсаторов. Если это произойдёт, работу переделывают заново
С той разницей, что придётся испорченный элемент докупить в магазине. Поэтому важно научиться паять правильно.
Сложно сказать, какая мощность потребуется в конкретном случае. Радиолюбители ориентируются на размеры.
Мощность паяльника

Разновидности паяльников
Вначале оценивается мощность паяльника. Понятно, что агрегатом на 100 Вт лезть в материнскую плату попросту опасно. Разумнее приобрести паяльник на 20 или 50 Вт
Обратите внимание, что не все паяльники питаются от сети 220 В. Известно множество примеров несоблюдения правила
Производитель руководствуется простой логикой: для маломощного паяльника требуется витая спираль, вносящая большие потери на частоте 50 Гц. Логичнее перейти на постоянный ток. В подобном случае индуктивность уже не играет большой роли. Если включить маломощный паяльник для постоянного тока (крайний справа на фото) в сеть переменного тока 220 В, изделие сгорит. Но китайцы выпускают малого размера паяльники (второй слева). Представленный на фото показывает мощность 40 Вт и питается от стандартной розетки. Наконец, по умолчанию, в СССР выпускали паяльники на 100 Вт (крайний слева). Как определить мощность и напряжение питания? Это основная трудность: зачастую паяльник не несёт различимых обозначений. Если брать китайский, на нем приклеен красно-белый стикер (см. фото) с информацией, а у прибора с деревянной ручкой мощность указана на вилке. Защитный кожух 100-ваттного паяльника промаркирован соответствующим образом. Там указывается ГОСТ, информацию возможно почерпнуть из документации. Мощный паяльник на 100 Вт позволяет работать с грубыми и большими деталями, незаменим для твёрдых припоев.
Сечение жала
Часто роль играют размеры жала (металлического стержня для пайки). К примеру, 100-ваттный паяльник имеет солидной толщины медную палку. Если нужно паять нечто более тонкое, жало меняют. У рассматриваемого паяльника оно просто вытаскивается, а где купить запасное – уже второй вопрос. К примеру, жала продаются в специальных магазинах для радиолюбителей и могут стоить приличной суммы. Китайский паяльник на 40 Вт с отличным острием обошёлся в 40 рублей (FixPrice), а жало подобного рода может стоить отдельно и 300 рублей. Система крепления разная. К примеру, у паяльника постоянного тока оно выкручивается, а у китайского держится на винтах (как и у прибора с деревянной ручкой). Материал возможен разный. Громоздкие жала 100-ваттных паяльников обычно медные, а скромные и миниатюрные изготавливаются из сплава цветных и черных металлов. Но оба варианта позволяют работать со всеми припоями, поддающимися плавлению.
Как научиться владеть паяльником?
Очень просто: минимум знаний, все держится на практике, небольшое количество материалов и главное – тот или иной паяльник.

Выше мы назвали один параметр этих ручных инструментов (мощность). Он важен для понимания:
- Что паять.
- Как быстрее работать.

Чем мощнее паяльник, тем толще его медное жало, тем медленнее оно разогревается, но и дольше держит режим пайки после отключения от сети или паяльной лампы.

-
Как выбрать фазометр — обзор, назначение, принцип действия, область применения + инструкция по применению с фото
-
Как сделать трансформатор своими руками — пошаговая инструкция, схема, чертежи, список материалов + фото готового самодельного трансформатора
-
Какой детектор скрытой проводки лучше? ТОП-10 лучших производителей с фото и описанием
Но они не годятся для пайки небольших электродеталей, тонких проводов, как разогреватели меньшей мощности.
Есть также паяльники, и они не последние в этой линейке, мгновенного нагрева жала и быстрого охлаждения после точечной пайки радио-и электросхем – электроимпульсные. Ими соединяют метизделия в различных бытовых мастерских.

Процесс несложный. Если у вас есть обычные плоскогубцы и кусачки, пинцет с тонкими и широкими (до 1 см) лапками, то вам остаётся приобрести или достать из кладовки три специфические вещи:
- паяльник;
- материал пайки (припой) – чаще сплав свинца и олова;
- антиокислитель и обезжириватель (флюс).

К этому добавим минимум общих знаний по материалам для пайки.

В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
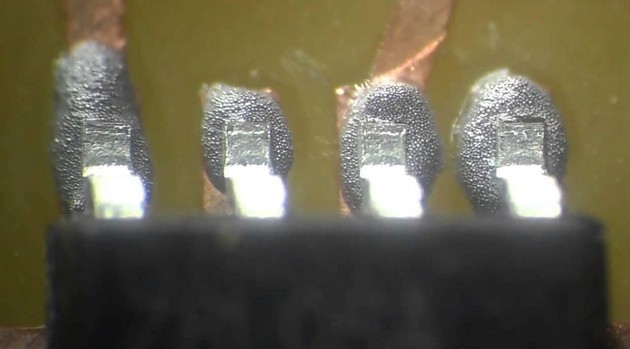
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.

Каким припоем паять
Эти сплавы изготавливаются на основе олова, свинца, меди, никеля, или серебра. Для работы с монтажными платами и бытовой проводкой применяется оловянно-свинцовый припой (ПОС). Несмотря на большое разнообразие, их можно разделить на два вида:
- мягкие (температура плавления до 300°C);
- твердые (температура плавления свыше 300°C).
Форма выпуска любая: кусковая, проволока, порошок, паста. Универсальный вариант — проволока до 2 мм в диаметре. Ее удобно набирать на жало паяльника или вводить непосредственно в зону пайки.
Интересное предложение от производителей — паяльная паста, или порошок. Это мелкодисперсный припой, в который для вязкости добавляют жидкий флюс. Получается консистентный состав с высокой адгезией, которым можно паять без предварительного флюсования. Просто наносим пасту на контакты, и производим нагрев.
Можно работать без традиционного паяльника, с помощью паяльного фена. Благодаря тонкому помолу, припой плавится быстро, и моментально растекается по рабочей зоне (с помощью флюса).
Для начинающего мастера это неплохой вариант. Работать просто, но вы не сможете научиться качественно паять в тяжелых условиях: когда под рукой нет хорошего флюса и припоя.
Краткая история пайки металлов
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.
Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.
Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.
Пайка медью началась несколько позже, и только десять столетий назад – латунью.








Как впаять микросхему обратно
Прежде чем браться за впаивание новой микросхемы, следует хорошо очистить контакты от лишнего припоя, а потом и от грязи с помощью спирта. Для этих целей берём паяльник и лудим каждое отверстие под ножки микросхемы. При этом в каждом отверстии должно оставаться некоторое количество припоя, чтобы в дальнейшем припаять назад микросхему.
Для лужения гнезда микросхемы не нужно жалеть олова и флюса. После лужения нужно очистить посадочное место от грязи, используя для этих целей спирт или Flux-Оff. Просто берём ватку и смачиваем её в спирте, после чего обильно протираем контактные дорожки.

Всё, теперь настал черед впаивать микросхему обратно. Для этого устанавливаем новую микросхему «по ключу», и разогреваем припой с помощью фена. Фен водим по кругу и держим его максимально вертикально по отношению к контактам микросхемы.
Напоследок, приглаживаем слегка припой на контактах паяльником, и если того требует дело, добавляем чуток припоя.
На этом все. Уверен, что у вас получится намного лучше, чем у меня. Ну а если вы знаете и другие способы пайки микросхем, то прошу поделиться собственным опытом. Всем спасибо, удачи и терпения в делах.
Лужение паяльника
Что такое лужение паяльника? Это когда на жало паяльника наносится припой, который покрывает медное основание жала для того, чтобы оно не сгорало при работе паяльника и было способно отдавать припой.
Медные жала
Лужение нужно делать только в том случае, если жало медное.
Медные жала перед нагревом зачищают либо надфилем либо наждачной, чтобы удалить старые окислы и выгоревшую поверхность.
Далее, медное жало паяльника окунают в припой с добавлением канифоли (или флюса) и таким образом паяльник залуживается и становится пригодным к работе.
Необгораемые вечные жала
Если у вас «вечное жало» с покрытием — его нет нужды залуживать как медное.

Главное правильно с ним обращаться, вовремя чистить и не делать грубых ошибок.
Медные жала хоть и обладают лучшей теплопроводностью, но со временем, они начинают терять форму и выгорать. А вот «вечные жала» имеют покрытие, которое защищает металлическое основании жала от деформации и выгорания.
Преимущества у вечного жала очевидны, но не все даже опытные радиолюбители хотят работать с ними.
Что нельзя делать с вечными жалами
Например, категорически нельзя необгораемые жала чистить от нагара надфилями или наждачками.
Да, вы удалите частично нагар от воздуха и старого припоя, но вы повредите покрытие жала. И со временем, оно будет хуже принимать припой, а то и вообще покроется полностью черными окислами.
Как подготовить паяльник к работе
Итак, чтобы правильно подготовить паяльник с вечным жалом нужна губка для снятия припоя.

Или подойдет хб тряпка смоченная водой.
А также подойдет обычная вата, свернутая в комочек. Она хорошо убирает припой. И это все что нужно, если на паяльнике мало нагара.
Включите паяльник или станцию в сеть и дождитесь нагрева жала.
Если на жале есть старый припой — уберите его при помощи влажной губки или тряпки.
Причем убирайте не долго, а быстро, всего за пару движений. И сразу же наносите свежий припой на чистое жало.
Спешка связана с тем, что поверхность жала быстро покрывается окислами из-за воздуха под воздействием высокой температуры нагревателя.
На фото вы можете увидеть маленькую черную точку на поверхности жала.
Это первые окислы, которые постепенно перейдут в большие черные пятна, к которым не будет липнуть припой.
Поэтому, не медлите и сразу же добавьте припой на паяльник.
Если вы используете новое жало, то оно сразу начнет обгорать, поэтому сразу добавляйте свежий припой на жало.
Виды паяльников
Ручной инструмент, используемый в лужении и пайке, позволяет нагревать детали и флюс, а также расплавляет припой с последующим его нанесением на участки контактов спаиваемых элементов.
- Инструмент с нихромовым нагревателем в виде проволочной спирали, пропускающей переменные сетевые или постоянные/переменные токовые величины низкого напряжения. Современные модели отличаются контролем температурного режима нагрева наконечника при помощи встроенного термодатчика. Конструкция прибора может дополняться специальными изоляторами, снижающими тепловые потери и увеличивающими теплопередачу.
- Инструмент с керамическим стержневым нагревателем, срабатывающий в процессе подведения на контактную группу напряжения. Данный вид относится к категории наиболее совершенных приборов, отличающихся быстротой нагрева и длительным эксплуатационным сроком, а также имеющим широкий диапазон регулирования температурных показателей и уровня мощности.
- Индукционный инструмент осуществляет нагрев посредством катушечной части индуктора, а жало характеризуется наличием ферромагнитного покрытия, что способствует получению магнитного поля и разогреву сердечника. Поддерживание необходимого температурного режима на жале осуществляется в автоматическом режиме и не требует наличия термодатчика или какого-либо управляющего электронного устройства.
- Импульсный инструмент работает при нажатии и удержании в таком положении специальной кнопки «Пуск», чем и обусловлен практически мгновенный нагрев жала до оптимальных рабочих температурных показателей. Отечественные конструкции этого типа характеризуются наличием схемы, в которой медный проводной наконечник представляет собой часть электрической цепи, содержащей также частотный преобразователь и высокочастотный трансформатор. Наиболее современные импульсные модели обладают регулировкой по мощности и температурным показателям, что позволяет одинаково успешно паять мелкие электронные элементы и достаточно крупногабаритные детали.
- Газовый инструмент относится к категории практичных и автономных устройств, а в качестве теплового источника для достаточного прогрева наконечника служит сгораемый газ, которым заправляется прибор. Отсутствие насадки позволяет использовать такой вид паяльника в качестве традиционной газовой горелки.
- Автономный аккумуляторный инструмент характеризуется небольшими показателями мощности, поэтому применяется преимущественно в пайке наиболее мелких электронных элементов.
Особняком стоят так называемые паяльные станции, предназначенные, как правило, для выполнения больших по объемам и частых работ, связанных с пайкой.
Безусловно, крупный термовоздушный и инфракрасный паяльный инструмент не способен расцениваться в качестве достойного конкурента традиционным бытовым электрическим паяльникам, но обладает множеством преимуществ использования:
- нагрев области пайки выполняется посредством горячей воздушной струи, которая выбрасывается соплом паяльной станции;
- стандартный температурный режим сфокусированного воздушного прогрева составляет порядка 100-500 °C;
- в зависимости от вида воздушного давления приборы могут быть представлены турбинными и компрессорными станциями.
В паяльных станциях инфракрасного типа нагрев осуществляется под воздействием ИК-излучения при длине волны в пределах 2-10 мкм.
В популярных до недавнего времени старых паяльниках, нагреваемых на обычном открытом огне, сегодня отпала необходимость, тем не менее, выполненная своими руками простейшая конструкция иногда вполне может послужить заменой дорогостоящему оборудованию.
Что такое пайка
Не ссылаясь на «википедию», объясним своими словами. Пайка, это соединение металлических контактов с помощью токопроводящего расплава, с последующим его застыванием. При этом, в отличие от сварки, ни одна из соединяемых деталей не должна плавиться в процессе. Разумеется, после застывания токопроводящего расплава (припоя), должна быть обеспечена надежная электропроводимость соединения. Сопротивление контактов не может влиять на характеристики электросхемы.
Общие правила работы с паяльником (подробно все эти пункты мы рассмотрим в обзоре)
А флюсы при нагреве активируют свои очистительные свойства, и не просто удаляют невидимые загрязнения, но и препятствуют окислению.
Для различных материалов разработаны специальные флюсы. Используются даже кислоты.
Форма и размеры рабочего кончика жала паяльника должны соответствовать контактам и условиям пайки. Материал не имеет значения: это может быть медь, керамика, или твердые сплавы, покрытие серебряным напылением.
Выбор мощности — для пайки печатных плат подойдет диапазон 25–60 Вт. Слишком высокая температура может не просто перегреть место пайки, некоторые радиодетали выходят из строя при термическом воздействии. Обратная сторона медали: низкая температура будет отводиться из зоны пайки массивными контактами или толстым теплопроводным проводником. Придется долго держать жало в рабочей зоне — отсюда снова перегрев деталей. Например, когда встает вопрос, как выпаять конденсатор, важно точно знать градус. Золотое правило пайки: высокая температура и кратковременный нагрев. Это умение приходит только вместе с опытом.
Подбор припоя. С точки зрения адгезии — все виды работают неплохо. То есть, подбор для определенного металла контактов — это не задача №1. А вот к температуре плавления следует относиться внимательно. С одной стороны, легкоплавкие составы позволяют минимизировать тепловое воздействие на детали. С другой стороны — это создает две дополнительные проблемы:Во-первых, легкоплавкий припой так же быстро «отпаивается». Если температурный режим контактного соединения не очень благоприятен, есть возможность потери контакта при работе.Во-вторых, вы обязательно столкнетесь с тем, что припой уже в жидком состоянии, а контакты еще не прогрелись для нормальной адгезии. В результате снова перегрев точки пайки.
Повторимся, это лишь теоретические основы, из которых пока не ясно, как паять паяльником. Подробные инструкции увидите далее.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки
Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.