Споттер своими руками
Содержание:
- Схема управления
- Как сделать споттер?
- Ключевые функции и технические характеристики споттера
- Сварочный аппарат на основе инвертора
- Особенности эксплуатации аккумуляторного споттера и меры безопасности
- Советы специалистов
- Изготовление пистолета
- Как правильно работать с механизмом?
- Усадка растянутого металла
- Особенности эксплуатации
- Особенности применения споттера
- Общая информация
- Функциональность споттеров серийных моделей
- Трансформатор и его модификации
Схема управления
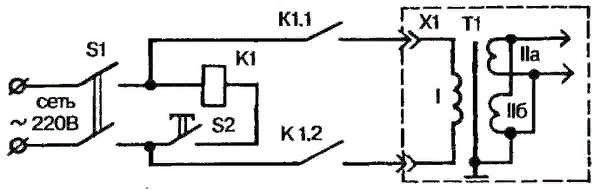
Для управления сварочным процессом используются короткие импульсы, формируемые в специальной электронной схеме. При изготовлении споттера на основе старого агрегата также необходимо предусмотреть блок управления, позволяющий коммутировать значительный по величине выходной ток.
Для решения этой задачи сформированные вручную импульсы подаются на первичную обмотку ТТ (простейшая управляющая схема изображена на рисунке ниже).
Простая схема коммутации
К недостаткам такого управления следует отнести:
- Посредством приведённой на рисунке кнопки коммутируется сетевое напряжение, что крайне опасно;
- При размыкании механических контактов происходит сильное искрообразование;
- Даже если заменить включатель сети тяговым реле от стартера, управляемым кнопочным механизмом, то такая схема, несмотря на усовершенствование, всё равно будет недоработанной.
Обратите внимание! Для реализации тягового принципа допускается использование комбинации «мощный пускатель плюс автомобильное реле» (причем последнее может быть любой марки). При выборе этого сочетания реле срабатывает при подаче напряжения 12 Вольт, а его переключение вызывает срабатывание силового контактора. Однако и данный вариант управления не лишён недостатков, поскольку в этом случае не удаётся точно задавить интервал воздействия (ширину импульса)
Однако и данный вариант управления не лишён недостатков, поскольку в этом случае не удаётся точно задавить интервал воздействия (ширину импульса)
При выборе этого сочетания реле срабатывает при подаче напряжения 12 Вольт, а его переключение вызывает срабатывание силового контактора. Однако и данный вариант управления не лишён недостатков, поскольку в этом случае не удаётся точно задавить интервал воздействия (ширину импульса).
Для тех, кто владеет азами электроники и умеет обращаться с паяльником, подойдёт более сложная в исполнении, но зато надёжная в эксплуатации электронная схема управления (смотрите фото ниже).
Тиристорная управляющая схема
Здесь на входную обмотку ТТ рабочие импульсы поступают с электронного прибора – тиристора, открываемого при воздействии напряжением на его управляющий электрод. Включённый в его цепь конденсатор (С1) при разомкнутом кнопочном контакте заряжается через элементы V1-V4 диодного моста. При нажатии кнопки емкость разряжается через резистор R1 и непосредственно через цепь управляющего электрода тиристора, что приводит к его включению.
Находиться во включённом состоянии электронный прибор будет до тех пор, пока конденсатор полностью не разрядится (этот интервал можно подстроить переменным резистором R1). Для последующей операции запуска кнопку нужно сначала отпустить, а затем опять нажать (её выдержкой и определяется сварочный интервал).
Трансформатор T1 может быть любого типа (с напряжением на вторичной обмотке 12 Вольт). Параметры тиристора должны удовлетворять условиям эксплуатации, то есть допускать его работу при напряжениях до 400 Вольт и токах не менее 50 Ампер. Для этих целей вполне подойдёт электронное изделие марки Т132-50.
В заключительной части обзора напомним, что сварочное оборудование типа «споттер» чаще всего востребовано при кузовном ремонте и подобных ему работах с листовым металлом. В связи с этим при выборе выходной мощности самодельного агрегата обязателен учёт толщины листового материала, с которым преимущественно предстоит работать.
Как сделать споттер?
Прежде чем начать собирать споттер своими руками, необходимо применить профилактические меры при работе с током — под ногами в обязательном порядке должен находиться резиновый коврик, а все правила безопасности при работе с электроприборами должны скрупулезно соблюдаться.
Необходимые материалы
Для того чтобы сделать споттер своими руками из инвертора, понадобятся:
- привод на 12 вольт, обеспечивающий кнопочное управление реле (можно применить подходящий трансформатор от старой техники);
- тиристор, рассчитанный на напряжение 200 вольт;
- реле (30 Ампер);
- диодный мостик;
- контактная группа на 220 вольт;
- любая подходящая кнопка для управления.
Отличной основой для самодельного споттера может стать сварочный полуавтомат.
Сборка
Как сделать споттер из сварочного устройства? Очень важно изменить первоначальную конфигурацию так, чтобы на выходе споттер из инвертора обладал силой тока в 1500 Ампер. Схема споттера
 Схема споттера
Схема споттера
Процесс сборки состоит из следующих этапов:
- С аппарата снимают вторичный слой (как правило, их два).
- Рассчитать, сколько витков потребуется на 1 вольт. Для этого мотаем медную проволоку на первичную обмотку, после чего замеряют показатель вольт и полученную цифру делим на количество витков.
- Из вторичной обмотки делается шина. При этом сечение данного элемента должно быть равно или даже больше 16 миллиметров, а напряжение – 6 вольт. Если сечение имеет меньший диаметр, то делим шину на несколько частей, после чего закрепляем все составные скотчем.
- Понадобятся две шины с изоляционной обмоткой. Изоляция должна проводится постепенно в следующей последовательности: слой изоленты – слой скотча – слой изоленты. Допускается установка клепок на открытых краях.
- Полученные шины наматываем на трансформатор. Поскольку эта процедура достаточно сложен, то тем, кто никогда не наматывал подобные элементы, понадобится посторонняя помощь и дополнительные инструменты, например молоток. Трансформатор и первичная обмотка не обязательно должны быть скреплены «намертво», достаточно просто не повредить шину и обеспечить ровную ее посадку.
- Измеряем мощность. При ее соответствии нужным параметрам процесс изготовления споттера близится к концу. Если же обнаружены отклонения, то можно попробовать изменить подключение проводов к первичной обмотке.
Изготовление трансформатора
Одной из важнейших деталей самодельного точечного сварочного приспособления является трансформатор. Его изготовление считается самым трудоемким процессом.
Обязательным этапом является процесс намотки, который отбирает массу времени.
Ее можно производить на кольцевом или же ш-образном железе алюминиевым или медным проводом. Между намотанной проволокой делается многослойная изоляция из трансформаторной бумаги или лакоткани. Для обеспечения оптимальной надежности бумага пропитывается парафином.
Изготовление стаддера
Сварочный пистолет можно сделать из полуавтомата, внеся некоторые изменения. Внутри полуавтомата крепится ось из латуни, а клещи изготавливаются из трубы диаметром 2×2 см. Проводник, соединяющий пистолет и трансформатор, должен иметь сечение большее, чем сечение шины или же равное.
Продуктивность работы прибора зависит и от параметров проводов – чем короче и толще они будут, тем эффективнее будет функционировать агрегат.
Ключевые функции и технические характеристики споттера
Независимо от рода устройства: заводская (используется в промышленности) или самодельная конструкция, у них одинаковые функции:
- сваривание элементов корпуса с использованием ремонтных шайб;
- точечная сварка электродом из металла. Штырь подбирается прочный, чтобы с его помощью удалось вытянуть корпус;
- способность нагревать детали корпуса посредством электрода углеродного типа и резко охлаждать основу. Подобная функция способствует созданию осадки металла;
- за счёт двух режимов работы улучшается эффективность и простота применения устройства. При активации первого режима наступает стабильная работа, он предназначен для использования с углеродным электродом. Второй режим подразумевает непродолжительное включение, время активности выставляется вручную. Используется вместе с железным электродом, нередко применяется для установки шайб;
Споттеры для точечной сварки должны быть ограничены временем сваривания детали
В аппарат встроена охладительная система и термостат для деактивации в случае сильного нагрева. Отключение и включение выполняется автоматически при достижении установленных отметок.
Базовые характеристики споттеров:
- напряжение в сети питания для правильной работы установки – 220 В (иногда 380 В);
- частота переменного тока – от 50 до 60 Гц;
- предельная мощность аппарата – 10 кВт;
- сила тока в режиме максимальной нагрузки – 1300 А;
- напряжение во 2-м слое обмотки сварочной установки – 8-9В;
- диапазон времени активности – от 0 до 1,2 с;
- 2 режима работы: с включением таймера (для сварки по точкам) и непрерывная работа в стандартном режиме и темперировании;
- производительность при установке режима точечной сварки при соотношении с предельной мощностью на выходе – 15%;
- производительность в случае использования угольной сварки в отношении к максимальной мощности на выходе – 75%;
- усилие на разрыв иглы – свыше 100 кг;
- тяговое усилие в отношении шайбы – свыше 100 кг;
- габариты конструкции – 380х290х840 мм;
- масса – 32 кг.
Сварочный аппарат на основе инвертора
Наиболее распространенным является самодельный споттер из сварочного аппарата, хотя его также можно собрать и не из сварки. Споттер — это ответвление контактной сварки. Но в нем нет клещей, поэтому устройство считается аналогом обычной электродуговой сварки, где ток проходит сквозь металл. Один контакт присоединяется к кузову, а второй — это шток и насадка.
Контактная сварка своими руками из инвертора имеет две главные составляющие:
- Сварочный инвертор,
- Тиристорное реле.
Самостоятельная сборка проводится с помощью таких деталей:
- Тиристор номиналом 200 В.
- Понижающий трансформатор 122 В для управления реле посредством выключателя.
- Реле мощностью 30 А.
- Диодный мост.
- Контактная группа на 220 В.
- Выключатель реле.
Через диодный мост трансформатор подключается к сети, и в то же время подключен тиристор электрореле. Трансформатор подает питание на управляющую ветку тиристорной цепи.
Сборка устройства
Инверторные сварочные аппараты являются хорошим вариантом для сборки споттера. Главное — сконфигурировать аппарат так, чтобы прибор с постоянным током выдавал не менее 1500 Ампер.
Сборка осуществляется поэтапно:
- Снять с прибора вторичную обмотку, чаще всего их две.
- Установить необходимое количество витков на 1 В. Для этого можно обернуть первичку медной проволокой и измерить вольтаж. Полученную цифру разделяют на количество витков проволоки. Результат и есть нужное количество витков.
- При намного меньшем сечении шина разделяется на несколько частей и скрепляется специальной изолентой с наличием материи. Количество разделов вычисляется из первичного показателя. С показателем 40 мм2 шину разделяют на четыре части.
- Необходимы две шины с обмоткой и изолентой. Изолировать нужно последовательно.
- Полученные шины наматывают на трансформатор. Для этого может понадобиться молоток и помощь второго человека.
При достижении необходимой мощности тока прибор считается готовым.
Подготовка трансформатора
Такое устройство, как споттер, предполагает перемотку трансформатора. Процесс является трудоемким и считается самым сложным. На обмотку нужно много времени, но без этого не обойтись. Обмотка может быть разных типов. Изоляция мотков может быть из лакоткани либо из трансформаторной бумаги.
Трансформатор, который будет обеспечивать формирование тока, сложно найти, но можно изготовить. Для этого понадобится магнитопровод, который будет основой, с сечением не меньше 400 мм2. Размер рассчитывается с учетом размещения обмотки.
Различают три типа размещения обмотки:
- Ш-образное,
- О-образное,
- Тороидальное.
Магнитопроводы могут быть пластинчатыми и ленточными. Выбор индивидуальный. Для Ш-образного типа первичная обмотка состоит из 200 витков, и для нее понадобится провод сечением 2.5 мм2. Вторичная обмотка насчитывает 7 витков, для чего понадобится провод с сечением 50 мм2 или шина необходимого сечения с изоляцией.
Длину концов вторичного провода рассчитывают для подключения к выходным клеммам, а первичного — к электроцепи прибора. Трансформатор пропитывается шеллаком.
В чертеже электросхемы имеется питающий трансформатор, напряжение вторичной обмотки в котором — 12 В. Подойдет также любой другой трансформатор, удовлетворяющий параметрам. Для контроля напряжения на устройстве его можно оснастить дополнительной обмоткой.
Тиристор должен соответствовать параметру: обратное напряжение не меньше 220 В, а прямой импульсный ток — не меньше 50 А. Диоды подбираются по таким же параметрам. Используется резистор с номиналом 100 Ом и конденсатор 25 В 1000 мкФ.
Последовательность работы самодельного споттера:
- Включение кнопки и разрядка конденсатора, кратковременное включение резистора и тиристора.
- Подача переменного напряжения на первичную обмотку трансформатора через диоды.
- Сваривание деталей и электрода.
- Разрядка конденсатора, закрытие тиристора и обесточивание силового трансформатора.
- Работа завершена, продолжается зарядка конденсатора от трансформатора для дальнейшей работы.
Важно помнить, что тиристор и диоды могут быть заменены симисторами. Самодельное устройство должно быть точно сконструировано для слаженной и корректной работы независимо от габарита и вложенных финансов
Особенности эксплуатации аккумуляторного споттера и меры безопасности
При работе необходимо помнить, что шоковые нагрузки губительны для аккумуляторной батареи. В момент прихватывания насадки к металлу, фактически происходит короткое замыкание. Ток, протекающий через АКБ, может достигать 1000-1500 ампер. Типовой стартерный аккумулятор емкостью 60 А/ч рассчитан на ток не более 500-600 ампер.
Следовательно, пластины батареи перегреваются, и происходит их сульфатация. К тому же, электролит от чрезмерных токов может закипеть. Поэтому при интенсивной работе необходимо делать перерывы для остывания АКБ. Периодически контролируйте температуру аккумулятора и напряжение остаточного заряда.
Читать дальше: Поменять передний подшипник на матизе
При снижении этого уровня в батарее происходят необратимые процессы деградации пластин. Поэтому, перед началом работ АКБ должна быть полностью заряжена.
Для контроля желательно снабдить батарею вольтметром, чтобы контролировать напряжение во время работы. По мере приближения к предельно допустимому значению – аккумулятор следует зарядить. Использование предохранителей в данной конструкции нецелесообразно, по причине высоких рабочих токов.
Поэтому оператор должен следить за противопожарной безопасностью на рабочем месте. При замыкании контактов в течение продолжительного времени, рабочий кабель может разогреться до температуры возгорания изоляции. К тому же, при длительном протекании больших токов может лопнуть корпус аккумуляторной батареи, что повлечет за собой утечку и разбрызгивание электролита.
Продолжительное «прижигание» контактов к поверхности обрабатываемой детали приводит к порче металла, вплоть до сквозного отверстия, а также возгоранию лакокрасочного покрытия. Прихватывание следует производить короткими импульсами, не более 1 секунды.
Советы специалистов
Мастера с опытом выполнения кузовных работ рекомендуют:
- следить за заземлением корпуса – это обязательная мера безопасности. От аккумулятора следует отключать клемму «минус»;
- дополнить схему споттера вспомогательными элементами цепи для предотвращения перегрузки и повышения мощности;
- при желании рихтовать аппаратом силовые элементы авто выбор отдавать более мощным аппаратам. В них устанавливается стальной прут вместо электрода.
Собственноручно создать споттер несложно при наличии всех материалов и времени, только важно продумать расположение и тип элементов схемы. Простейшее устройство позволяет рихтовать авто в гараже, но на производствах его будет недостаточно
Изготовление пистолета
Без пистолета споттер не будет выполнять свои функции. Этот компонент также известен под названием «стаддер». Выбор рабочего механизма зависит от предполагаемых целей. Споттерные пистолеты условно делятся на две категории:
- заводские;
- самодельные.
Для работы с высокой частотой применения споттера, покупаются заводские модели. Такие аппараты способны обеспечить достаточную производительность при поставленных задач для профессионального сварщика.
Самодельный пистолет споттера рекомендуется применять для бытовых работ, где не требуется большой нагрузки на оборудование. В качестве самодельных рабочих механизмов используются:
- пистолет для нанесения клея;
- сварочный аппарат полуавтоматического типа.
Чтобы изготовить ручку для стаддера, используется гетинакс или текстолит. Толщина материала составляет от 12 до 14 миллиметров. Из него вырезаются два прямоугольника одинакового размера.
В одном из отрезков создается ниша для размещения крепежного элемента. Эта часть заготовки предназначена для крепления:
- электрода – прут из меди с диаметром от 8 до 10 миллиметров;
- лампочки;
- кнопки, включающей подсветку;
- переключателя, подающего импульс.
Кнопка должна быть размещена строго в созданном углублении. В качестве крепежного элемента используется самодельный кронштейн. Для его производства применяется труба, изготовленная из меди. Необходимо чтобы получилось сечение квадратного или прямоугольного типа.
Пистолет подключается к споттеру при помощи пятижильного кабеля сварочного или контрольного типа. Жилы соединяются с:
- переключателем;
- лампочкой подсветки;
- лампочкой выключателя.
Конец кабеля помещается в отверстие кронштейна, и закрепляется при помощи паяльника. Перед этим его необходимо зачистить.
Как правильно работать с механизмом?
Для быстрого и четкого выполнения кузовных работ нужно не только правильно собрать споттер для рихтовки авто своими руками, но и знать некоторые важные нюансы при работе с ним:
- необходим постоянный контроль работы каждой детали устройства;
- при обнаружении неполадок лучше всего обратится к высококвалифицированному мастеру;
- чтобы пользоваться прибором было удобно, все элементы, при помощи которых осуществляется управление, лучше вывести на лицевую панель;
- проследить, чтобы длина проводов не превышала 2,5 метра – это не лучшим образом отразится на работе агрегата;
- прежде чем применить аппарат точечной сварки, деформированную поверхность обязательно нужно зачистить от каких-бы то ни было видов покрытия – будь то лакокрасочные материалы или пятна ржавчины. Это обеспечит качественное соединение двух металлов и может существенно повлиять на конечный результат;
- в обязательном порядке к поверхности, подлежащей рихтовке, присоединяют контакт заземления;
- на предварительно очищенную поверхность авто приваривают крепеж, через который происходит присоединение сварочного приспособления;
- к приваренному крепежному элементу производится захват споттера пистолетом, а затем вытягивание вмятины. Но на этом процесс не заканчивается. Для полной коррекции металлической поверхности, в зависимости от ее толщины, прибегают к помощи дополнительных инструментов – стапелей, гидроцилиндров, обратного молотка для споттера и проч.;
- после того, как желаемый результат достигнут, приваренный элемент скручивают, а место его контакта с кузовом обрабатывают шлифовальной машинкой.
 Самодельный споттер не только ускорит процесс рихтовки, но и сделает его безопасным как для человека, производящего ремонт, так и для авто.
Самодельный споттер не только ускорит процесс рихтовки, но и сделает его безопасным как для человека, производящего ремонт, так и для авто.
Тем мастерам, для которых изготовление споттера из полуавтомата является дебютом в работе с электроникой, рекомендуется досконально изучить графическую схему споттера, а также просмотреть соответствующее видео.
Усадка растянутого металла
Растянутый металл, после устранения деформации, будет значительно выше остальной поверхности, а также будет ослаблен и нестабилен. Его нельзя простучать молотком и опустить ниже, так как для него нет места. Он либо уйдёт целиком в противоположную сторону, либо снова обратно (хлопун).
Если деформация была устранена в правильном порядке, правильными инструментами и с правильным усилием, то растянутый металл может быть только в зоне прямого повреждения. Если же деформация выправлялась без предварительного анализа, грубыми ударами молотка, то растянутый металл будет по всей ремонтной области. Такому металлу нужно вернуть нормальную толщину усадкой. Для возвращения металла в первоначальную форму его нужно «собрать».
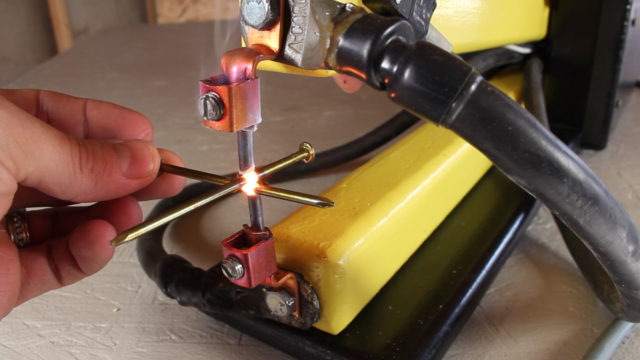
Усадка металла нагревом является достаточно простым процессом, но требует осторожности. Нужно определить самую высокую точку растянутого металла и нагреть её при помощи инструмента, который Вы используете для усадки. Далее нужно поместить поддержку под нагретую область и ударить молотком несколько раз, пока металл горячий.
Так, металл вокруг усаживается в это нагретое пятно и становится толще и меньше по площади. Потом нужно охладить это место мокрой тряпкой или губкой. Таким же способом можно усадить остальные области с растянутым металлом. Нужно быть осторожным и не переборщить. Иначе металл деформируется и деформирует прилегающую область.

Последовательность усадки обширной зоны растянутого металла
Незначительная растянутость металла может устраняться без простукивания. При нагреве растянутый металл сокращается, происходит его усадка. Нагретый металл сначала возвышается над общим уровнем панели. После нагрева и охлаждения, растянутый металл приобретает первоначальный профиль, либо становится немного ниже общего уровня плоскости панели. Также можете прочитать статью “Как убрать хлопун на металле”, где подробно рассматривается тема растянутого металла.
Правила при усадке нагревом:
- Обратная сторона нагреваемой панели должна быть очищена от шумоизоляционного материала.
- при усадке нужно применять поддержку, имеющую меньшую выпуклость, чем растянутая область металла.
- Обычно используется ацетиленовая горелка с насадкой, соответствующей толщине осаживаемого металла, но может также применяться нагрев полуавтоматической сваркой, специальным угольным электродом, а также специальной насадкой и режимом споттера.
- Ацетиленовой горелкой нужно нагревать до ярко красного цвета, держа её перпендикулярно поверхности.
- Никогда не остужайте металл, нагретый до красного цвета. Подождите, когда он немного сам охладится и станет чёрным.
- Никогда не нагревайте область больше, чем можете осадить молотком за один раз. Горелкой нагревается площадь от 10 до 25 мм.
- Во время нагрева нужно делать круговые движения горелкой, по спирали, от периферии к центру.
- Не пытайтесь сделать усадку растянутого металла, пока не выправите его на черновую.
- Не нагревайте для усадки вмятину.
- Если растянутый металл имеет небольшую область, то и нагревайте маленькое пятно для усадки.
- Можно делать усадку растянутого металла и без его последующего охлаждения мокрой тряпкой. Охлаждение лишь ускоряет процесс.
- После усадки, может потребоваться дополнительное выравнивание металла.
Особенности эксплуатации
Существует несколько особенностей эксплуатации сварочного прибора:
- Все время контролируйте, какова работоспособность каждой составляющей прибора. К сожалению, во время эксплуатации нередко случается разрыв проводки, а также перегревание прибора.
- Проводите самостоятельную диагностику либо обращайтесь к специалистам. Сегодня существует достаточно мастеров, ремонтирующих споттеры для авто любого типа, даже самодельные.
- При сборке учитывайте, что размер сечения алюминиевых проводов должен составлять 2 мм 2 , а медных — в 2 раза меньше.
- Изолируйте вторичную обмотку лаковой ткани или парафинированной бумагой.
- Для удобства эксплуатации выведите все элементы управления на лицевую панель, а для управления сделайте корпус вашего прибора.
- Предусмотрите, где будут располагаться точки для проводов работы и заземления. Не допускайте длины проводов 2,5 м и больше — это негативно скажется на функционировании прибора.
Споттеры — это удобное и простое в использовании электрооборудование, предназначенное для выполнения точечной сварки. Основное назначение таких аппаратов — это рихтовка и кузовной ремонт кузовных элементов автомобилей, а также использование в быту при выполнении отделочных и строительных работ. Изготовление таких инструментов не представляет особой сложности, поэтому при наличии качественного чертежа для сборки споттера выполнить всю необходимую работу под силу каждому из нас.

По своей конструкции самодельный споттер для рихтовки кузовных элементов отдалённо напоминает инверторные аппараты, предназначенные для точечной сварки. За счёт использования различных сменных рабочих насадок такие агрегаты отличаются универсальностью в использовании, благодаря возможности гибкой регулировки тока можно выполнять качественную сварку различных металлов.
Наибольшей популярностью на сегодняшний день пользуются инверторные споттеры, которые сочетают компактные габариты, обеспечивают качественный сварочный ток, а благодаря простоте конструкции их с легкостью можно выполнить самостоятельно. Необходимо лишь использовать качественные компоненты, а всю работу выполнять по имеющейся схеме сборки такого инструмента.
Особенности применения споттера
Аппарат в работах по рихтовке применяют для:
- корректировки поверхности кузова без демонтажа;
- сварки кузовных элементов.
Особенно удобен и эффективен аппарат для воздействия на участки или детали машины со скрытым либо неудобным расположением. Споттер применяется при невозможности использовать альтернативные методы рихтовки из-за ограниченного доступа к повреждённой области.
Принцип работы инструмента сводится к нескольким основным этапам:
- Зачистка повреждённой области от лакокрасочного покрытия, шпаклёвки, остатков грунтовки и т. д.
- Приваривание особых деталей крепежа к деформированному участку.
- За фиксатор зацепляют инерционный молоток, им выравнивают металл.
Полезное свойство устройства – способность прогревать деталь. В процессе нагрева и остывания быстрее и эффективнее восстанавливается форма и жёсткость.

Иногда, когда возникает необходимость выполнить срочные работы по сварке, мастеру никак не обойтись без специального аппарата
Общая информация
Споттер — это сварочный аппарат, применяемый при кузовном ремонте. По своей сути споттер очень схож с точечной сваркой, однако внешне это два совершенно разных аппарата. У точечной сварки есть два металлических электрода, между которыми помещается листовой металл. В случае со споттером технология другая. Давайте рассмотрим ее подробнее.
У споттера есть два вывода: масса и провод с рабочим «пистолетом». Массу нужно присоединить к кузову авто (не забудьте заранее достать из машины аккумулятор). На конце «пистолета» есть специальный фиксатор, куда можно установить специальную насадку. При нажатии кнопки на рабочем «пистолете» начинается подача сварочного тока. В процессе место сварки начинает постепенно нагреваться. Сопротивление возрастает, и металл начинает плавиться в определенной зоне. При этом весь остальной кузов не перегревается. Происходит прихват металла, который затем можно вытянуть.
Объясним проще. Споттер нагревает не всю деталь, а только определенную точку (как в случае с точечной сваркой). Нагрев небольшой, чуть меньше температуры плавления металла. Крепежная насадка прижимается к поверхности металла и в момент сопротивления она надежно присоединяется, благодаря чему затем можно вытянуть ту же вмятину в обратную сторону. Позже насадку можно легко отсоединить от металла.
От точечной сварки здесь и нагрев, и усилие. Нагрев осуществляется аппаратом, а усилие — мастером, который прижимает насадку к металлу. Поэтому такой вид сварки называются не точечной, а сваркой сопротивлением.
Есть две разновидности споттеров: инверторные и трансфораторные. Трансформаторный споттер можно сделать в домашних условиях из трансфоратора. А вот инверторный споттер можно собрать только в заводских условиях. Поскольку при его конструировании используются сложные дорогостоящие компоненты.
Функциональность споттеров серийных моделей
Споттеры, выпускаемые серийно в производственных условиях, обладают целым рядом востребованных функций. Среди них:
- возможность приваривания ремонтных шайб;
- приваривание металлического электрода с последующим вытягиванием металла детали;
- использование аппарата в комплекте с электродами из графита, которые дают возможность выполнять осадку металла (нагрев и последующее охлаждение);
- простота в техническом обслуживании, удобство в эксплуатации;
- два режима для выполнения сварочных работ – постоянное включение (при таком режиме используется углеродный электрод) и кратковременное включение, которое можно регулировать по времени (такой режим применяется для приварки ремонтных шайб или металлического электрода);
- оснащенность системой принудительного охлаждения (в конструкции аппарата также предусмотрен термостат, в функции которого входит отключение споттера при его перегреве, а также его включение при охлаждении до требуемой температуры).
Одна из вариаций заводских споттеров и сопутствующих приспособлений различного назначения
Трансформатор и его модификации
Понимая процесс, происходящий внутри оборудования, и посмотрев несколько видео по его работе, можно приступать к делу. Создание споттера из сварочного аппарата своими руками является более быстрым, поскольку подразумевает уже наличие сварочного трансформатора — одного из основных элементов устройства.
Преимущество заключается в том, что его выходное значение по силе тока уже соответствует требуемому для сварки. Для работы импульсной дугой требуется диапазон сварочного тока от 40 до 1000А. Много трансформаторов от сварочных устройств выдают именно такие параметры. Если же максимальная сила тока трансформатора меньше, то ее можно повысить изменив вторичную обмотку.
Для этого «родная» вторичная обмотка полностью удаляется (зубилом или стамеской). Это следует выполнять аккуратно, чтобы не повредить изоляцию первичной обмотки. После чего можно намотать кабель сечением 50 мм квадратных в количестве семи витков. Если в наличие провод с меньшим сечением (30 мм квадратных), то потребуется большее число витков на вторичной обмотке (около 10 витков).
По аналогичной схеме действуют и при сборке споттера из полуавтомата. Ключевым элементом является трансформатор, выдающий требуемые величины тока. Споттер из инвертора тоже возможен, и его напряжение будет еще более лучшим для импульсной сварки. Трансформаторный узел помещают в схему на место Т2, а остальные детали собирают в соответствии с параметрами цепи.