Как сделать фрезер своими руками из болгарки?
Содержание:
Другие приспособления
Циркулярные
Среди других приспособлений для фрезера по дереву особое место занимают циркулярные. Все круглые и овальные разрезы выполняются с их помощью. Циркуль представляет собой штангу со штифтом. Простое смещение штанги изменяет размер круга. Для отверстий малого радиуса, например, для врезки петель, циркульная конструкция крепится непосредственно на основание фрезерного станка.
Фрезер для вырезания кругов можно усовершенствовать под выпиливание овалов. Его можно сделать своими руками. Потребуется база, в которой для закрепления заготовок используются винты или присоски; башмаки, штанги для монтажа и кронштейн для фиксации конструктива с инструментом. Круглые проемы вырезаются, когда задействован один башмак, введение в приспособление второго дает возможность прорезать овальные отверстия.


Для изготовления пазов на узких поверхностях
Для изготовления такого варианта, конечно, можно некоторое время развлекаться с дрелью и долотом, и можно даже вырезать достаточно точное отверстие. Но сколько же времени будет потрачено впустую. Фрезер справится с этой задачей быстрее и четче. Но для это нужны определенные аксессуары.
Состоять они могут из круглой или прямоугольной пластинки, закрепленной на основании инструмента.
Два штыря на пластине обеспечат ровный ход инструмента
Оси штырей располагаются на линии фрезы, при таком условии паз будет сделан в центре детали, вне зависимости от толщины.
При выполнении распила важно контролировать плотное прижатие штырей к заготовке с обеих сторон. Аналогичного результата можно добиться, используя два параллельных упора
Реальной является даже задача с одним параллельным упором, но заготовка должна быть закреплена между двух поверхностей.
Если мастер постоянно имеет дело с распилами на узких поверхностях, можно сделать стол из двух частей, которые дадут возможность зажать материал между ними.
Универсальное применение копировального кольца дает возможность защитить шаблон от режущей кромки.
Ручная фреза с копировальным кольцом поможет заменить, например, столярные инструменты, применяемые при установке дверных петель, и сократить время, которое неминуемо будет затрачено, если у работника нет необходимых навыков работы с ними.


Для работ по установке дверных петель, например, изготавливается шаблон из куска дощечки. Это дополнительные временные затраты, которые затем с лихвой окупаются – пазы будут готовы за несколько секунд. Нередко можно встретить совет купить готовые шаблоны для фрезера. И это разумно, поскольку они есть в продаже и предназначены для однотипной, распространенной деятельности – например, установки дверных петель или при изготовлении мебели, где требуется несколько однотипных деталей.

Крепежные, прижимные устройства могут использоваться как универсальные, так и рассчитанные на применение определенного вида техники. Их типы вариабельны – в виде колодки, башмака с пружиной или стальных пластин.
Зажимные отличаются тем, что остаются неподвижными в процессе обработки заготовки, однако они тоже разнообразны и достаточно сложны в изготовлении. Поэтому несмотря на обилие чертежей для умельцев, их предпочитают покупать в уже готовом виде, фабричного изготовления. Там хорошая балансировка самоторможения, привод бывает ручной, гидравлический или пневматически, качественный металл. Проще приобрести уже готовое устройство и модернизировать его под собственные нужды.


Для обработки тел вращения
Тоже есть специальные, готовые приспособления. Однако изготовители профессиональных инструментов не всегда в состоянии предугадать, какие у народных умельцев могут возникнуть надобности.


Для фрезерования шипов
Для резки шипов используются специальные приспособления. В советах специалистов всегда есть отсылка на промышленные устройства. В них может быть сразу несколько функций – например, выполнение профиля для глухого и сквозного ласточкина хвоста и сквозного соединения с прямым шипом. Здесь огромное значение имеет точная траектория фрезы, качественный шаблон и копировальное кольцо.

Изготовление мини-станка из дрели
Для этого фрезера не требуются ремешки и шкивы: насадки-фрезы надеваются прямо на вал двигателя, как на фото. Зато нужны полозья, каретки, ось с резьбой. При вращении вала каретка движется по нему вниз и вверх. Скользящие полозья — направляющие. После установки высоты фиксируется каретка. Весь аппарат удерживает корпус, который монтируется внизу на столешнице.
Внимание! Двигатель и каретка не должны шататься в процессе работы. Иначе вы не сможете точно обрабатывать материал с помощью фрезера
Наиболее сложная манипуляция в сборке— зафиксировать патрон и двигатель. Придётся купить специальный переходник, а его точную сбалансированную установку доверить слесарю с профессиональным оборудованием. После завершения сборки проведите испытание фрезера:
- установите лёгкую насадку;
- включите устройство в сеть;
- попробуйте провести простейшие операции;
- при положительном результате выполните более серьёзные работы;
- если снова всё в порядке, приступайте к полноценной эксплуатации.
Иногда мастера дополнительно оснащают аппарат шестернями для удобства управления.
Типичный случай: небольшой изгиб
Большинство досок этой категории коробится при разбухании или усушке, адаптируясь к влажности окружающей среды. Планируйте будущую прямую кромку таким образом, чтобы получить на лицевых поверхностях изделия эффектный текстурный рисунок. Доски, относящиеся к данной категории, обрабатываются по- разному в зависимости от их длины.
Доски длиной менее 0,3 м обрабатываются быстро
Для коротких досок используйте наиболее простые варианты: строгально-фуговальный, круглопильный станки или ленточную пилу. Строгальный станки обычно оказывается быстрее, даже если для получения прямой кромки потребуется выполнить несколько проходов. Такая же техника используется и при пилении на станках: доска распиливается продольно, при этом вдоль параллельного упора движется ее вогнутая кромка. Полученные таким способом кромки, будучи прямыми, имеют следы пиления, которые можно быстро удалить за один проход на строгальном станке. Фрезерный стол позволит получить такое же качество, что и строгальный станок, однако для его настройки требуется больше времени.
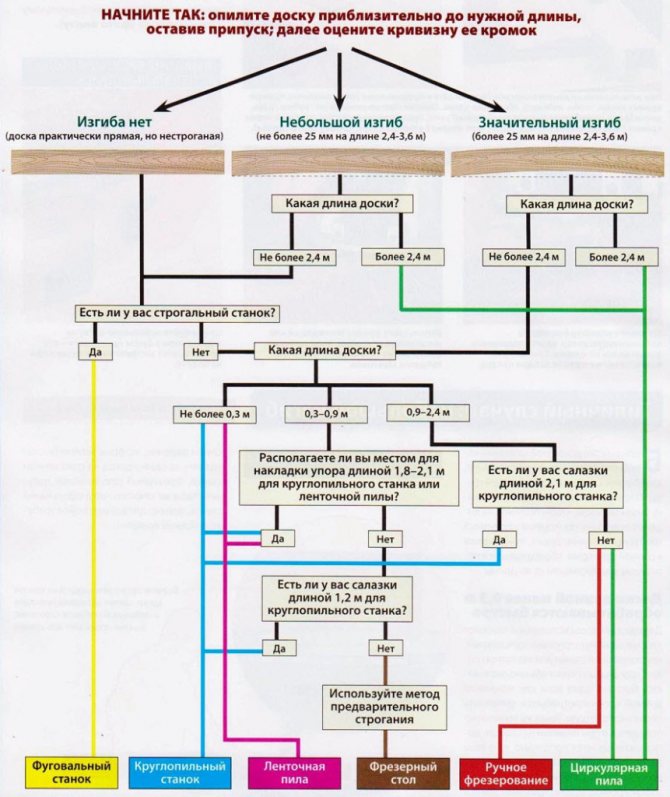
Правильно выбирайте инструменты для получения прямых кромок
Инструменты и приемы, применяемые для спрямления кромок, различаются в зависимости от степени изгиба и длины доски. Пользуйтесь данной схемой принятия решений для выбора инструментов и приемов, оптимальных для использования в каждой конкретной ситуации. Дополнительные варианты описаны в статье.
Доски длиной 0,3-0/9 м: множество возможностей
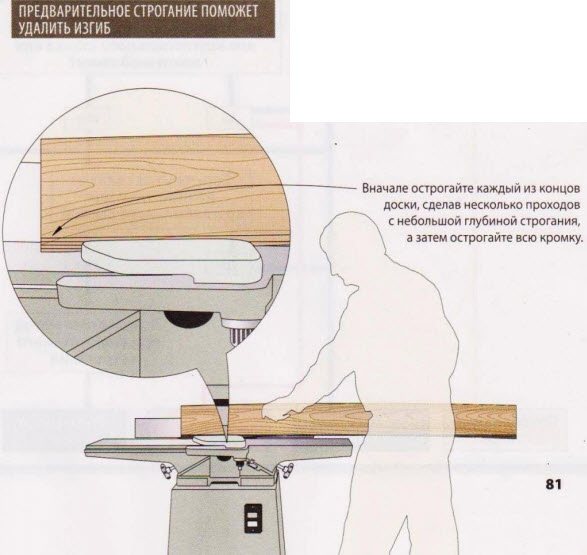
С досками такой длины (толщина и ширина доски могут быть любыми) у вас имеется выбор из наибольшего числа вариантов. На строгальном станке такие доски можно обработать двумя способами. Первый из них представляет собой обычное строгание вогнутой кромки с небольшим съемом материала за каждый проход, пока кромка не станет прямой. Второй вариант предполагает выполняемое в несколько проходов предварительное строгание сначала одного края доски, а затем другого, как показано на рисунке вверху. Так повторяют до тех пор, пока изгиб не исчезнет почти полностью, после чего строгают всю кромку доски целиком. Ленточная пила и круглопильный станок также справятся с задачей, но лишь с одним существенным дополнением.
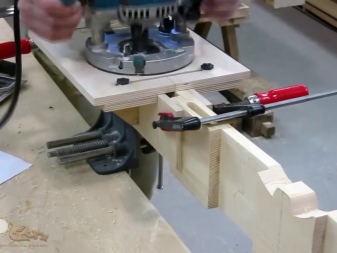
Чтобы обеспечить контакт вогнутой кромки доски с продольным упором при обработке досок длиной более 30 см, добавьте длинную накладку, как показано на фото ввнизу слева. Длина накладки равна удвоенной длине заготовки, увеличенной на 300 мм. Отцентрируйте накладку относительно пильного диска и закрепите ее на продольном упоре станка при помощи струбцин или двустороннего скотча на тканевой основе.
Вспомогательный упор обеспечивает прямолинейное движение заготовки, благодаря которому опиленная кромка будет прямой.
Изготавливая вспомогательный продольный упор для фрезерного стола, сделайте в его середине вырез, чтобы фреза вращалась свободно.
Какие комплектующие элементы и материалы нужны в работе
Для создания силовых компонентов применяется стальные уголки и трубы, имеющие минимальную плотность стенок 2 мм. Их варианты соединения: сварка или винты. Все металлические компоненты покрываются грунтовкой и краской, чтоб быть защищёнными от коррозии.
Для столешницы и некоторых других элементов подходят прочные классы ДСП и фанера. Они стойки к влаге, температурным скачкам и другим опасным факторам.
Электродвигатель
Он нужен, когда планируется создания небольшого фрезера с ЧПУ. Его важнейшим параметром является мощность. Лучше применять аппарат на 1100 Вт. Он позволит применять разнообразные фрезы.
Также можно использовать мотор от ручных электроинструментов: дрели, перфоратора или болгарки.
Тип двигателя
Для оптимальной работы можно базировать станок на асинхронном агрегате с тремя фазами. Тогда фрезер будет подключаться к сети, ориентироваться на специальную схему. В ней действует алгоритм «звезда – треугольник». За счёт этого двигатель запускается плавно и позволяет станку работать на максимальной мощности.
Если такой мотор подключить к сети с одной фазой, то он потеряет 50% своего КПД. Если сеть не позволяет проводить такой вид подключения, тогда используют 1-2 фазный мотор.
https://youtube.com/watch?v=SrjCu2i7wRw
Подготовка к работе
Для успешного выполнения обработки деревянных поверхностей фрезером необходимо пройти предварительное обучение, начав с простых задач и легких моделей
Также важно разобраться в принципах работы самого фрезера и его возможностях, назначении каждого вида фрез. Новичку необходимо освоить простые фрезы, имеющие небольшой диаметр
При шлифовке дерева ими легче управлять, так как при меньшем диаметре создается меньшее сопротивление обрабатываемого дерева. Выбор дерева также имеет значение. Лучше всего для обучения подходит мягкая древесина тополя, сосны или березы. Освоив простые операции, можно начинать выполнять более сложные.
Как сделать фрезу
Фреза – общее название для обширной группы режущих инструментов. Различают два основных вида:
Существует множество типов конструкции фрез, используемых для выполнения разных технологических операций:
- Цельные.
- Составные (сборные).
- Концевые.
- Торцовые.
- Фасонные.
- Со сменными пластинами и другие.
Производство режущего инструмента является высокотехнологичным и требовательным к качеству материала процессом. Например, изготовление концевых фрез состоит из нескольких этапов:
- Токарная обработка заготовки (придание формы).
- Фрезеровка зубьев.
- Обработка режущих кромок (заточка и затылование).
- Термическая обработка материала (закалка, отпуск, иные операции, дающие в результате качественную структуру металла).
Для изготовления других разновидностей производятся подобные или иные операции, определяемые типом и конструкцией инструмента. Самодельные фрезы представляют собой лишь доработку готовых образцов.
Необходимость применения того или иного вида, получения определенного профиля или размера режущего органа, заставляет решать вопрос самостоятельно. Рассмотрим, как сделать фрезу своими руками в домашних условиях.
Самодельные фрезы по дереву
Изготовление фрезы по дереву своими руками возможно при наличии соответствующей заготовки и станка, куда она будет устанавливаться. В домашних условиях обычно используются электродрель или ручной фрезерный станок. Наиболее доступный вариант – изменение формы обычного сверла по металлу, но могут применяться и другие способы.
Рассмотрим, как из сверла сделать фрезу по дереву. В зависимости от назначения инструмента, понадобится заготовка (сверло по металлу) определенного размера. Если планируется изготовление фасонной фрезы, то диаметр заготовки должен равняться максимальному диаметру конечного изделия. Изготовление состоит из двух этапов:
- Придание профиля.
- Создание хвостовика.
Обе операции требуют использования промышленного оборудования. Во всяком случае, для изготовления хвостовика потребуется участие токарного станка. Цанга ручного фрезера рассчитана на диаметр 8 мм (есть варианты на 6 и 7 мм). Поэтому для больших диаметров сверл перед созданием профиля следует подготовить хвостовик. Это позволит исключить биения, опасные при обработке древесины. Профиль проще всего придать методом шлифования. Предварительно следует изготовить шаблон, по которому надо постоянно проверять состояние профиля. Для работы понадобится шлифовальный станок (наждак), болгарка или отрезной круг, закрепленный в патроне электродрели.
https://youtube.com/watch?v=WVaZTEIbPC4
Для создания сменных пластин для фрезерной головки используются либо готовые образцы, которым придается нужная форма, либо заготовки из качественного металла. Профиль придается путем шлифования на имеющемся под рукой станке.
Завершающей операцией является затылование. Это процесс установки определенного угла режущей кромки, обеспечивающего отсутствие контакта задней части кромки и детали.
Важно! Затылование – процесс довольно трудоемкий, но необходимый, только он придает фрезе способность нормально работать
Фреза по металлу своими руками
Изготовление фрез по металлу в домашних условиях ограничивается перешлифовкой имеющихся инструментов, изменением профиля или диаметра режущей части. Более активное вмешательство потребует использования промышленного оборудования, так как понадобится выполнить сложные процедуры:
- Отпуск металла (процедура, обратная закалке).
- Станочная обработка, включающая придание формы, заточку, затылование).
- Закалка фрезы.
Качественное выполнение этих действий в домашних условиях практически невозможно. Кроме того, для работ подобного рода требуется немалая профессиональная подготовка и опыт, что имеется не у всех. Поэтому ограничиваются лишь доступными процедурами, предполагающими незначительное вмешательство в исходное состояние заготовки.
Изготовление режущего инструмента в домашних условиях требует наличия необходимого оборудования и подходящих заготовок. Кроме того, надо иметь навыки и опыт, иначе можно получить весьма опасное изделие, способное испортить обрабатываемую поверхность и навредить самому мастеру. Неподготовленному человеку производить такие работы не рекомендуется, лучше обратиться за помощью к специалисту.
https://youtube.com/watch?v=qQgosTz7Hk0
Готовимся к работе
Начнем с азов — подготовки к работе. В зависимости от материала и задачи выбирают фрезу. Для мягких пород древесины, фанеры, МДФ и алюминия применяют насадку с ножами из быстрорежущей стали (HSS), не возбраняется и более дорогая, точная и стойкая, с твердосплавными лезвиями (НМ).
В остальных случаях — ДСП, древесина твердых пород, композитные составы типа искусственный мрамор и тому подобное — использование НМ обязательно. Как уже упоминалось, одна из важных особенностей твердосплавных лезвий — точность: они оставляют более чистую поверхность.
В зависимости от диаметра фрезы и материала устанавливают частоту вращения. Поскольку регулировочное колесико обычно маркируют в условных единицах, придется воспользоваться инструкцией, где указывают, когда что нужно выставлять. Вообще говоря, настройка оборотов — очень ответственная процедура.
Во-первых, оснастка большого диаметра может не выдержать слишком высокую скорость, во-вторых, важно правильно подобрать режим. При завышенной частоте есть риск «прижечь» заготовку, при заниженной — падает производительность и ухудшается качество обработки
Определившись с оборотами и типом фрезы, устанавливают оснастку. Сделать это верно помогут риски на хвостовике — ориентироваться нужно на них. Если требуется отступить от предписания (или его попросту не оказалось), пользуются простым правилом — фиксируют 2/3-3/4 от общей длины хвостовика.
Покупая «расходку», важно помнить, что диаметры зажима бывают разные. Обычно встречаются цанги под хвостовик 6, 8 или 12 мм
Не отыскав оснастки нужного размера, печалиться не стоит — просто смените цангу. Она представляет собой вставку, расположенную внутри полого вала привода и зафиксированную гайкой.
Итак, пора зажимать фрезу. Делают это рожковым ключом, предварительно закрепив вал. В моделях попроще понадобится второй ключ, в инструментах среднего уровня есть кнопка-стопор, но самый удобный фиксатор оборудован еще и «трещоткой» — в таком случае даже перехватываться не придется.

Фрезу зажимают в цангу, пользуясь рожковым ключом и механизмом блокировки вала. Если последнего не предусмотрено, понадобится второй ключ. В данном случае установка упрощена донельзя — стопор снабжен переключаемой (отворачивание/ заворачивание) «трещоткой». Фрезу зажимают, руководствуясь разметкой на ней или исходя из общего правила (2/3-3/4 длины хвостовика).
«Голову» инструмента опускают до упора фрезой в поверхность, после чего ее удобно фиксировать. Далее, исходя из вылета режущей оснастки и желаемой глубины обработки, выбирают самую низкую из подходящих «ножек» револьверного упора. Это позволяет проходить заготовки в несколько приемов, не повторяя точных регулировок.
Зачастую положение каждой «ножки» можно подстроить в небольших пределах. На выбранную «подставку» опус кают опорную штангу, предварительно отпустив ее зажим. Не фиксируя ее, а лишь прижимая пальцем, перемещают по ней подвижный указатель, добиваясь его совпадения с нулем мерной линейки.

Штангу поднимают до совпадения указателя с требуемым делением измерительной шкалы и зажимают ее фиксатором.

Если операция требует точности, хороший фрезер позволяет скорректировать установленное значение глубины. Его изменяют, не ослабляя (чтобы не сбить) фиксации опорной штанги, а вращая регулировочное колесико. Это можно сделать заранее, добившись точного совпадения рисок указателя и шкалы, или после пробного прохода.

При опускании «головы» фреза войдет в заготовку на глубину, выставленную на откалиброванной шкале.
Особенности изготовления
Фрезеровальные станки по дереву, изготавливаемые своими руками, имеют некоторые отличия друг от друга.
По типу – ручной и механизированный. Ручные станки используют воротки и редукторы, приводимые в движение руками рабочего. Механизированные – оснащены электромотором: скорость работы, когда в дело вступает электродвигатель, может повыситься в разы. Во втором случае мастер не тратит лишние усилия на вращение воротка с редуктором, отвлекаясь на это нехитрое действие – а включит электродвигатель и работает точнее, быстрее и оперативнее, ориентируясь по направляющим. Механическое усилие здесь выдаёт мотор.







По принципу действия механизированные станки подразделяются на следующие виды.
Одно- или немногофункциональные одношпиндельные с предметным столиком, расположенным вертикально или горизонтально. Столик (подставка) перемещается по направляющим, как колёса поезда по рельсам – только прямо.




Определившись, какой станок требуется – в рамках поставленных задач и цели – мастер подготовит расходники и инструментарий для изготовления устройства.


Как сделать фрезер
Для изготовления переносного фрезерного станочка по дереву и фанере надо не так много запчастей и инструментов. За основу берем любимую болгарку, собираем для нее крепление с подошвой. На этом креплении она двигается вертикально вверх-вниз, регулируя глубину погружения оснастки.

Сделать подошву
Подошву под самодельный ручной фрезер изготавливаем из листа железа толщиной около 5 мм, чтобы обеспечить жесткость конструкции. Хороший металл идет на изготовление балки двутавра, поэтому можно вырезать их нее центральную часть. Отрезав кусок размером около 12*25 см, тщательно его шлифуем корд-щеткой, зажав в тиски. По заранее сделанному лекалу размечаем мелом пластину для получения симметричного рисунка.

Зажав в тиски, прицеливаемся и аккуратно вырезаем металл отрезным диском, не выходя за размеченные контуры фигуры. Для доведения по разметке пригодится зачистной диск — он с легкостью справляется с 5 мм металлом. Как результат — аккуратно вырезанная деталь. Она будет надежной основой нашего аппарата.
Сделать крепление для болгарки
С помощью коронки надо высверлить отверстие диаметром 4 см в оставшейся части металлической пластины. Делается это перфоратором в режиме сверления. Металл достаточно толстый, поэтому, чтобы не «посадить» коронку, периодически подливаем СОЖ — смазывающе-охлаждающую жидкость. Это попросту эмульсия воды и масла. Деталь прижимаем струбциной. Работу проводим на деревянной подложке. Минута сверления и в руках толстая шайба с широкими полями, а в изделии — ровная дырка.
Очередное лекало со сложным рисунком. Это основание для крепления УШМ к нашему основанию. Отрезаем все лишнее и получается причудливая деталь. После обработки абразивом она принимает законченные черты. Подгоняем отверстие под выступающую неподвижную часть мотор-редуктора болгарки. Теперь это является основанием крепления. Запчасть дорабатываем, обрезая выступающие ненужные выступы.
Далее начинаем изготовление кронштейнов для вертикального движения инструмента. Для этого пригодятся заранее приготовленные части квадратных труб. Большая станет двигаться по меньшей. Трубки 20*20, в свою очередь, станут направляющими.
Обрезаем на отрезном станке 2 тонкие трубки 20*20 мм, длиной по 25-30 см, чтобы влез патрон с длинной фрезой и достаточным расстоянием для регулировки высоты инструмента. В качестве салазок будет пара отрезков трубы 25*25 мм длиной по 3-5 см. В них с одной стороны следует просверлить отверстие диаметром 10 мм и приварить гайку на 8 мм. Теперь при закручивании болта салазки станут жестко контриться болтом-барашком с направляющей трубой.
Собираем на прихватках основные части конструкции:
- 2 направляющие 20*20 мм;
- 2 салазок 25*25 мм;
- конструкция крепления к редуктору болгарки.
Аккуратно обвариваем направляющие кронштейны, присоединяя намертво к подошве агрегата. Здесь главное — не перегреть тонкий металл трубки, иначе его поведет, и салазки не станут свободно передвигаться по направляющим.

Теперь надежно привариваем зажим УШМ к двум отрезкам труб, служащими для вертикального передвижения. Но полностью этот зажим станет работать полноценно только после изготовления фиксатора. Изготавливаем его следующим способом:
- Прорезаем посредине с образованием 5 мм промежутка;
- С одной стороны образовавшейся дуги привариваем удлиненную гайку, с другой – обычную. Тонкую гайку предварительно рассверливаем большим сверлом для свободного хода болта, зажав конструкцию в тиски. Теперь закручиваемый болт станет надежно фиксировать УШМ за выступающую часть редуктора в вертикальном положении. У нас готов узел передвижения инструмента.
Следующая процедура — подготовка ушей крепления под отверстия корпуса редуктора. Изготавливаются из тонкого металла 1—1,5 мм. Маркером рисуется удлиненный овал, с одной стороны высверливается отверстие под болт. Детали сгибается по диагонали в тисках осторожным постукиванием молотка. Нижняя часть уха приваривается к изготовленной конструкции фиксатора, верхняя прикручивается к корпусу редуктора.
Основная часть всего фрезера готова. Осталось присоединить патрон, собрать и настроить изделие.
Прикрепить патрон
Патрон берется самый обычный. Диаметр зажимаемого сверла или фрезера зависит от мощности движка болгарки и поставленных задач. Подойдет с разбегом зажима 1,5-13 мм. Единственный нюанс — резьбовая посадка патрона.
Скорее всего, ни диаметр отверстия, ни шаг резьбы не совпадут с таковым на болгарке. Подбираем метчик М14. Сразу накручиваем прижимную шайбу и убеждаемся в отсутствии люфта — шаг совпадает.
Нарезаем резьбу и накручиваем патрон на шпиндель болгарки. Как результат — готовое изделие для крепления фрезы.