Паяльник эпсн
Содержание:
- В каких случаях паять феном не получится
- Рекомендации
- Как правильно паять паяльником с канифолью
- Дополнительные возможности и функциональность
- Правила сушки
- Как припаять или выпаять микросхему без паяльника
- На что обратить внимание при покупке паяльника
- Необходимый инструмент
- Демонтаж микросхемы с помощью иглы
- Расходные материалы
- Применение флюса
- Виды паяльников
- Выпаивание деталей из плат одним паяльником
- Что нужно для пайки паяльником
- Как выпаять радиоэлемент
- Обработка флюсом или лужение
- Классификация паяльников по мощности
- Виды
- Метод пайки радиодеталей на плату
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Рекомендации
При осуществлении пайки, как правило, не хватает «третьей руки». В одной нужно держать паяльник, в другой – провод, а вот деталь лучше закрепить в тисках или с помощью зажима.
Большое количество припоя совсем не означает, что соединение будет обязательно прочным. Лучше качественно подготовить поверхности и обойтись минимальным количеством олова.
Вся процедура пайки не должна превышать более 2 секунд, поэтому важно тщательно подготовиться к ней


Для удержания мелких деталей необходимым инструментом станет пинцет.
Нельзя перегревать плату, иначе могут отслоиться контактные дорожки.
Некоторые радиодетали также следует подвергать минимальному нагреву.
О том, как правильно паять, смотрите далее.
Как правильно паять паяльником с канифолью
 Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Дополнительные возможности и функциональность
Кроме того, осуществляя выбор паяльника для пайки очень важно учитывать и его функциональные возможности. Электрический паяльник должен быть удобным в работе, а это значит, что его рукоятка не должна греться
Также, лучше всего, если жало паяльника будет выполнено именно из меди, а не из каких-то других материалов. Медь легко отчистить от нагара, она хорошо поддаётся лужению
Не менее важной деталью, является, и наличие в комплекте с паяльником сменных жал разной формы. Это позволит удобно и более эффективно работать электрическим паяльником в труднодоступных местах

Ну и последнее, это комплектация паяльника для пайки. Она может быть самой разнообразной. Хорошие паяльники комплектуются не только набором сменных жал разной конфигурации, но и удобным кейсом с подставкой для жала, а также всевозможными приспособлениями, облегчающими процесс пайки в домашних условиях.
Правила сушки
 Сушку чипов необходимо производить, соблюдая температурный режим и продолжительность. Новые чипы, которые были приобретены в магазине, со склада, присланы по почте, рекомендуется сушить не менее 24 часов при температуре 125 °C. Для этого можно использовать специальные сушильные печи. Можно высушить чип, расположив его на термостоле.
Сушку чипов необходимо производить, соблюдая температурный режим и продолжительность. Новые чипы, которые были приобретены в магазине, со склада, присланы по почте, рекомендуется сушить не менее 24 часов при температуре 125 °C. Для этого можно использовать специальные сушильные печи. Можно высушить чип, расположив его на термостоле.
Температуру сушки необходимо контролировать, чтобы не допустить перегрева и выхода детали из строя.
Если чипы были высушены и хранились до монтажа в обычных комнатных условиях, достаточно просушить их в течение 8-10 часов.
Как припаять или выпаять микросхему без паяльника
Вы уже поняли, что для успешной пайки требуется разогрев детали до температуры плавления припоя. Его можно расплавить с помощью тепловой пушки, или паяльного фена. Это аналог фена строительного, только он компактный и часто оснащен специальными формованными соплами.

С его помощью прогревается рабочая зона, при этом припой плавится не в определенной точке, а на относительно большой площади. Это эффективный способ, особенно если необходимо выпаивать микросхему (все ножки нагреваются одновременно). Но при таком способе есть риск повредить саму деталь от перегрева.
Если вы извлекаете неисправный элемент — нет проблем.
Вообще, паяльный фен необходимо использовать только в случаях, когда традиционный способ пайки невозможен. Например, при монтаже SMD деталей (кто не знает — у них нет ножек) на радиаторную пластину.
На что обратить внимание при покупке паяльника
Внимание при покупке паяльника нужно обращать на несколько параметров
Электропаяльник необходимо выбирать, отталкиваясь от мобильности аппарата, мощности, наличия станции, функционала, цены оборудования. Также следует покупать прибор, смотря на материал, форму наконечника, силу, температурный регулятор. Обязательно рекомендуется изучить топ паяльников.
Мощность электропаяльника
Мощность является наиболее важной характеристикой, которая учитывается при выборе конкретной аппаратной модели. От нее непосредственно зависит температурный режим нагрева рабочей поверхности
Для спаивания элементов микросхем рекомендуется приобретение электропаяльника с силой 25 ватт. При применении мощного электроприбора есть риск повреждения платы или микросхемы. Спаивать толстые электропровода лучше с помощью аппарата мощностью 40 ватт.
Материал и форма наконечника
Наконечник создается из меди с керамикой и никелем.
- Медные детали применяются в электрических моделях. Они обладают оптимальной тепловой проводимостью, емкостью и эффективностью.
- Никелевые не обгорают при работе. Им не нужно делать зачистку. Такие наконечники отличаются дороговизной и хрупкостью.
- Керамические детали отличаются стойкостью ко ржавчине и хорошим проведением тепла. Минусы состоят в стоимости, хрупкости.
По форме наконечники бывают конусообразными, иглообразными и стержневыми. Есть форма отвертки — самая комфортная в работе, универсальная по строению. Она способствует быстрому нагреву деталей.
Температурный регулятор
Наличие температурного регулятора — преимущество современных аппаратов. Они оцениваются дорого. Стоят больше, чем обычные устройства, но могут заменить собой пару электроприборов. С аппаратурой удобно работать, припаивая детали в разную толщину. Снижение температурного режима целесообразно при тонких проводах.
Материал ручки
Изготовление ручки электропаяльника осуществляется из стойкого к высоким температурам материала. Как правило, ручка создается из дерева. Модели, имеющие деревянные ручки, отличаются достаточной легкостью. Они не способны портиться во время нагревания.
Также в продаже можно встретить устройства, которые имеют эбонитовые, полипропиленовые ручки. Они тяжелые, иногда скользят в руке.
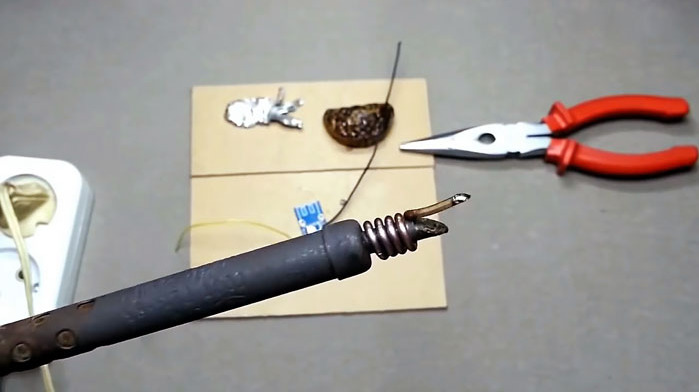
Необходимый инструмент
Паяльник
Старые модели
Обеспечить нормальный прогрев контактных дорожек плат и выводов полупроводников позволяет правильно подобранный паяльник.

Универсальной конструкцией обладает старая модель ЭПСИ типа «Момент» с мощностью 65 ватт. Ее не сложно изготовить собственными руками.
Раньше широко использовались модели резистивного типа с нагревательным элементом из тонкой нихромовой проволоки.
Современные паяльники
Под конкретные условия пайки сейчас можно приобрести различные виды моделей, снабженные всевозможными функциями.

Например, для выпаивания микросхем, транзисторов и диодов специально создан паяльник с отсосом олова.
Он быстро разогревает слой застывшего припоя и легко удаляет его в жидком состоянии с контактной площадки.
Держатели радиодеталей
При нагреве ножки транзистора для залуживания и пайки всегда следует отводить тепло от корпуса и полупроводникового слоя каким-либо металлическим предметом.

С этой целью обычно применяют пинцет или зажим типа крокодил. Однако, удобнее всего работать медицинским инструментом с тонкими ножками, которым пользуются хирурги при проведении операций.
Фиксация электронных плат
Радиодетали и платы обычно имеют маленькие размеры, требуют надежной фиксации в пространстве. Паять их на весу опасно: небольшое неверное движение способно повредить всю конструкцию.

При работе с ними одна рука уже занята: в ней паяльник. А второй необходимо выполнять еще какие-то дополнительные действия. Выручают в этом случае заводские или самодельные тиски, держатели, струбцины. Ими необходимо обязательно пользоваться.
Иглы для пайки
Их в момент расплава припоя вставляют внутрь гильзы платы для отделения ножки радиодетали от контактной дорожки.

Домашнему мастеру можно купить готовый набор в магазине, например, через интернет в Китае или своем городе.
Для этих же целей хорошо подходят медицинские иглы от шприцов. Их наконечники требуется обточить до прямого угла.
Инструмент для удаления расплавленного олова
Существует несколько способов, позволяющих убрать жидкий припой из места расплава:
- стряхивание на пол, стол или другую поверхность;
- сметание кисточкой или щеткой;
- отсос;
- впитывание в специальную оплетку.
Первые два метода относятся к экстремальным, ими пользуются в крайних случаях. Для нормальной качественной работы подходят два последних способа.
Метод отсоса жидкого олова
Приспособленный для него инструмент называют оловоотсосом. Внешний вид и конструкция одной из многочисленных моделей показана на картинке.

Перед работой у него взводят пружину. Когда припой расплавлен до жидкого состояния, то наконечник устройства прикладывают к нему и нажатием кнопки заставляют усилием освобожденной пружины придать движение поршню для обеспечения разрежения, которое и втягивает жидкий металл в специальную полость.
Демонтажная оплетка
Она изготавливается плетением из мягкой медной проволоки. Работать с ней довольно просто: на расплавленный припой накладывают отрезок оплетки, а он быстро впитывает в себя жидкое олово.

Демонтажная оплетка продается в строительных магазинах. Альтернативой ей может служить экранирующая жила от старого коаксиального кабеля для телевизоров, выпускаемая еще в советские времена. Ее пропитывают флюсом их спирта и канифоли.
Демонтаж микросхемы с помощью иглы
Часто радиолюбители для выпаивания микросхем используют иглу от медицинского шприца. Диаметр иглы подбирается таким образом, чтобы она вставлялась в отверстие на плате, а ножка детали проходила внутрь ее. Подобрав такую иглу, нужно надфилем сточить косой срез кончика до прямого угла.
Надев иглу на ножку микросхемы, необходимо нагреть паяльником место контакта на плате. Затем, пока припой находится в расплавленном состоянии, вращаем иглу аккуратными движениями и утапливаем ее в отверстие. В результате таких действий ножка детали оказывается изолированной от платы. Далее проделывается такая же операция с остальными ножками микросхемы.
Также для очистки контактов могут применяться специальные заводские приспособления.

Расходные материалы
Для паяния в домашних условиях требуется приобрести канифоль или флюс и припой. О том, зачем нужны эти материалы, стоит поговорить подробнее. Именно они обеспечивают правильную подготовку и надежное соединение проводников при пайке.
Флюсы и канифоль
Самый распространенный вид веществ в этой группе, — канифоль (отвердевшая смола). Она имеет химически нейтральный состав, не вызывающий коррозионных процессов. Основное назначение этого вещества — удаление загрязнений и следов окисления с жала паяльника или с соединяемых деталей. Оно растворяет налет, подготавливает поверхность к процессу пайки, улучшает налипание припоя.

Флюсами именуют химические вещества, выполняющие ту же функцию. Они имеют вид жидкого кислотного раствора, может использоваться бура, муравьиная кислота, готовый состав ЛТИ-120, а также самостоятельно приготовленные смеси на медной, алюминиевой основе. Наносят вещество кисточкой, по завершении пайки производится смывание техническим спиртом, чтобы не провоцировать коррозионные процессы.

Канифоль плавится только при нагреве. Именно поэтому работа с ней производится в особом порядке.
- В емкость укладываются крошки канифоли или целый кусок.
- На него кладется припой.
- В канифоль погружается жало паяльника. Это позволяет избежать его окисления.
- Достигнув припоя, наконечник инструмента равномерно покрывается им — происходит лужение.

Обработанный таким образом паяльник полностью готов к работе. Его можно погружать в припой и вести работу.
Припой
В домашних условиях используются припои, которые имеют температуру плавления ниже +450 градусов.

Этой характеристике полностью соответствуют оловянно-свинцовые сплавы, маркированные ПОС 60, ПОС 50, ПОС 40, — они применяются при работе с медными жилами. При пайке алюминия нужен оловянно-цинковый состав ЦО-12, П250А, А, ЦА — алюмоцинковый припой.


В некоторых случаях удобнее пользоваться готовыми составами, где уже есть канифоль. Этим преимуществом обладает припой с маркировкой ПОС 61, выпускаемый в виде проволоки, фольги, пасты, в зависимости от назначения. Применяя такое средство, проводники при пайке не нужно предварительно покрывать канифолью.
Подробную информацию о том, что нужно для пайки, вы найдете в видео ниже.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Виды паяльников
Паяльники бывают с керамическим или спиральным нагревателем. Отличие в том, что керамика нагревается гораздо быстрее, но требует более бережного использования: от сильного удара такой паяльник выйдет из строя.
Спиральный ударов не боится, и он прослужит долгие годы. При выборе паяльника нужно обратить внимание на его мощность. Нужно учитывать, что если вы паяете микросхемы, то паяльник желательно выбирать номиналом 10-20
Паяльники с номиналом выше 60 Вт предназначены для паяния толстых проводов.
Паяльник с маленькой мощностью просто не сможет расплавить припой, так как мощность будет рассеиваться по большой области пайки. Для пайки крупных металлических деталей существуют паяльники от 100 ватт и выше. Самым оптимальным паяльником для новичка 25-40 Вт. Такой паяльник считается универсальным, и им возможно выполнить большинство поставленных задач. Обычно радиолюбители имеют в своем арсенал несколько паяльников для охвата широкого спектра работ.
 Таблица моделей паяльников для микросхем.
Таблица моделей паяльников для микросхем.
В широкой продаже нормальные и надежные паяльники для микросхем – почти редкость. Если человек занимается ремонтом техники профессионально, он может приобрести подходящий рабочий инструмент. Но выберет он скорее паяльную станцию со всеми необходимыми для пайки приспособлениями и возможностью устанавливать режимы работы.
Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.
Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.

Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.

Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.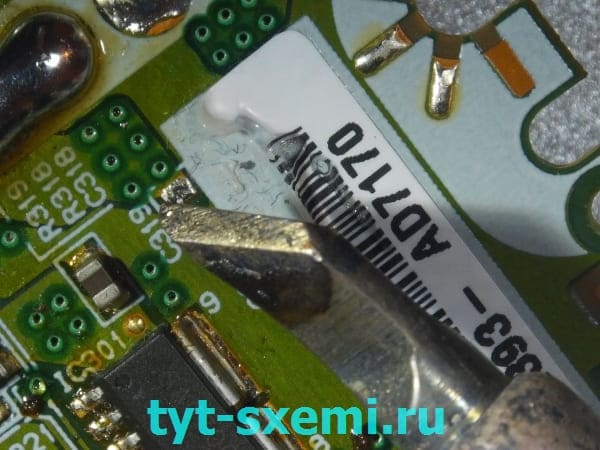
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.
На паяемую микросхему наносится пастообразный флюс с помощью шприца.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
Такой техникой можно выпаять и DIP контакты.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять
Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
Обязательно потребуется припой, который очень важно грамотно подобрать. Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки
В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара.
Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.
Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
Как выпаять радиоэлемент
Существует два типа выводов микросхем: — штырьковые выводы чипа запаиваются в отверстия платы с её обратной стороны (DIP — чипы); — планарные выводы (SOIC — чипы) припаиваются к площадкам со стороны расположения микросхемы.
Выпайка DIP — чипов
- Последовательность действий по выпайке :
- Удалить лак с мест пайки чипа кисточкой или ватной палочкой, смоченной в ацетоне или смывке (в случае лакированной платы).
- Удалить остатки растворителя и лака кисточкой, смоченной в этиловом спирте.
- Нагреть паяльник до рабочей температуры.
- Прикоснуться жалом паяльника к первой ножке чипа (с обратной стороны платы) до полного расплавления припоя.
- Удалить расплавленный припой шприцем для отсоса. При использовании иглы вместо шприца насадить иглу на ножку чипа и прокручивая иглу вокруг своей оси, опустить её до упора в отверстие.
- После полного удаления припоя из отверстия начать выпаивать выводы из следующего отверстия.
- Извлечь микросхему после полной распайки всех выводов.
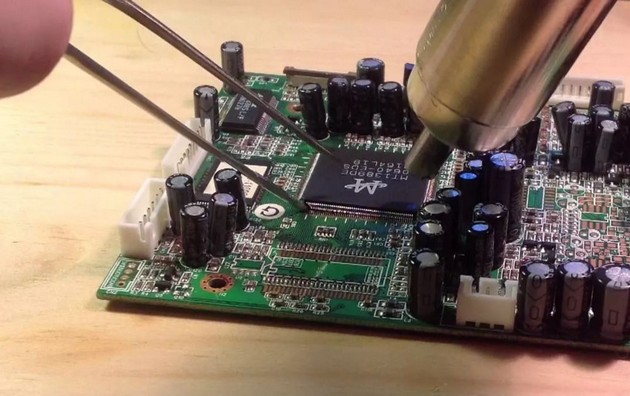
Демонтаж планарных микросхем
Последовательность действий по выпайке SOIC — чипов, которые не приклеены к плате:
- Удалить лак (при его наличии) с ножек микросхемы ацетоном или смывкой. После удаления лака очистить плату от остатков лака этиловым спиртом.
- Нанести жидкий флюс на распаиваемые выводы по всем сторонам чипа.
- Запаять припоем (замкнуть) все ножки чипа на каждой его стороне, проводя жалом по всем выводам чипа и разгоняя припой по ножкам. Нанесённого припоя на ножках должно быть много, чтобы после отведения паяльника припой продолжал находиться в расплавленном состоянии.
- Провести паяльником по всем запаянным сторонам чипа, добиваясь расплавления припоя со всех сторон, после чего удалить микросхему пинцетом.
- Чтобы отпаять микросхему, приклеенную к плате, необходимо поочерёдно отпаивать каждый вывод микросхемы, приподнимая его пинцетом над контактной площадкой. После отпайки всех ножек удалить микросхему механическим путём (ножом), стараясь не повредить плату.
Обработка флюсом или лужение
Традиционный и самый доступный флюс — канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
 Watch this video on YouTube
Watch this video on YouTube
Классификация паяльников по мощности
Мощность паяльника является основной его характеристикой, которая существенно влияет на качество выполнения работы. Именно от величины этого параметра напрямую зависит температура нагрева жала паяльника.
По мощности паяльники можно условно разделить на следующие группы:
- Паяльники мощностью до 10 Вт используются для работы с тонкими проводниками и мелкими радиодеталями.
- Пайка деталей на печатных платах эффективнее всего осуществляется паяльниками с мощностью 15-30 Вт.
- Паяльники 40-60 Вт чаще всего применяются для работы в домашних условиях.
- Электрические провода большого сечения соединяются устройствами с мощностью 80-100 Вт.
- Паяльники мощностью 200 Вт предназначены для запаивания металлических конструкций с применением кислоты для пайки.
Существует несколько способов выпаивания микросхем с печатной платы, которые имеют свои достоинства и недостатки. Какой метод применить в конкретной ситуации должен решать сам радиолюбитель, исходя из своего опыта и технической возможности оборудования.
Виды
Если рассматривать наиболее распространённые паяльные станции, предусмотрены такие виды:
- Контактные (делают с электронными блоками, активно применяются для припоя без свинца).
- Бесконтактные (производятся инфракрасные, термовоздушные, варианты остаются, они востребованы для замены элементов в микросхеме).
- Комбинированные (это многофункциональные установки, отличающиеся по комплектации. Можно подобрать модели с паяльником и феном. Также встречаются инфракрасные устройства с кварцевым излучателем).
Паяльная станция
Контактные
Установки этого типа являются традиционными, поставляются с электронными блоками. У них предусмотрен терморегулирующий элемент, поэтому, активно используются радиолюбителями. Контактные станции применимы для монтажных работ, выпускаются профессиональные модели.

Контактные станции
Подгруппы:
- соловянно-свинцовым припоем;
- для работы без припоя.
У последнего типа используются мощные нагревательные элементы. У них высокая температура плавления и можно обойтись без припоя. Если рассматривать профессиональные станции, у них используется регулятор мощности.
Интересно! В магазинах представлен широкий выбор воздушных модификаций.
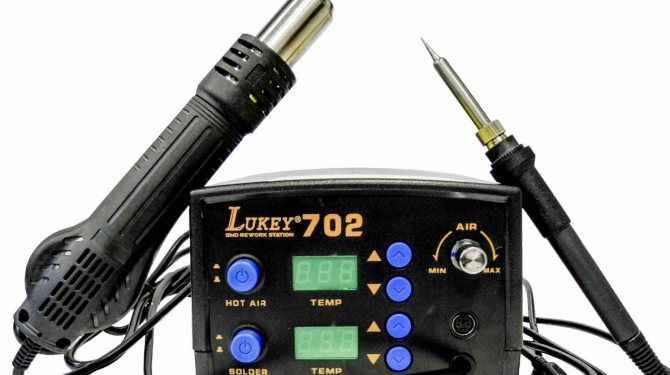
Востребованными остаются модели с антистатической защитой. Компрессорные станции считаются подходящими для монтажной, демонтажной работы. Если рассматривать модификации Lukey, они зачастую продаются с феном. Пользователей ожидает широкий ассортимент моделей высокой мощности.
Если говорить о параметрах, потребляемое напряжение 220 вольт. В качестве нагревательного элемента может использоваться металлическая спираль. Еще одним крупным производителем является компания Accta. Она специализируется на выпуске моделей с индикацией.
У них предусмотрено управление температурными параметрами, поскольку используются аналоговые потенциометры. В 2020 году востребованными остаются модели с системой автоматического отключения фена.
Важно! Управление осуществляется за счёт работы микропроцессора
Бесконтактные
Это современные станции, которые называется термовоздушными. Они поставляются с отдельными электронными блоками. Отмечаются более сложные конструкции. Встречаются модификации с механическими, цифровыми индикаторами. Для возможности настройки воздушного потока используются регуляторы.

Бесконтактные станции
Распространенными считаются модификации со светодиодом CAL, так пользователь способен следить за показателем температуры. Модели функционируют с вентилятором, который выполняет функцию фена. Механизмы устанавливаются непосредственно на ручку и не занимают много места. Чтобы идти в ногу со временем, подбираются установки производителей Zhongdi, BAKKU, HandsKit.
Показатель мощности у них стартует от 10 Вт, самыми мощными считаются станции на 800 Вт. Если рассматривать недорогие установки, у них максимальная температура 400 градусов, напряжение фена колеблется от 24 до 100 Вт. Производители предлагают рассмотреть модели с керамическими нагревателями. Касательно фена предлагаются различные варианты на любой вкус.
Продукция компаний Solder, Yihua подходит для профессионалов. Помимо широкого диапазона температуры нагрева, стоит отметить наличие антистатической защиты. Установки не бояться разрядов, хорошо справляются с перегрузками. Модели используются с различными видами припоя, можно не волноваться за шов.
Вам это будет интересно Как использовать мультиметр DT-182
В отдельную категорию выделены мощные нагреватели, которые демонстрируют высокую точность работы. Приобретая бесконтактную станцию, лучше учитывать скорость потока воздуха, проверять трубку.
Комбинированные
Первоначально непонятно, чем отличается паяльник от паяльной станции комбинированного типа. На самом деле речь идет о многофункциональной модели, которая позволит выполнять сложные операции по отпаиванию микросхемы. На рынки поставляются установки с дисплеями, многофункциональными блоками. Они работают на пару с предохранителями, учитываются характеристики:
- выходное напряжение;
- питание;
- размеры, вес;
- температурный диапазон;
- точность настройки.
Распространенными считаются модели с компрессорами, мощным блоком управления. Есть модификации с диафрагменным насосом, а также трансформатором.
Важно! Если рассматривать трёхканальные, профессиональные модели, они заменят качественный термофен и несколько паяльников. Комбинированные станции

Комбинированные станции
Метод пайки радиодеталей на плату
Монтаж элементов микросхемы выполняют так:
- Очищают выводы от оксидной пленки, лудят их. Сопоставляют места контакта, закрепляют пинцетом.
- Проводят жалом паяльника с припоем и флюсом по обрабатываемому месту. Убирают инструмент, удерживая спаянные детали в неподвижном состоянии.
- Удаляют пинцет после остывания припоя.
Воздействие высокой температуры должно быть кратковременным. При неудачных попытках контактным площадкам дают возможность остыть. При работе с диодами и светодиодами пинцет лучше устанавливать между корпусом и местом пайки: инструмент будет отводить лишнее тепло.