Гост 25229-82. основные нормы взаимозаменяемости. резьба метрическая коническая
Содержание:
- Дюймовая нарезка
- Подготовка к нарезанию внутренней резьбы
- Особенности дюймовой конической резьбы
- Принципы обозначения
- Чем отличается от метрической резьбы
- Разметка труб, конусов, переходов | Разметочные работы
- Определение шага
- Как выкрутить сломанный метчик
- Виды и классификация: дюймовая Fanuc и другие
- Как отличить метрическую резьбу от дюймовой
- Общая информация, маркировка
Дюймовая нарезка
Определенные нормы дюймовой нарезки, которые оговаривают требования к ней, дает нам ГОСТ. Нормы рассматриваются по двух основным параметрам – шагу и диаметру (внешнему и внутреннему).
Изделия с дюймовой резьбой имеют специальный штуцер, который имеет вид суженого конуса. Данный элемент дает возможность соединить детали в одну максимально прочную конструкцию. Часто применяются для водопроводных труб и нефтегазовых систем.
Круглая резьба
Практична в применении для санитарно-технической арматуры, в условиях, где нужно обустройство часто разъемных соединений.
Ее особенности позволяют продлить срок службы соединений за счет своей прочности, детали имеют высокую сопротивляемость к значительным нагрузкам, используют в условиях повышенной загрязненности среды.
Круглую резьбу используют в основном для смесителей, кранов, вентилей, шпинделей и других подобных элементов.
NPSM
National pipe thread, соответствует стандарту резьбы США. Его относят к цилиндрическому дюймовому типу. Параметры профиля соответствуют 60 градусам, форма профиля — треугольник.
NPT
Отличается от NPSM тем, что является стандартом в Соединенных Штатах Америки. Данный тип отличается практичностью использования в условиях с высоким давлением.
С последними двумя типами потребители обязательно столкнуться, приобретая сантехнические изделия и арматурные трубы американского производства.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
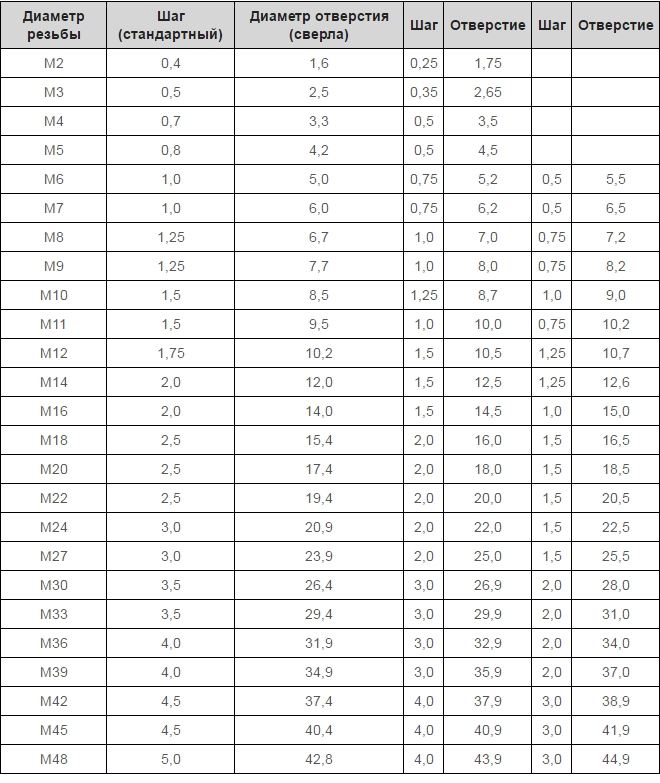
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Особенности дюймовой конической резьбы
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
- вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
- угол профиля является константой и равняется 55°;
- конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
- максимальный диаметр конуса равен 6’’;
- вершины треугольника резьбы всегда обрезаны или притуплены;
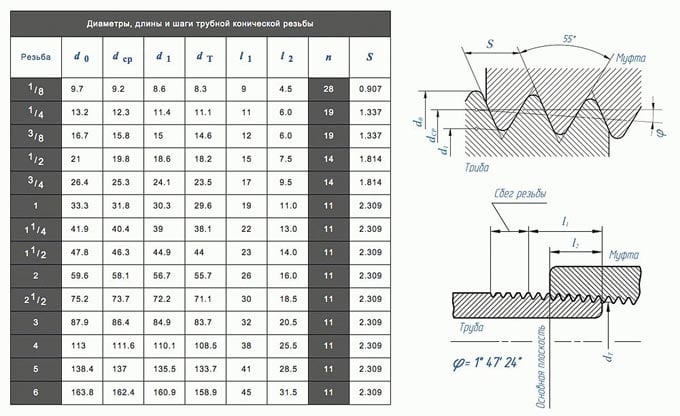
- основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.
Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.
Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Читать также: Поисковая катушка для металлоискателя своими руками
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1.
В каких единицах измеряется метрическая резьба: •В мм2.
В каких размерах (единицах) выражается шаг дюймовой резьбы: •Число витков на длине 1 дюйма3.
В комплект, состоящий из 3 метчиков, входят, черновой, средний и чистовой метчики. У которого из них заборная часть имеет 3-4 срезанных нитки: •Черновой4.
Высоколегированные стали имеют суммарное содержание легирующих элементов •Более 10%5.
Для лекальных, граверных работ и для зачистки применяются: •Надфили6.
Для обработки какого материала предназначены рашпили •Очень мягких металлов и неметаллов7.
Для опиливания стали и чугуна применяют напильники •С двойной насечкой8.
Для разметки стальной поверхности нанесения линий (рисок) применяют: •Чертилку9.
Для чего перед шабрением поверхность детали окрашивают: •Для выявления неровностей10.
За один рабочий ход шабером снимается слой металла толщиной •0,005-0,07 мм11.
Зенкерование применяется для: •Обработки отверстий полученных ковкой, штамповкой, литьем и предварительно просверленных12.
Зенкерование применяют для: •Увеличения отверстия под головки болтов и винтов13.
Изменение формы и размеров изделия под действием внешне и внутренней силы называется: •Деформация14.
Инструмент, применяемый при рубке металла •Применяется: слесарная ножовка, труборез, ножницы по металлу15.
Казалось бы что в трубах сложного? Соединяй и крути. Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет )
Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.
Чем отличается от метрической резьбы
- Резьбовые гребни у дюймовой резьбы являются более острыми в сравнении с метрическими гребнями. Связано это с тем, что угол между плоскостью детали и гребнем составляет 54-55 градусов (тогда как у метрических деталей он равен 60 градусов).
- Из-за более острого угла наклона изменяется также профиль резьбовых гребней. У дюймовых деталей гребни являются более длинными, но менее широкими. Тогда как метрический профиль обладает обладает более сбалансированной формой гребней (они более широкие и менее длинные).
- Разница профилей делает невозможным соединение деталей с метрической и дюймовой резьбой. Вкручивание отдельных запчастей приведет к повреждению стенок деталей, а само резьбовое соединение будет очень хрупким. У соединения будет отсутствовать герметизация, что может привести к подтеканию и растрескиванию труб при транспортировке жидкостей.
Стандартная резьба маркируется с помощью метрических единиц измерения (миллиметры, сантиметры, метры). На объекты с дюймовой резьбой могут наноситься измерения, выраженные в дюймах. Дюйм — это неметрическая единица измерения длины. Ее используют в государствах, которые используют английскую систему мер. Основные страны — Великобритания, США, Канада, Новая Зеландия, Австралия и другие. Дюймы можно перевести в обычные метрические единицы измерения, а 1 дюйм равен 25,4 миллиметров. Дюймы имеют специальное обозначение в виде двух насечек (») — это символ ставится после указания количества дюймов. При необходимости можно перевести дюймы в миллиметры и обратно. Алгоритм перевода:
- Если нужно перевести дюймы в миллиметры, то нужно умножить количество дюймов на число 25,4. Скажем, диаметр сечения трубы составляет 2,5 дюйма. Для перевода дюймов в миллиметры нужно умножить 2,5 на 25,4 — мы получим 63,5 сантиметра.
- Если нужно перевести сантиметры в дюймы, то следует количество миллиметров разделить на число 25,4. Скажем, длина шурупа составляет 40 миллиметров. Для перевода сантиметров в дюймы разделим 40 на 25,4 — мы получим приблизительно 1,57 дюймов.

Разметка труб, конусов, переходов | Разметочные работы
Разметка труб в основном сводится к разметке длины детали. Обычно детали из труб в судовых конструкциях (пиллерсы, стойки и др.) располагают вертикально и их торцы обрезают перпендикулярно образующей, т. е. оси трубы. При этом на трубе указывают ее длину и по этим рискам размечают места обрезки верхней и нижней кромок.
Если плоскость реза неперпендикулярна образующей трубы, то необходимо сделать развертку. Кромки обреза на развертке в этом случае получают с помощью построения развертки усеченного цилиндра. Разметка для изготовления труб, состоящих из двух цилиндров одинакового сечения, соединенных друг с другом под прямым углом и лежащих своими осями в одной плоскости, сводится к развертке прямых цилиндров, усеченных наклонной плоскостью (рис. 64).
Рис. 64. Развертка колен трубы, соединенных под прямым углом
Построение развертки боковой поверхности усеченного кругового цилиндра выполняют следующим образом: проводят окружность основания цилиндра диаметром D и делят ее на 8 (12) равных частей; точки деления окружности проектируют на усеченную часть цилиндра и получают ряд образующих: 1 — I,2 — II,3 — III, 4 — IV, 3′ — III’, 2 — II’, 1′ — I’. В стороне проводят прямую линию 0 — 0′, равную длине развертки цилиндра пDн. Линию 0 — 0′ делят на 8 (12) равных частей, наносят на ней точки 1, 2, 5, 4, 3′, 2′, 1′ и через них проводят перпендикуляры к прямой 00′.
На каждом перпендикуляре откладывают соответствующую длину, равную образующей усеченной части цилиндра 1 — I, 2 — II, 3 — III, 4 — II’, 3′ —III’, 2′ —II’, 1′ — I’. Соединяя концы образующих плавной кривой, получают развертку боковой поверхности усеченного цилиндра (трубы).
Разметка конической трубы с различными диаметрами (рис. 65, а) сводится к построению развертки усеченного конуса с диаметрами большего основания D и малого основания d и высоты Н. По разметкам D, d и Н строят боковую проекцию конуса AC BE. Продолжая образующие конуса АЕ и С В до пересечения, находят центр 0, лежащий на средней осевой линии, и из него проводят две дуги через точки А и Е. От произвольной точки Л, лежащей на верхней дуге, при помощи тонкой рейки откладывают длину окружности большого основания пD, отмечают точку C1 и соединяют точки A1 и C1 с точкой 0. Проведенные линии пересекают малую дугу в точках Е1 и В1. Фигура A1C1B1E1 и является полной разверткой усеченного конуса.
Для разметки перехода с прямоугольного сечения на круглое (рис. 65,6) строят развертку усеченного конуса, у которого диаметр верхнего основания (окружности) d, условный диаметр нижнего основания (прямоугольника) D и высота Н. Величину D определяют, предполагая, что длина его окружности равна периметру прямоугольного перехода, т. е. 2 (А + В). Приравнивая 3,14D = 2(А + В) находят величину
Строят боковой вид конуса acbd по размерам d1D и Н и определяют центр развертки 0 и из нее через точки а и с проводят дуги оснований конуса. На верхней дуге откладывают длину окружности диаметром d(пd), а на нижней дуге — стороны прямоугольного основания А и В. Чтобы обеспечить плавность перехода при гибке, на развертке наносят линии рассечки 1, 2, З, 4, которые направлены в точку 0, а по длине они равны 2/3H.
Рис. 65. Развертка патрубков с разными основаниями: а — при переходе с одного диаметра на другой, б — при переходе с прямоугольного сечения на круглое
www.stroitelstvo-new.ru
Определение шага
Для установления резьбы, и ее шага используют мерительный инструмент под названием резьбомер. Допустимо использование металлической линейки или штангенинструмента, в этом случае штангенциркуля. Есть и «народный» метод измерения шага. Но его желательно использовать только тогда, когда тогда под руками не специального мерительного инструмента.
Для реализации «народного» способа необходимо конец трубы прокатить по листу бумаги и подсчитать количество оттисков на расстоянии в один дюйм в результате будет получено количество витков. Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Виды и классификация: дюймовая Fanuc и другие
По форме поверхности трубы, на которой выполняется резьба, она может быть:
- Цилиндрической – традиционная нарезка на прокате постоянного диаметра;
- Конической – здесь основанием выступает конусная труба, то есть та, у которой наружный диаметр к торцу постепенно уменьшается.
При этом различают внутреннюю и наружную винтовую нарезку в соответствии с ее расположением на стенках. Назначение же может быть только одно: трубная внутренняя коническая резьба, как и наружная, образует крепежно-уплотняющие соединения.
По привязанной системе измерений выпускаются трубы с резьбой двух типов:
- Метрическая (с углом профиля 60º) – наиболее распространенный вид соединений, применяемых в нашей стране при производстве нового оборудования.
- Дюймовая (α=55º), чей наружный диаметр и прочие параметры привязаны к английской системе мер, то есть выражаются в дюймах. Коническая дюймовая резьба отличается тем, что не имеет привязки к шагу нарезки. Вместо этого используется количество витков на единицу длины.
Направление витков может быть правым, реже – левым. Также следует учитывать количество их заходов.

- LiveJournal
- Blogger
Нормальная
Для диаметров от 1ʺ до 6ʺ чаще используют нарезку в 11 ниток на дюйм.
Мелкая
Отличается большим количеством витков на единицу длины благодаря сокращенному шагу нарезки. Делается это для сохранения толщины и прочности стенок, максимальной герметичности соединений или тонкой регулировки взаимного расположения деталей.
Для труб диаметром не больше дюйма (½ʺ и ¾ʺ) принимают 14 витков, но возможна нарезка 19 и 28 ниток при d от 1/16ʺ до 3/8ʺ.

- LiveJournal
- Blogger
Как отличить метрическую резьбу от дюймовой
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Читать также: Параллельное соединение светодиодной ленты
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
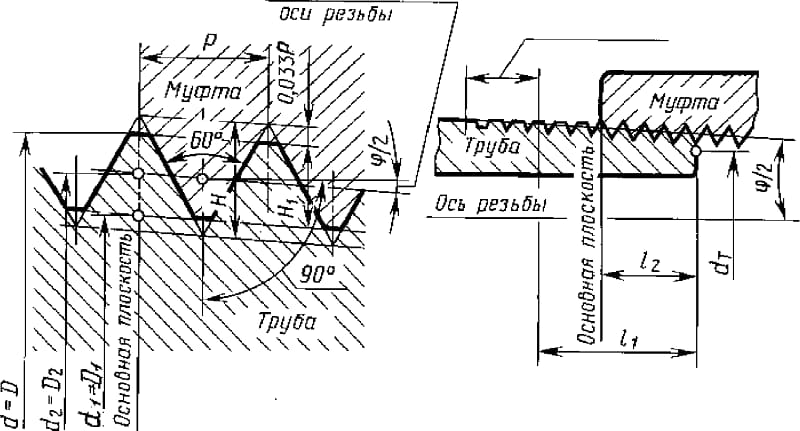
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Общая информация, маркировка
Трубная коническая резьба класса NPT существует в двух конфигурациях – наружная и внутренняя. Штуцер трубы с такой резьбой имеет форму суженного конуса, за счет такой структуры обеспечивается повышенная прочность соединения двух элементов трубопровода между собой.
Для соединения двух труб коническая резьба формируется на штуцерах каждой из них, при этом на одной нарезается внутренний, а на другой – внешний конус. Угол наклона конуса унифицирован и составляет 3 0 34’49”, что равно конусности (С)1:16.
Существует два типа размерности конической резьбы – дюймовая и метрическая, в зависимости от которых отличается номенклатурное обозначение NPT соединения на схемах и чертежах. Если одна из сторон трубы либо фитинга, на которой нарезан конус, метрическая, используется аббревиатура NPT-E, если же обе стороны соединяемых конусов дюймовые дополнительная аббревиатура не используется и указывается просто NPT.
Технические требования к размерам и конфигурации NPT резьбы приведены в следующих международных стандартах:
- ANSI/ASME B36.10M;
- BS 1600, 10255;
- DIN 2999.
Также существуют отечественные нормативные докумены на коническое соединение:
- ГОСТ №6111-52 “Резьба коническая дюймовая с углом профиля 60 градусов”;
- ГОСТ №6211-81 “Основные нормы взаимозаменяемости – резьба трубная коническая”.
На сегодняшний день в специализированных магазинах представлено широкое количество переходников и , имеющих с одной стороны цилиндрическую, а с другой – коническую нарезку, что позволяет без проблем использовать трубы с штуцерами американского стандарта.