Как правильно паять полипропиленовые трубы своими руками
Содержание:
- Инструмент для спаивания
- Температура паяльника и время сварки
- Как выбрать насадки
- Особенности диффузной пайки
- Разводка полипропиленовых труб
- Где применять?
- Виды и назначение
- Диффузная пайка, описание процесса
- Как правильно паять полипропиленовые трубы: 3 современных метода
- Инструкция по сварке
- Другие способы пайки труб из ПП
Инструмент для спаивания
Паяльник, он же «утюг», более официальное название — «аппарат для сварки полипропиленовых труб и фитингов«. Это основной и незаменимый инструмент в контексте
сегодняшней темы. Представляет собой нагревательный элемент с насадками под различные диаметры труб, насадки имеют антипригарное покрытие. Насадка состоит из двух половин —
одна нагревает непосредственно трубу (труба входит в насадку), а другая нагревает фитинг с внутренней стороны. Таким образом, для каждого сварного шва необходим тот или иной
фитинг, сразу между собой трубы не спаиваются!

Безусловно существует технология сварки пластиковых труб без посредников в виде фитингов, но это более специализированная технология. Применяется в основном для больших диаметров
труб в промышленных масштабах.
Зачистка для труб — применяется для подготовки к пайке армированной алюминием трубы. Снимает поверхностный слой алюминиевой фольги — подобные трубы уже редкость, в основном
приходится иметь с ними дело во время подпайки к старым коммуникациям. При крайней необходимости этот инструмент можно заменить острым ножом, аккуратно срезав фольгу вокруг места
пайки.

При работе этим инструментом можно немного изменять толщину снимаемого слоя, регулируя лезвия в очень небольших пределах.

Такой способ зачистки стоит рассматривать как экстренный — очень неудобный и долгий. К тому же не такой качественный, как от заводского инструмента.
Торцеватель для труб — очень похож на предыдущее приспособление, однако не снимает верхний слой с трубы. Инструмент режет трубу с торца, срезая несколько миллиметров алюминия в
толще трубы. Трубы с подобным армированием широко распространены под псевдонимом «ленивки» — якобы для них не требуется зачистка. Действительно, зачистка не нужна, нужно торцевание, чтобы
алюминий не контактировал с водой. Стоит заметить, что данное приспособление обычно подходит только к трубам одного производителя — качественно торцевать разные трубы вряд-ли получится. При
спаивании труб диаметром 20-25 мм. можно обойтись без этого инструмента, главное стоит проследить, чтобы алюминий на торцах запаивался слоем полипропилена.

Если же в монтаже используются трубы без армирования или с армированием стекловолокном — зачистки и торцеватели не требуются.
Ножницы для труб — безусловно нужный инструмент. При острой необходимости можно обойтись без них, разрезая трубу ножовкой по металлу или (вообще худой конец) болгаркой. Однако
это скорее экстремальные варианты, ножницы нужны!

Карандаш и рулетка — также необходимые инструменты.
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и
всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус
несколько градусов — не нужно делать температуру больше положенного!
Некоторые «ухари», для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и
существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и
пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
Так называемая «жопка» на жаргоне сантехников — запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически
низкого напора воды или плохому нагреву отопительных приборов. Появляются «жопки» в результате превышения температуры и времени пайки — выставил высокую температуру на паяльнике или слишком
долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы — нормальная температура пайки и качественный полипропилен заставляют немного
напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены
в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение «пейзаж» или измените масштаб браузера.
Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры
окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить
простую истину — пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при
температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется «ощущение» материала, чувство недогретого или перегретого паяльника. Только
тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух
свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм.
6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю,
что пауза сильно зависит от конкретного материала — полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Как выбрать насадки
Подбирая нагревающие насадки, необходимо учитывать диаметр соединяемых труб и другие важные моменты:
- прочность;
- насколько хорошо сохраняется форма после изменения температуры;
- теплопроводность.
Практически ко всем сварочным аппаратам подходят различные насадки. Это очень удобно, когда необходимо смонтировать сложную магистраль.
Каждый надеваемый элемент имеет два конца. На одном нагревается внешняя сторона детали, на другом – ее внутренняя часть. Все насадки имеют тефлоновое напыление, которое защищает поверхность от налипания расплавленного материала. Размеры деталей находятся в диапазоне 2-6 см, что соответствует распространенным диаметрам цилиндрических изделий.
Особенности диффузной пайки
Для выполнения спайки двух полипропиленовых труб необходимо предварительно подготовить нужные инструменты и материалы. Для работ понадобится:
- электронагревательный прибор или «паяльник». Его можно приобрести в любом строительном магазине. Но, чаще всего, оборудование берется в аренду. Любые коммуникации из полипропиленовых труб служат многие десятилетия. Поэтому покупать довольно дорогостоящее оборудование для одноразового использования нет смысла. Также нужно подготовить насадки на «паяльник» нужного диаметра. Как правило, они идут в комплекте с устройством;
- приспособление для резки полипропиленовых труб. Это может быть специальный роликовый резак, трубные ножницы или ножовка;
- чтобы удалить заусенцы на концах труб после их обрезки, приготовьте напильник или острый нож;
- средства для измерения (рулетка, линейка, маркер или мел);
- ветошь и жидкость для обезжиривания полипропиленовой поверхности (спирт или ацетон);
- сами трубы и доборная арматура (фитинги).
Также перед тем как паять стоит ознакомиться с таблицей, в которой указаны временные рамки всех работ. Для нагрева полипропиленовых труб определенного диаметра до нужного состояния необходимо определенное количество времени. Также свое время нужно чтобы полипропилен зафиксировался в соединении и полностью остыл.
Как правило, для монтажа системы водопровода или отопления используют трубы небольшого диаметра. В этом случае необходимо:
- при наружном диаметре 16 мм , время на нагрев составляет 5 сек., время на фиксацию 4 сек, время на полное остывание 2 мин;
- при наружном диаметре 20 мм , время на нагрев составляет 6 сек., время на фиксацию 4 сек, время на полное остывание 2 мин;
- при наружном диаметре 25 мм , время на нагрев составляет 7 сек., время на фиксацию 4 сек, время на полное остывание 3 мин;
- при наружном диаметре 32 мм , время на нагрев составляет 8 сек., время на фиксацию 6 сек, время на полное остывание 4 мин;
- при наружном диаметре 40 мм , время на нагрев составляет 12 сек., время на фиксацию 6 сек, время на полное остывание 4 мин.
Подготовив все инструменты и материалы, а также узнав нужные временные параметры, можно приступать к работам по пайке. А как это сделать правильно, рассказывается в следующей главе.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых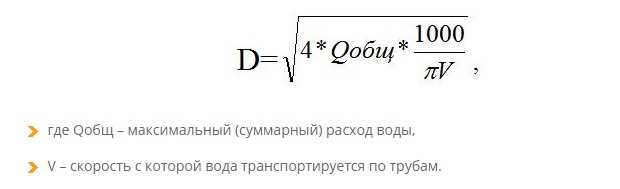
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Где применять?
Полипропиленовые трубы – многофункциональная вещь в хозяйстве.
Вот что можно из них сделать:
- Систему водопровода. Для холодного водоснабжения подойдет неармированная тонкостенная или толстостенная труба. Она дёшево стоит, легко монтируется, отлично справляется с транспортировкой воды температурой до 45 градусов.
- Систему горячего водоснабжения. По трубам с маркировкой NP20 или NP25 можно смело подавать воду температуры кипения. Пропилен начинает плавиться лишь при 170 градусах.
- Систему централизованного отопления в коттедже, доме или на даче. Для этого нужно выбрать трубы большого диаметра со стекловолокном. Они надежные и не требуют сложной зачистки. Пайка таких труб проходит на ура. Теплопроводное удлинение труб со стекловолокном в 10 раз меньше, чем без него – всего 1,5 см. За счёт этого трубы не провисают и не деформируются.
- Водяной тёплый пол. Если тепла от трубопроводов с горячей водой не хватает, монтируют систему тёплого пола. Минус такого пола в том, что невозможно свернуть трубу с маленьким шагом. Плюс – в экономичности обслуживания системы и ее сроке службы. Срок службы водяного тёплого пола – около 50 лет. При этом систему можно монтировать прямо в стяжку пола.
- Предметы быта. Из обрезков труб можно сделать полезные вещи для прихожей, балкона, гаража, мастерской, детской комнаты. При помощи тройников, муфт и фрагментов трубы собирается любой предмет геометричной формы – полка для обуви, подставка для цветов, вешалка для одежды, сушилка или мусорная корзина. Все, на что хватит фантазии и остатков материала. Удобно собирать для маленьких детей игровые площадки, качели, домики. Если добавить сетку, получатся отличные ворота для детского футбола.
- Элементы декора. Используя уголки и переходники, можно собрать книжную полку в лофт-стиле. Короткие обрезки разного диаметра пойдут для создания рамки для фото или зеркала, светильников, цветочных горшков и ваз.
Виды и назначение
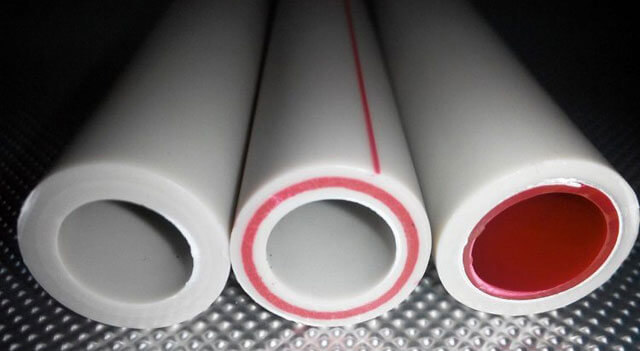
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
-
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
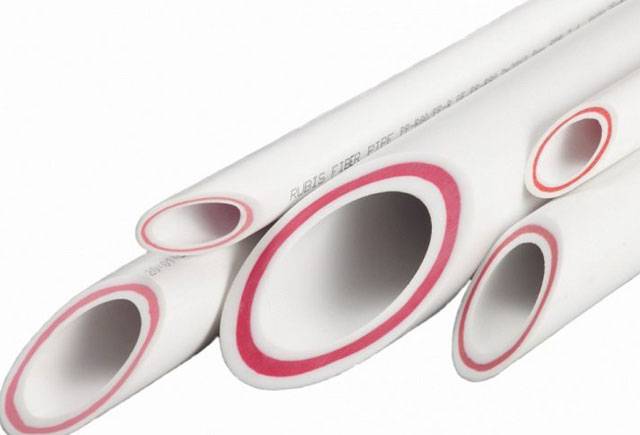
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной. https://www.youtube.com/embed/fKf2kG7gHvw
https://youtube.com/watch?v=fKf2kG7gHvw
Диффузная пайка, описание процесса

Для выполнения соединения ПП-труб методом диффузной сварки понадобится набор инструментов
Для выполнения соединения ПП-труб методом диффузной сварки понадобится набор инструментов, список которых выглядит так:
- электрический паяльник с приложенным набором насадок разных диаметров;
- ножницы для резки труб или пила по металлу;
- какой-нибудь абразив для удаления неровностей и заусениц, остающихся после резки трубы;
- рулетка (линейка);
- маркер, карандаш.
Из материалов, кроме труб и доборных элементов, понадобится чистая тряпка из натуральной ткани и жидкость для обезжиривания (ацетон, бензин, спирт).
Приготовив перечисленные материалы и инструментарий, можно начинать паять полипропиленовые трубы, соблюдая изложенную ниже последовательность действий.
Паяльник устанавливается в идущий в комплекте штатив и оснащается одной или несколькими (при работе с трубопроводами разных диаметров) насадками, которые обезжириваются приготовленной жидкостью. Прибор включается в сеть, терморегулятор устанавливается в положение, соответствующее температуре пайки, рекомендованной для полипропиленовой трубы (260-280˚С). О наборе насадкой заданной температуры просигнализируют лампочки, — погаснет зеленая и загорится красная (в некоторых моделях цвет сигнальных светильников может быть другим, — смотрите в инструкции к прибору).
Измерительной рулеткой отмеряется необходимый фрагмент ПП-трубы, ставится отметка, в соответствие которой трубными ножницами (труборезом) делается отрез. Отрезной торец трубы освобождается заусенец и шероховатостей, после чего подбирается соединительный элемент соответствующего диаметра и необходимой формы. Внутренняя поверхность фитинга и наружная на трубном торце обрабатываются обезжиривающей жидкостью.
В соединительном элементе есть ограничивающий выступ. На трубе маркером делается отметка на расстоянии, меньшем на 1-1,5 мм, чем расстояние от наружного края фитинга до ограничителя. Паять нужно так, чтобы сделанная отметка и край соединительного элемента совпадали. Если это правило не соблюдать, размягченный при нагреве торец трубы может сузиться, пройдя дальше ограничителя. Также отметка на трубопроводе поможет найти правильное осевое расположение соединяемых элементов.
Подготовленные и обезжиренные детали стыкуются с греющей насадкой паяльника соответствующего диаметра. Фитинг имеет большую толщину, следовательно, инерцию нагрева, поэтому, сначала надевается он, после чего с другой стороны вставляется труба. Обратный процесс осуществляется соответственно: вынимается разогретая труба, затем снимается стыковочный элемент. Время экспозиции зависит от трубного диаметра, соответственно, толщины стенки изделий. Например, трубопровод 16 и 20 мм разогревается приблизительно 5-6 секунд, 25, 32 мм, — 7-8 секунд. Но это общие рекомендации, в каждой индивидуальной ситуации оптимальное время прогрева может немного отклоняться, на что влияют стартовая температура полипропиленовых изделий, особенности модели паяльника.
Детали с расплавленными рабочими поверхностями снимаются с насадки
Труба без осевого вращения плавно вставляется в фитинг до совпадения метки с краем стыковочного элемента, при этом важно контролировать осевое соответствие соединяемых деталей. Период фиксации также зависит от толщины стенки изделий и составляет от 4 до 12 секунд
Спустя примерно час после пайки можно запускать собранный трубопровод в полноценную эксплуатацию.
Так необходимо правильно паять пластиковые (ПП) трубы диффузным методом
Кроме общего описания процесса, обратите внимание на некоторые рекомендации, выполнение которых поможет избежать ошибок при сварке полипропиленовых изделий
Как правильно паять полипропиленовые трубы: 3 современных метода
Настоящий домашний мастер старается всегда обходиться без помощи профессионалов в любом ремонте. И при необходимости заменить отопительные трубы ПВХ или водопровод в квартире тоже можно обойтись своими силами.
Применение для разводки водопровода полимерных труб дает преимущество в том, что не нужно работать со сваркой, с нарезанием резьбы, и поэтому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о том, как работать с паяльником для ПВХ труб, приобрести необходимый инструмент и материалы.
Как правильно паять
Как правильно делать соединения, чтобы они были герметичными?
Для трех самых распространенных способов пайки ниже приведено подробное описание всех операций:
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба. Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно — несложно, но эта работа требует аккуратности и внимательного отношения. Главное — соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Как правильно паять полипропиленовые трубы: 3 современных метода Для соединения полипропиленовых труб используются электрические и газовые паяльники. Трубы можно паять дома и самостоятельно – для этого нужно изучить методику пайки и купить не набор необходимых инструментов.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
|
Диаметр (мм.) |
Глубина сварки (мм.) |
|
20 |
14,0 |
|
25 |
16,0 |
|
32 |
20,0 |
|
40 |
21,0 |
|
50 |
22,5 |
|
63 |
24,0 |
|
75 |
28,5 |
|
90 |
33,0 |
|
110 |
39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
|
Диаметр (мм.) |
Время остывания (сек.) |
|
20 |
3 |
|
25 |
3 |
|
32 |
4 |
|
40 |
4 |
|
50 |
5 |
|
63 |
6 |
|
75 |
8 |
|
90 |
10 |
|
110 |
10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Другие способы пайки труб из ПП
Кроме классической пайки известно несколько дополнительных вариантов соединения. Все они отличаются своими характерными особенностями. У каждого метода имеются как положительные, так и отрицательные стороны. Познакомимся с ними более подробно.
Применение электрофитингов
Установка такого трубопровода упрощается, если воспользоваться соединительными муфтами, которые оборудованы специальными нагревательными спиралями.
Сварочный аппарат подключается к контактам, выходящим из муфты. На них подается напряжение и выдерживается определенное время.
Как пользоваться
- поверхность тщательно очищается, затем обезжиривается;
- труба вставляется в соединительный элемент и плотно фиксируется;
- сварочный аппарат подсоединяется к электрическим контактам электрофитинга;
- после включения устройства можно будет наблюдать через специальные отверстия фитинга, как плавится и увеличивается объем пластика; прибор отключится автоматически; время сварки регулируется самим аппаратом, который учитывает окружающую температуру;
- инструмент отсоединяется от контактов.
 Главным преимуществом такого метода является его скорость. На пайку уходит секунда, а остывание продолжается одну минуту. О труднодоступных участках можно забыть. Дело в том, что сама пайка выполняется на конкретном месте уже собранных ранее деталей. Это очень удобно, когда нужно провести установку закрытой отопительной системы. Такие работы можно проводить даже при небольших морозах, однако температура не должна быть ниже -15 °С. При более низких значениях пользоваться паяльником запрещается.
Главным преимуществом такого метода является его скорость. На пайку уходит секунда, а остывание продолжается одну минуту. О труднодоступных участках можно забыть. Дело в том, что сама пайка выполняется на конкретном месте уже собранных ранее деталей. Это очень удобно, когда нужно провести установку закрытой отопительной системы. Такие работы можно проводить даже при небольших морозах, однако температура не должна быть ниже -15 °С. При более низких значениях пользоваться паяльником запрещается.
Применение электрофитингов позволяет строительным фирмам ускорить работы на больших объектах.
Частный сектор редко пользуется подобным способом, так как стоимость этого оборудования очень высока. Цена электромуфтового прибора находится в диапазоне 80-100 тыс. р.
Холодная сварка
Чтобы применять такую методику, необходимо иметь специальный клей, предназначенный для размягчения верхнего слоя изделия. Это один из способов соединения полипропиленовых труб без паяльника.
Как пользоваться
- проводится подгонка деталей;
- приобретается подходящий комплект фитингов;
- соединяемые поверхности хорошо обезжириваются;
- на каждую плоскость наносится слой клея;
- вставленные детали плотно фиксируются на протяжении 20 секунд;
- запрещается смещение элементов в течение одного часа.
В результате соединение становится прочным и надежным, похожим на пайку.
Запрещается нагрев склеенных швов. Холодная сварка может использоваться только для установки холодного водопровода!
Другой способ соединения изделий из ПП без паяльника заключается в использовании горелки. Установить температуру на этом приборе нельзя, потому придется делать все на глаз.