Выбираем лучший полуавтомат для автомобильной сварки
Содержание:
- Лучшие сварочные трансформаторы
- Особенности сварки с проволокой
- Лучшие сварочные полуавтоматы средней ценовой категории
- Преимущества и недостатки аппарата
- Лучшие профессиональные сварочные полуавтоматы
- Транс или инвертор
- Длина кабеля
- Принцип работы
- Почему для сварочных работ с авто лучше всего подходит полуавтомат?
- Критерии выбора сварочного полуавтомата
- Советы по экономии
- Характеристики
- Профессиональное оборудование
- Выбор в зависимости от предполагаемых задач
- С чего начать выбор сварочного полуавтомата?
- Компоненты для инвертора
- Основные критерии выбора
Лучшие сварочные трансформаторы
Это самое простое оборудование, хорошо подходящее для различных работ на даче, в гараже или дворе. Отличается доступной стоимостью и не сложной конструкцией. Позволяет сваривать металл покрытыми электродами и производить его резку.
СПЕЦ ММА 180 АС-S — компактный малыш

Эта модель отличается малыми габаритами и весом, несмотря на классическое строение из двух обмоток. Его размеры 48х26х34 см. Для удобства перемещения предусмотрена пара колес.
Имеет показатель максимальной силы сварочного тока до 180 А, чего достаточно для соединения металлических пластин толщиной 5-6 мм и резки. Поддерживаемый диаметр электродов от 2 до 4 мм. Комплектуется двумя кабелями, маской и клеммами.
Плюсы:
- достаточно малый вес, как для трансформатора — 16 кг;
- напряжение холостого хода 48 В позволяет легко разжигать электрод;
- качественные колеса для перевозки не отлетают со временем;
- кабель удобно наматывается на ручку для транспортировки;
- работает, даже если напряжение упадет до 140 В;
- швы выдерживают все проверки на излом или разрыв;
- дешевизна (стоит около 4000-5000 руб.);
- можно подключать как к однофазной, так и трехфазной сети;
- встроенная защита от перегрева несмотря на бюджетную сборку.
Минусы:
- минимальный сварочный ток начинается от 60 А, что не позволяет работать с тонкими листами металла в 1-1,5 мм (остаются прожоги);
- отсутствует экран для показания значения силы тока (есть нарисованная шкала), поэтому приходится пробовать на дуге;
- не поддерживает работу с электродами диаметром 1,6 мм;
- продается без сетевой вилки, которую приходится докупать и присоединять самостоятельно.
Зубр ЗТС 200 — скрытая мощь

Трансформатор имеет прямоугольную ровную форму. Первичная и вторичная обмотки расположены на передней части корпуса, откуда и происходит регулировка силы тока.
Аппарат наделен повышенной мощностью в 11 кВт, что позволяет сваривать значительную толщину металла (до 7-10 мм), но это требует надежной электропроводки с сечением провода 3 мм2 и более. Подключается только к однофазной сети.
Плюсы:
- максимальная сила тока 200 А, чего хватит для сварки дверей, ворот, забора;
- уверенно держит дугу;
- можно варить углеродистую и низколегированную сталь;
- первый класс электробезопасности;
- принудительное воздушное охлаждение и много перфорации на боковых и фронтальной стенкахпозволяют работать длительное время;
- рабочий ток регулируется плавно, а не ступенчато;
- стоимость 3500 руб.
Минусы:
- большая масса в 23 кг неудобна для частой смены дислокации;
- трудно перевозить на колесиках из-за низкой высоты корпуса (приходится сильно наклоняться);
- не подходит для сварки тонких пластин до 1,5 мм;
- новичку может быть трудно распалить электрод;
- при тонкой алюминиевой проводке в стене возможны перегревы и обрывы в цепи.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на производстве или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты. Полуавтомат сварочный с тиристорным управлением
Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
-
Защиты глаз.
Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки. -
Защиты дыхательных органов.
Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы. -
Защиты от брызг.
Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
-
Проведение работ с деревянных подмостей.
Запрещается использование металлических защитных масок и шлемов. - Обеспечение светового потока от источника с питанием 12 вольт.
-
Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе.
Размер веревки должен быть не менее 2 метров. -
Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны.
В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе. - Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.
Лучшие сварочные полуавтоматы средней ценовой категории
В этой категории рейтинга будут рассмотрены полупрофессиональные модели с повышенными возможностями и уровнем качества, приличным диапазоном настроек, а также ценами от 30 000 рублей и выше. Чаще всего подобные агрегаты задействованы в частных мастерских, автомобильных сервисах, а также в быту с большим уровнем нагрузки. В среднем лучшие сварочные полуавтоматы средней ценовой категории выдерживают 4-6 часов работы в день.
Fubag Irmig 180 SYN (TIG, MIG/MAG, MMA)
В ходе создания такого аппарата производитель задействовал усовершенствованную технологию IGBT. Источником тепла выступает дуга между проволокой толщиной 1 мм и рабочим металлом, дальше поступает газ, образующий сварочную ванну. Главные преимущества модели – компактные размеры, небольшой вес. Целевое назначение обширное – ремонтные, обивочные работы в любых условиях. Разные защитные системы уберегают корпус от перегрева, скачков напряжения. Максимальный показатель тока – 180 А, мощности – 7000 Вт. Скоростная сварка обеспечена автоматической подачей проволоки.

Достоинства
- Заземленный кабель с зажимом;
- Металлический корпус;
- Высокая производительность;
- Скоростной режим работы;
- Нетребовательность к проволоке;
- Компактность.
Недостатки
Нет кейса для хранения.
Это одни из самых удобных, нетребовательных и компактных аппаратов в своем сегменте. При верной настройке он способен справиться с разными видами металла, демонстрируя неприхотливость к проволоке. Актуален он тогда, когда сварка выполняется регулярно и в разных условиях. Минусом можно считать разве что отсутствие чехла для размещения, в остальном нареканий от пользователей не поступало.
FoxWeld InverMIG 205 (TIG, MIG/MAG, MMA)
Такой аппарат отлично подойдет для гаражных работ, небольшого автосервиса. Даже при большом напряжении, малом токе он справляется с поставленными задачами. Его функционал заключается в нескольких видах работ – полуавтоматическая сварка MIG/MAG, аргоновая сварка TIG LIFT, а также дуговая ручная сварка MMA. В наборе идет сам инвертор, горелка к нему, ЗИП комплект, газовый рукав, зажим и заземленный кабель. Из важных характеристик стоит отметить толщину проволоки 1 мм, 100% продолжительность цикла, диапазон тока 30-160 А.

Достоинства
- Многофункциональность;
- Максимальный коэффициент постоянного включения;
- 3 типа сварки;
- Выносливость к разным условиям;
- Итальянская технология.
Недостатки
Не выявлено.
Одна из немногих моделей, к которой сложно придраться. При среднем ценнике производитель предлагает сразу 3 вида сварочных работ, что позволяет использовать агрегат в разных целях. Защитные функции отличные, что гарантирует длительный срок службы. Тем, кто скептически относится к китайской сборке, нужно знать, что производитель задействовал итальянскую технологию.

Лучшие электролобзики
BlueWeld Starmig 210 Dual Synergic (MIG/MAG)
Инверторный сварочный полуавтомат с электронной панелью, синергическим управлением, простым, понятным принципом действия. Целевое назначение – любые монтажные, кузовные работы со сталью, нержавейкой, алюминием и другими видами материалов, MIG пайка оцинковки. Максимальный порог мощности – 5000 Вт, диапазон тока – 20-200 А, диаметр проволоки – 1.2 мм.

Достоинства
- Высокое качество корпуса;
- Универсальность;
- Компактность;
- Долгий срок службы;
- Электронная панель;
- Выносливость низких температур.
Недостатки
- При сильной жаре возможен сбой;
- Цена.
Пользователи отмечают легкость в настройке, управлении за счет электронной панели. Система охлаждения отлично справляется со своими задачами. Исключением может стать сильная жара, у некоторых пользователей случались сбои. Минусом некоторые считают цену, но она оправдана итальянским качеством.
Преимущества и недостатки аппарата
К положительным качествам полуавтоматического оборудования относятся:
- простота настройки и использования;
- увеличенная производительность;
- возможность сварки деталей, установленных в любую позицию;
- минимальная вероятность появления дефектов шва;
- удобство сварки тонких деталей;
- нечувствительность к загрязнениям и коррозии на деталях;
- сохранение защитных покрытий при применении омедненной проволоки;
- прочность, эстетичность получаемого соединения.
К положительным качествам относится простота настройки аппарата.Недостатком считается рассеивание газового облака при работе на улице. Кроме того, аппарат требует регулярного обслуживания.
Лучшие профессиональные сварочные полуавтоматы
В этом разделе представлен ТОП профессиональных сварочных полуавтоматов, которые приспособлены к длительному бесперебойному выполнению рабочих операций. Техника этой категории отличается следующими параметрами:
- стабилизированный ток до 220 А и более;
- рабочий цикл – от 50%;
- мощность больше 6 кВт;
- встроенные колеса для перемещения аппаратуры;
- длинные кабели;
- расширенный диапазон настроек.
Какой сварочный полуавтомат выбрать, определяются после уточнения личных требований
В данном случае следует уделить особое внимание надежности. Определенное увеличение инвестиций оправдано высоким качеством сварных соединений и длительным сроком службы
1. Fubag INMIG 200 SYN LCD (TIG, MIG/MAG, MMA)

Это – лучший полуавтомат в сочетании цена – качество. Техника оснащена автоматизированными функциями и режимами, которые значительно упрощают создания качественных сварных соединений. Синергетическая технология управления оптимизирует настройки без вмешательства пользователя с учетом особенностей технологического процесса. Цифровая индикация упрощает контрольные операции. Универсальная модель полуавтомата подходит для работы с тонкими и толстыми заготовками.
Плюсы:
- лучший профессиональный полуавтомат;
- длина газового шланга – 3 м;
- медные соединительные провода;
- эффективная система охлаждения;
- длительный срок службы.
Минусы:
для применения проволоки диаметром 6 мм необходимо приобрести специальный ролик.
2. Aurora SPEEDWAY 200 (MIG/MAG, MMA)

Профессиональный сварочный полуавтомат создан с применением надежных узлов и комплектующих деталей. В сочетании с ответственной сборкой такой подход обеспечивает длительное сохранение хороших рабочих параметров на протяжении длительного срока в режиме интенсивного использования. Электронный блок управления поддерживает ток с высокой точностью. Плавная подача проволоки с регулируемой скоростью выполняет свои функции без сбоев. При выполнении рабочих операций следует не забывать о продолжительности перерывов, которые должны составлять не менее 40 % от общей продолжительности цикла.
Плюсы:
- один из лучших сварочных полуавтоматов рейтинга по надежности;
- хорошие показатели энергоэффективности;
- простота настройки;
- безупречная функциональность системы подачи проволоки;
- удобная индикация режимов;
- простая настройка.
Минусы:
минимальный сварочный ток 40 А вызывает затруднения при сварке тонких листов.
3. Кедр MIG-250GW (MIG/MAG, MMA)

Такую технику приобретают для организации профессиональной деятельности. Полуавтомат подключается к трехфазной сети 380 V, потребляет до 9,5 кВт мощности. Внешняя бобина предназначена для установки катушек евростандарта D300. В таком оснащении длительные рабочие операции можно выполнять без лишних задержек. С помощью двух цифровых дисплеев упрощается настройка и оперативный контроль.
Плюсы:
- сварочный ток – до 250 А;
- возможность работы с толстой проволокой (1,2 мм);
- внешняя крупная бобина;
- защита угловых элементов конструкции специальными накладками.
Минусы:
вес – 23кг.
4. Сварог PRO MIG 200 (N229) (TIG, MIG/MAG, MMA)

Эта универсальная техника подходит для качественного воспроизведения ручных и полуавтоматических режимов сварки. Расширенный токовый диапазон позволяет корректно создавать соединения тонких и толстых заготовок. «Антиприлипание», форсаж дуги и другие полезные функции упрощают создание качественных швов.
Плюсы:
- диапазон по току начинается от 10 А;
- небольшие габариты и вес;
- удобство транспортировки;
- отличный набор сварочных режимов;
- профессиональный уровень оснащенности средствами автоматизации;
- удобная конструкция корпуса с крупной ручкой и защитными накладками.
Минусы:
при значительной мощности потребления надо учитывать ограничения по допустимой нагрузке проводки однофазной сети 220V.
Транс или инвертор
Рассмотрим плюсы и минусы трансформаторного и инверторного сварочного оборудования. Преимущества и недостатки каждого из них, помогут вам определится с выбором.

Трансформаторный полуавтомат имеет на передней панели простые регулировки:
- скорость подачи проволоки;
- мощность — 1, 2, 3 и т.д. это ступени переключения по ним сварщик ориентируется на толщину металла. Например для сварки металла 3 мм, выставляют на аппарате 4 или 5 (у каждого свои настройки);
- многие трансформаторы имеют пуско-зарядное устройство (удобная функция для авто).
Транс состоит из трансформатора, диодов для выпрямления напряжения, резисторов и тиристоров, механизма подачи проволоки.
Минусы трансформаторных полуавтоматов:
- большие габариты и вес;
- чувствительны к просадке напряжения в сети. Например, при понижении напряжения, сварщик добавляет мощность на аппарате и продолжает работу. При повышении напряжения, мы получаем прожог металла;
- кушают напряжение, просаживая сеть, по улице моргает свет у всех (соседи выражают недовольство).
- спалить трансформатор тяжело, нужно очень постараться.
- не боится пыли, влаги, температуры. Можно варить круглый год.
Инверторный сварочный полуавтомат для кузовных работ
- нет пуско-зарядного устройства;
- электроплаты собирают пыль, что уменьшает долговечность аппарата;
- много деталей, любая может выйти из строя;
- инвертор отказывается работать при минусовых температурах.
- плавная регулировка мощности с цифровым дисплеем;
- качественный шов, аппарат сглаживает скачки напряжения;
- небольшой вес;
- варит при пониженном напряжении и длинном удлинителе;
- экономно расходует электроэнергию;
- более высокий КПД по сравнению с трансформатором.
Видео:
Полезные рекомендации
Итак, вы определились с выбором
На что ещё обратить внимание, при покупке полуавтомата для гаража:
- Горелка самая изнашиваемая часть, она должна сниматься, иметь евроразьем. Встроенная горелка рассчитана на максимальный ток 130 А.
- Возможность замены полярности. На массе плюс, на горелке минус для сварки с помощью порошковой проволоки, без баллона углекислоты. Порошковая проволока с наполнителем внутри, требует обратной полярности.
Клемма минусового зажима с завода идет с пружиной, её лучше заменить. Купите клемму, где две части соединены специальной шиной. Так вы уменьшите падение тока и потерю упругости пружины.

Итак, какой сварочный полуавтомат выбрать для ремонта автомобиля? Владельцы трансформаторов утверждают, что лучше их оборудования ничего нет, а обладатели инверторов говорят обратное. Выбор за вами!
Видео:
Как варить кузовной металл
Каждый автослесарь подбирает настройки оборудования под себя. Например, для 1 мм советского металла и 0.7 мм иномарочного на трансформаторном аппарате выставляют мощность на 1 или 2. Подачу проволоки в среднее значение. Давление с баллона на полуавтомат 0.1 МПа.
Перед работой, металл автомобиля очищается от краски, грунта и ржавчины. Выставляется нормальная подача проволоки:
- При низкой подаче, шов получается плохой.
- При максимальной подаче, шов похож на бугор, идет перерасход проволоки.
- Оптимальное значение выхода проволоки из горелки до сварочной поверхности 1 см.
Видео:
Длина кабеля

На это не менее важное свойство часто не обращают должного внимания. А ведь удобность в перемещении напрямую зависит от протяжности кабеля
Стандартная длина кабеля у разных производителей и моделей колеблется в пределах 2-5 м. Есть четкая зависимость между типом исполняемых работ и длинной кабеля.
Если аппарат очень тяжелый и часто транспортировать его невозможно, тогда нужен длинный кабель пяти метров. Для сваривания небольшой установкой, который легко переносится за ручку, подойдет кабель двух метров. А для гаражной сварки наилучшим решением будет подбор кабеля в пределах 3-3,5 м.
Принцип работы
Он состоит из следующих пунктов:
- Изделие подносят к детали на расстояние, достаточное для возбуждения сварочной дуги.
- За секунды до воспламенения подается защитный газ.
- Электрический ток подается к специальному наконечнику и заготовке.
- От температуры дуги проволока плавится и под облаком защитного газа попадает в сварочную ванну.
- Исполнитель плавными движениями перемещает горелку, формируя сварочный шов.
- Газ не дает молекулам воздуха окислить шовное соединение.
- Во время работы детали изделия находятся в зоне действия высоких температур.
Как видим из последнего пункта, сильному износу подвергаются сопло, электродный держатель или газорассекатель и токопроводящий наконечник.
Почему для сварочных работ с авто лучше всего подходит полуавтомат?
Потому что с ним не придется постоянно возиться, подбирая ток,

Полуавтомат — сварочный аппарат для работ с тонким железом
а также с ним очень удобно добираться в самые труднодоступные места. Сварщик получает большую свободу действий, и может максимально сосредоточиться на нужных процессах.
Суть работы сводится к тому, чтобы направить в нужную точку горелку аппарата, и надавить на курок. Специальная сварочная проволока подается автоматически — между ней и рабочей поверхностью создается электрическая дуга с очень высокой температурой. А чтобы металл не окислялся, предусмотрена подача защитного газа.
Критерии выбора сварочного полуавтомата
При покупке оборудования учитывают:
- Входное напряжение, мощность источника питания. От последней зависит предельное значение силы тока. Этот показатель, в свою очередь, влияет на диаметр присадки, толщину соединяемых деталей, габариты и вес аппарата.
- Набор основных и дополнительных функций. Например, сварка без газа помогает отказаться от применения полуавтоматического режима при выполнении простых операций. Это снижает расход вспомогательных материалов.
- Условия эксплуатации. Для сварки в сухих помещениях используют агрегаты со степенью защиты IP21. Аппарат, работающий в условиях средней влажности, должен иметь маркировку IP22.
- Длину сварочного рукава. При небольшом весе аппарата хватает 2 м. В других случаях может понадобиться рукав большей длины.
Советы по экономии
Горелка для работы на полуавтомате выбирается в зависимости от объема и сложности будущих работ. Рукоятка — удобная для удерживания одной рукой и небольшой массы. При этом надо помнить о таких нюансах:
- Надо выбирать изделия с меньшими значениями сварочного тока, чем указаны на оборудовании, т. к. производители указывают максимум температуры, выше которых рукоятка или рукав выходит из строя, но само изделие сохраняет все функциональные возможности.
- Эксплуатация рассчитана на стопроцентные нагрузки, а на практике такого режима не существует.
Как уже говорилось выше, для нормального использования достаточно изделия с силой тока в 300 ампер, потому что вы платите меньше, но создаете оптимальные условия для нормальной работы горелки.
Характеристики
Что такое сварочный аппарат полуавтомат, это оборудование, которое выполняет часть работы по сварке автоматически. Сварщик настраивает режимы и следит за образованием ванны, направляет расплавленный металл для образования шва.
На полуавтоматах от выставленной силы тока зависит скорость подачи расходного материала и какой плотности образуется защитная среда. Рабочий формирует шов, одновременно следит за его образованием и качеством. При возникновении дефектов сразу же может изменить режимы работы оборудования и продолжить варить.
В сравнении с ручной, сварка полуавтоматическая имеет явные преимущества:
- при работе не надо постоянно прерываться и менять электроды;
- процесс сварки обходится дешевле, нет остатков расходных материалов;
- сварщик не отрывается постоянно от работы, производительность выше;
- расходный материал подается с постоянной скоростью, процесс плавления и сама сварка происходят быстрее и качественнее;
- шов большой длины не имеет стыков, варится непрерывно;
- автоматическая подача проволоки облегчает процесс сварки, позволяет создать красивый шов.
При постоянной скорости подачи проволоки дуга не прерывается, горит стабильно. Ее маленький диаметр позволяет постоянно варить на короткой дуге, что проще и провар лучше.
На сварочнике полуавтомате инверторного типа можно сваривать абсолютно все. Его мощности хватает, чтобы прожечь аргоном окисную пленку на алюминии, при этом не прожечь лист насквозь. Порошковой проволокой свариваются сплавы цветных металлов, сами металлы, высоколегированная сталь.
С газом
В горелке кроме держателя электрода имеется форсунка, через которую подается газ. Она направлена непосредственно в сварочную ванну и закрывает ее, защищая от воздуха и влаги. При равномерной подаче проволоки, расстояние от дуги до ручки постоянное, поэтому горелка закрепляется жестко, а не подводится отдельно сбоку, как при ручной сварке аргоном. Устройство у полуавтоматов разное, но в оборудование обычно входят:
- источник питания;
- охлаждение;
- катушка для расходного материала;
- проволочный канал;
- шланг для газа;
- горелка;
- газовый баллон;
- кабеля для подключения и зажимы плюс и минус.
Важно! Редуктор газового баллона оборудуется подогревом, чтобы газ поступал теплым, не охлаждал ванну. Особенно важно иметь обогреватель при работе на холоде
Горячий газ дополнительно согревает зону сварки, не дает детали резко остыть.
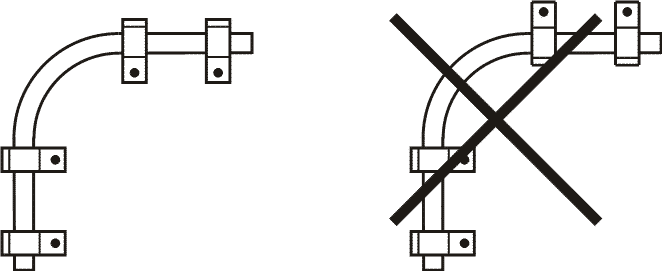
Катушка оборудована узлом автоматической подачи электродной проволоки работает по толкающему принципу. Ролики, расположенные в рукоятке горелки тянут проволоку. Наилучшим является смешанный принцип подачи, когда от катушки проволока с небольшим усилием проталкивается в рукав. Тянущий узел на горелке регулирует скорость подачи. Такой способ полностью исключает заклинивание расходного материала в длинном рукаве. В случае, когда остался маленький кусок проволоки, ее легко вытащить.
Подача газа включается одновременно с проволокой, одной кнопкой на держаке. Оба режима сдублированы и зависят от настроенной силы тока. Чем больше его величина, тем быстрее движется проволока и больше газа поступает. При сварке нестандартных материалов, требующих особого режима, эти параметры требуют отдельной регулировке.
На профессиональных аппаратах форсунка с газом может быть съемной и подсоединяться к держателю. Подача газа регулируется отдельно, в зависимости от того, какой используется.
Без газа
При сварке без газа, на аппарате стоит накопитель, и автомат по рукаву подает в рабочую зону флюс. Защитный материал насыпается немного впереди сварочной ванны и частично нагревается текущим расплавленным металлом до подхода к нему дуги. В процессе сварки он переходит в жидкое состояние раньше металла и всплывает наверх, образуя шлаковую корку.
При сварке порошковой проволокой она сама плавится, создавая шлаковую защиту ванны и шва. После остывания она легко удаляется постукиванием молотка. В этом случае газ или флюс не подключаются.
Профессиональное оборудование
В этот сегмент входят агрегаты ведущих брендов. Анализ отзывов пользователей помог составить таблицу лучших моделей стоимостью 60-110 тыс. руб.
| Название | Мощность, кВт | Сила тока | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес, кг | Средняя стоимость, руб. |
| Fubag Irmig 250 T | 8 | 30-250 | 79 | 0,6-1,2 | 40 | 28 | 62000 |
| ESAB Caddy Mig C200i | 5 | 30-250 | 60 | 0,6-1,2 | 45 | 11,5 | 75000 |
| Bluweld Starmig 200 | 5,5 | 5-200 | 67 | 0,6-1,2 | 30 | 23 | 80000 |
| Кедр 8005048 | 23 | 500 | 75 | 1-1,6 | 100 | 50 | 105000 |
| Kemppi MinarcMig Evo 200 | 6,2 | 20-200 | 75 | 0,6-1 | 35 | 13 | 107000 |
Все вошедшие в рейтинг агрегаты могут функционировать в ручном режиме. Bluweld Starmig 200 снабжен функцией аргонодуговой сварки.
Выбор в зависимости от предполагаемых задач
На СТО использую для ремонта кузовов аппараты импульсные для тонколистового металла и с функцией пайки мощностью до 200А, работающие с проволокой 0,8 мм. Подваривать детали заднего моста, кардан, пороги и другие, с толщиной стенки больше 2 мм, используют более мощный универсальный инверторный до 300А с режимами работы MAG/MIG.
Шов не всегда получается красивый, зато прочный. Его можно зачистить, придав ему красивый вид. Можно привести пример наиболее подходящего оборудования, это Lorch S, работающий по технологии Micor. Благодаря использованию резонанса, получается очень активное плавление проволоки, которая течет струей и заполняет пространство между кромками. В результате получается красивый шов даже у новичка.
Для самостоятельного ремонта автомобиля и дальнейшей работы с металлическими профилями разной толщины, выбирается импульсный полуавтомат с дополнительными режимами сварки MAG/MIG стальной и порошковой проволокой. Защитный газ используется в зависимости от материала.
Для любителей мастерить своими руками, изготавливать рамы дверей, каркасы теплиц, другие конструкции из профиля и труб, необходимо выбрать полуавтомат с мощностью до 300А с инверторным источником тока. Синергетическое управление позволит новичкам работать на оптимальных режимах, продлить срок службы оборудования и обеспечить качество швов. Углекислый газ дешевле аргона и кислорода, при этом хорошо закрывает ванну, не допуская к дуге кислород. Его применение в домашних условиях вполне приемлемо.
Предпринимателям, занимающимся изготовлением емкостей и трубопроводов из алюминия, высоколегированных и нержавеющих сталей, следует брать универсал, в котором сочетается аргоновая сварка и ручная электродами. Для нормального провара корневого шва нержавейка требует ручной сварки электродами с целлюлозным покрытием. Дальше можно перестроиться на проволоку и варить второй и третий ряд.
При строительстве каркасов из двутавра и другого профиля с толщиной стенки до 10 мм, бытовым аппаратом не обойтись. Нужен хороший, мощный, агрегат, способный создавать ток до 300А и работать длительное время. Без профессионального оборудования MAG/MIG не обойтись.
Сварочные полуавтоматы удобные в использовании, не требуют особых навыков. Их все чаще покупают любители для ремонта автомобиля и строительства домашних конструкций. Оборудуют полуавтоматическими аппаратами свои предприятия и владельцы, желающие повысить производительность работы и обойтись без высококвалифицированных мастеров.
С чего начать выбор сварочного полуавтомата?
Существует немало хороших производителей, предлагающих покупателю качественный сварочный полуавтомат. Ниже мы предложим вам несколько лучших моделей на выбор. Если выбирать аппараты исходя из этого списка, то будет верным утверждение, что не бывает плохих или хороших полуавтоматов. Просто одни предназначены для наложения простейших швов в домашних условиях, а другие – для работы на крупных предприятиях.
В связи с этим перед тем как выбрать сварочный полуавтомат, ответим на несколько вопросов:
Какая максимальная или минимальная толщина металла будет выступать основой для сварки? Это может быть листовой металл кузова автомобиля, или толстостенные стальные либо чугунные заготовки. Параметры полуавтомата должны полностью соответствовать требованиям проварки металлов с разной толщиной. При этом лучше делать запас до 20% от мощности аппарата.
Какие марки стали будут чаще всего свариваться между собой? Если в домашних условиях вряд ли встретится металл со специальными свойствами, то на производстве легированная жаропрочная сталь может принести немало хлопот, если неправильно выбрать полуавтоматическую сварку.
Какой ток используется на территории дачного участка, частного дома, предприятия, или небольшой мастерской? Это может быть 220В, 380В, либо и то и другое. Соответственно сварочный аппарат должен подбираться исходя из параметров входного тока.
Имеются ли частые перебои с электричеством? Такая проблема актуальна для сёл, где входной ток может понижаться до 140В. В таком случае покупайте полуавтоматы с функцией работы при низком напряжении.
Работа будет производиться в закрытом помещении или на открытом воздухе? Это важный пункт, ведь полуавтоматы имеют разные степени защиты от прямого попадания воды.
Имелся ли у вас до этого хоть какой-то опыт сварки? Если вы новичок и впервые решили попробовать себя в качестве сварщика, выбираем инверторный вариант полуавтомата. Если же вы занимаетесь сваркой не один год, лучше выбирать агрегаты с выпрямителем.
Работа будет вестись с большими перерывами, или же напротив, сварка будет длиться до 10 часов в сутки 5 дней в неделю? Если это профессиональная мастерская, где полуавтомат будет выполнять главные функции цеха, ему потребуется серьёзное охлаждение
Перед тем, как сделать окончательный выбор, обратите на это внимание.
Кажется, что выбрать полуавтоматическую сварку сложно. Но на деле этот процесс представляет собой простейший алгоритм сопоставления главных параметров полуавтоматической сварки с вашими потребностями, которые мы только что разобрали.
Компоненты для инвертора
Горелка для инвертора мало чем отличается от других аналогичных изделий, обеспечивая подключение постоянного тока любой полярности
При выборе надо обратить внимание на продолжительность работы в непрерывном режиме при токах прямой полярности. Например, горелка марки SRT-26V предназначена для аргонодуговой сварки и подходит для соединения разных сортов стали
Ее используют для сварки трубопроводов и когда необходимо получить красивый внешний вид шовного соединения. При этом горелка подключается к минусу на инверторе, а подводящий рукав — к редуктору газового баллона. Подача защитного газа регулируется вентилем на держателе изделия.
Ю. Н. Толстых, образование: колледж, подготовки сварщиков, специальность: сварщик пятого разряда, опыт работы: с 2002 года: «Операции с такими горелками при сварке черного металла надо проводить в режиме постоянного тока и с прямым включением, исключение — работа с цветными металлами, например, с алюминием или магнием».
Основные критерии выбора
Чтобы определиться при покупке с необходимыми характеристиками аппарата, следует обращать внимание на следующие важные моменты:
- напряжение питающей сети, на которое он рассчитан;
- виды металла, которые предполагается сваривать (углеродистые или легированные стали, цветные металлы);
- допустимая толщина свариваемого металла;
- какое качество сварного шва вы ожидаете, насколько ответственная свариваемая конструкция;
- периодичность и интенсивность использования – нет смысла покупать навороченный профессиональный полуавтомат с кучей крутилок, для того чтобы приварить гаражные ворота.
Исходя из этих критериев, которые влияют на выбор сварочного полуавтомата, можно составить общую картину какой же аппарат удовлетворит все ваши потребности и не станет обузой для вашего кошелька. Рассмотрим детальнее каждый из этих пунктов.
Напряжение сети и сварочный ток
Помимо напряжения и определенных фаз, параметры сети устанавливают тип прибора по профессиональному предназначению. Покупать аппарат необходимо по конкретной фазе: однофазная сеть не может выдержать высокую нагрузку тока, в то время как трехфазная сеть способна выдержать любую схему подключения.
Сварочный ток определяет значение тока, при котором прибор будет работать стабильно без перегревания выше допустимых норм, при этом соблюдая продолжительности нагрузки (ПН). Также номинальный ток устанавливают толщину металла и проволоки.