Припой для пайки медных труб
Содержание:
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
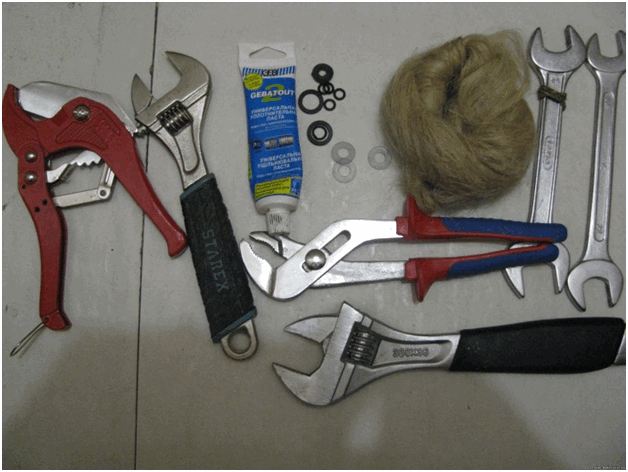
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Разновидности
1S относится к мягким припоям. У него в составе имеется серебро. Он подходит не только для труб из меди, но и для бронзовых изделий, латуни, которые применяются как для горячего, так и для холодного водоснабжение. В его составе нет флюса, так что приходится использовать его дополнительно или применять пасту.

Припой 1S для пайки медных труб
Rosol 3 является мягким припоем, который для своей работы требует дополнительное использование флюса. Температура плавления у него относительно низкая и составляет 240 градусов Цельсия, что помогает беспроблемно работать с тонкими изделиями. Он пригоден для медных, латанных, бронзовых труб и фитингов. После применения одинаково хорошо проявляет себя как при высоких, так и при низких температурах.

Припой Rosol 3 для пайки меди
Rolot 94 относится к припоям твердого типа. Это высококачественный материал для работы с медью, латунью и красной бронзой. Лучше всего его использовать для щелевой и капиллярной пайки труб, которые ставятся без фитингов. Это припой для пайки медных труб имеет достаточно высокую рабочую температуру, которая достигает 730 градусов Цельсия, так что с тонкостенными материалами его не стоит применять. Отличительной особенностью его является большой интервал плавления.

Медный припой rolot 94
Rolot 2 является специальным твердым припоем, так как не нормирован. В его составе имеется низкий уровень содержания серебра. Он подходит для стандартных процедур пайки и хорошо обеспечивает процедуры монтажа.

Припой Rolot 2 для пайки медных труб
В особую категорию можно отнести припои для пайки пищевой меди, так как они не должны содержать ни каких вредных веществ, которые бы смогли повредить здоровью. Среди них выделяют следующие варианты:
Оловянно-медный – низкотемпературный материал, который быстро расплавляется, при этом образуя высококачественное соединение, стойкое к воздействию коррозии. Состав – (S-SN97Cu3).
Оловянно-медный припой
Медный, с добавлением цинка и серебра, при этом основным материалом здесь является серебро, так как составляет целых 44%, тогда как меди всего лишь 30%, а цинка – 26%. Это высокотемпературный припой для пайки медных труб, который дает пластично, но при этом прочное соединение, не поддающееся коррозии и обладающее высокой теплопроводностью.

Медный припой с серебром
Серебряно-оловяный – низкотемпературный материал, который быстро расплавляется, при этом образуя высококачественное соединение, стойкое к воздействию коррозии. Состав – (S-Sn97Ag5).

Серебряно-оловянный припой
Медно-фосворный – высокотемпературный материал, который может использоваться без дополнительного применения флюса. Дает прочный шов, эластичность которого напрямую зависит от температуры. В составе медь занимает 94%, а фосфор – 6%

Медно-фосфорный припой
Припой для пайки меди серебром относится к высокотемпературным. Шов получается прочным и одновременно пластичным. Следует использовать дополнительный флюс. Большим недостатком является высокая стоимость.

Припой для пайки меди серебром
Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.


Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.


Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.


В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов.
Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва.
Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность
В местах, куда флюс не попал, стыковочный шов разрушится.
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства.


В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.

Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно

Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.

Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Пайка медных труб. Виды припоя
Медь благодаря своей слабой подверженности коррозии прекрасно поддается пайке. При этом нет необходимости применять тяжелую артиллерию средств для подготовки соединяемой поверхности. Лучше всего контактируют в процессе пайки с медью серебро, олово и другие металлы и сплавы.

Электрический аппарат для пайки медных труб REMS
Для медных трубопроводов применяют капиллярную пайку, основанную на явлении капиллярности, т.е. возможности движения жидкости по узким каналам за счет адгезии даже в направлении, противоположном воздействию силы тяжести. Благодаря этому свойству припой может равномерно заполнять зазоры, не зависимо от положения труб.

Поведение припоя в процессе пайки
При этом пайка может проводиться с применением как легкоплавких припоев, так и средне- и высокоплавких. При помощи первых осуществляют низкотемпературную пайку, вторые и третьи необходимы для высокотемпературной пайки. Выбор припоя зависит от условий эксплуатации готового трубопровода.
Припой для пайки медных труб
К легкоплавким, их еще называют мягкими, припоям относится олово, а также славы, в которых оно является основным компонентом: оловянно-серебряные, оловянно-медные, оловянно-медно-серебряные. К этому типу относятся и припои на основе свинца. Но он токсичен, поэтому применение припоев с этим металлом не допустимо при монтаже водопровода для питьевой воды. Несмотря на то, что мягкие припои не особо прочные, при капиллярной пайке даже с применением низкотемпературных припоев возможно получение высокопрочных сантехнических труб. Легкоплавкие припои применяют для соединения медных труб, диаметр которых составляет 6 -180 мм. Их предпочитают по той простой причине, что они работают при низких температурах. В то время как при высоких температурах медь может потерять твердость.
Среднеплавкие и высокоплавкие припои объединяют под названием «твердые припои». Для высокотемпературной пайки медных труб используют припои на основе меди и серебра, а также некоторых других металлов. Они позволяют получить прочный и устойчивый к воздействию высоких температур и давления шов.
Медно-фосфорный припой L-CuP6
Наиболее популярные среди них:
- серебряные;
- медно-фосфорные;
- медно-серебряно-цинковые.
Два последних не требуют применения флюса.

Флюс для пайки меди, алюминия и других металлов
Основное преимущество твердых припоев связано с прочностью и высокой температурной устойчивостью полученных швов. Высокотемпературной пайкой осуществляют соединение медных труб диаметром 6-159 мм, в водоснабжении диаметр труб, соединяемых такой пайкой, не должен быть меньше 28 мм.
На практике среди мягких припоев наиболее популярный оловянно-медный, среди твердых для соединения медных труб чаще применяют медно-фосфорные припои. Точная рецептура их изготовления и процентное содержание компонентов колеблется у разных производителей.
Видео — Пайка медных труб
Электрический аппарат для пайки медных труб REMS
Флюс для пайки меди, алюминия и других металлов

Твёрдый припой для пайки медных труб

Спаяные медные трубы
Припой для пайки труб из меди

Пайка медных труб
Поведение припоя в процессе пайки
Припой для пайки медных труб
Оборудование и материалы, необходимые для пайки
Как и любой технологический процесс, пайка требует применения специальных приспособлений и средств. В первую очередь, необходимы следующие инструменты для пайки труб из меди.
Горелка. Она может быть различной конструкции. При выборе стоит учитывать, с каким припоем вы собираетесь работать, ведь для каждого из них нужна определенная температура.

Горелка для пайки медных труб
Конструктивно, горелки могут работать:
- от одноразовых баллончиков с горючим газом (более компактный вариант),
- от стандартных заправляемых баллонов.

Труборез для медных труб
Для резки заготовок лучше всего применять специальные труборезы. В принципе, можно обойтись и простой ножовкой, но с ней очень проблематично выполнить обрезку в некоторых тяжело доступных местах, да и чистота реза будет невысокой. Стоимость инструмента напрямую зависит от диаметра труб, которые им можно обрезать.
Соединение медных труб без дорогостоящих фитингов, методом телескопической стыковки (одна трубка входит в другую, имеющую несколько больший диаметр), с последующей капиллярной пайкой твердым припоем, можно вполне осуществить для бытовых водопроводных и отопительных сетей, температура воды в которых не превышает 110 градусов. Для этого нужен специальный труборасширитель.
Для устранения заусениц и задиров на обрезе заготовки необходимо устройство для снятия фаски, они также выпускаются в различных модификациях.
Для пайки трубопроводов различного назначения, а тем более элементов, которые будут работать в особо ответственных условиях, необходимы специальные припои.
- Стандартный. Применяется наиболее часто, но не рекомендован для применения в системах питьевого водоснабжения.
- Мягкий припой. Расходный материал, применяемый для пайки фитингов и изделий из красной бронзы, широко применяется для соединения медной трубы посредством латунных фитингов.
- Твердые припои. Наиболее востребованные припои при соединении медных труб. Его применение при капиллярной пайке практически любых коммуникаций, даже газовых линий, обеспечивает надежное соединение. Такие припои, относящиеся к категории медно-фосфорных серебросодержащих расходных материалов для пайки, не требуют дополнительного применения флюса. Однако, не рекомендуются при соединении изделий из алюминиевой бронзы и сплавов, содержащих больше чем 10% никеля, это обусловлено некоторой хрупкостью припоя.
- Серебряные припои являются наиболее дорогими, но с их помощью можно выполнять соединения различных цветных материалов.
Для предотвращения образования окислов в месте пайки, при применении стандартных и мягких припоев, обязательна обработка флюсом.
Спаивание труб из меди
Припои, предназначенные для спаивания медных труб, прекрасно справляются с медью в чистом виде, а также с другими дополнительными сплавами. С помощью флюса можно быстро и без проблем удалить окисление, поэтому процесс значительно упрощается. Другие металлы образуют оксиды, которые флюсы растворить практически не в состоянии, поэтому стоит позаботиться о решении данной проблемы. При спаивании медных труб необходимо использовать вариант с нахлестом, чтобы конструкция была максимально прочной, а срок эксплуатации стал долгим. Чтобы соединение стало качественным и прочным, необходимо делать нахлест не меньше 5 мм. Швы здесь делаются любой толщины, причем от этого не зависит качество соединений. Во время спаивания остаются мелкие зазоры, чтобы припой одинаково втянулся в отверстие и стал герметичным.

Виды припоев для медных труб
- 1S является припоем мягкого типа. В его состав входит серебро. Он прекрасно подойдет не только для медных труб, но и для заготовок из бронзы и латуни, которые часто используются для водоснабжения. В данном припое отсутствует флюс, поэтому его необходимо приобретать дополнительно.
- Припой Rosol 3 относится к материалам мягкого типа, при его использовании необходимо приобретать флюс. Плавится он при температуре 240 градусов по Цельсию. Именно поэтому он замечательно подходит для спаивания тонких изделий. После спаивания замечательно держится при низких и высоких температурах.
- Припой Rolot 94 является твердым. Этот материал самого высокого качества применяется для работы с медными изделиями, красной бронзы и латуни. Обычно его используют для спаивания труб капиллярным методом. Температура плавки его достигает 730 градусов по Цельсию, поэтому не рекомендуется его применять для работы с изделиями с тонкими стенками.
- Припой Rolot 2 является ненормированным припоем твердого типа. В нем имеется некоторое содержание серебра, поэтому материал прекрасно подходит для спаивания изделий стандартного типа.
Необходимо отдельно отметить припои для спаивания меди пищевого типа. Они должны быть полностью безвредными для здоровья человека. Такие припои также имеют несколько типов:
- Оловянно-медный припой включает в себя цинк и серебро. Такой припой используется для спаивания труб из меди при высоких температурах, который способен обеспечить пластичное и высококачественное соединение, которое устойчиво к коррозиям и имеет долгий срок эксплуатации;
- Серебряно-медный припой является низкотемпературным материалом, расплавляется очень быстро и образует прочное соединение, устойчивое к коррозиям;
- Медно-фосфорный припой является высокотемпературным материалом, при его применении нет необходимости приобретать дополнительный флюс. Шов получается эластичным и качественным;
- Медно-серебряный припой является высокотемпературным. Швы получаются очень прочными и пластичными. При его применении необходимо приобретение дополнительного флюса. Стоимость его довольно высокая, поэтому подходит не каждому.