Станок для заточки сверл своими руками
Содержание:
- Заточка мелких свёрл
- Видео описание
- Виды заточек
- Угол заточки
- Видео описание
- Коротко о главном
- Какую геометрию необходимо придать элементам спирального сверла для оптимального создания отверстий в металлах
- Гайка, винтик, направленье – вот и все приспособленье
- Процесс заточки
- Станки для заточки
- Как правильно выбрать оборудование
- Нюансы в работе
- Изготовление станка для заточки
- Обзор видов
- Домашние станки
- Угол заточки сверл
- Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.
Видео описание
В видео показано, как точить сверла по металлу вручную:
Виды заточек
О некоторых видах заточек уже было сказано выше, но ещё раз повторимся. Итак, существует пять разновидностей заточки, которые выбираются из расчёта типа материала и специфики работ, связанных со сверлением.
Первая из них – нормальная под титром «Н». Эта разновидность является универсальной, но применяется лишь в том случае, если необходимо заточить сверло диаметром не больше 12 мм. По сути, на инструменте формируются две режущие кромки и одна поперечная. Для этого приходится выдерживать угол в пределах 118-120°.
И остальные:
- НП – заточка делается с короткой поперечиной, чтобы снизить на неё нагрузки;
- НПЛ – кроме поперечной кромки уменьшается и ширина ленточки, цель – понизить силу трения, которая создаётся между сверлом и заготовкой;
- ДП – это так называемая двойная заточка, где кроме поперечной кромки формируются ещё четыре кромки, которые собой представляют ломаные линии;
- ДПЛ – все тот же предыдущий вариант, только дополнительно подтачивается ленточка.
Правильно проведённая заточка сверлаИсточник tehnomuza.ru
Угол заточки
Как уже было сказано выше, перед тем как правильно заточить сверло по металлу, необходимо правильно выбрать угол его заточки. Во-первых, этот параметр табличный. Во-вторых, он зависит от того, какой металл надо сверлить. Если это:
- чугунная заготовка или стальная, то угол должен варьироваться в пределах от 116° до 118°;
- если это латунь или бронза, то от 120° до 130°;
- если заготовка из меди, то 125°;
- алюминий – 140°.
Неправильно заточено сверло приводит к перегреву самого инструмента. Но, как показывает практика, именно неправильно выбранный угол заточки приводит к снижения качества проводимого процесса.
Видео описание
В видео показано, как проводится заточка сверла для работы с металлами:
https://youtube.com/watch?v=8eIU12CbWMI
Коротко о главном
Заточить затупившееся сверло можно, используя разные приспособления: точильный станок, дрель, на который устанавливается точильный камень, насадку для дрели.
Мелкие сверла затачиваются вручную напильником или надфилем.
Главный параметр заточки – угол, формирующий кромки. Угол заточки выбирается с учётом металла, который подлежит сверлению. Этот параметр табличный.
Чтобы увеличить износостойкость сверла, изменяют конфигурацию заточки, где за основу берут пять вариантов формирования кромок.
Какую геометрию необходимо придать элементам спирального сверла для оптимального создания отверстий в металлах
Для выполнения качественной заточки необходимо хорошо представлять устройство и принцип работы сверлильного инструмента.
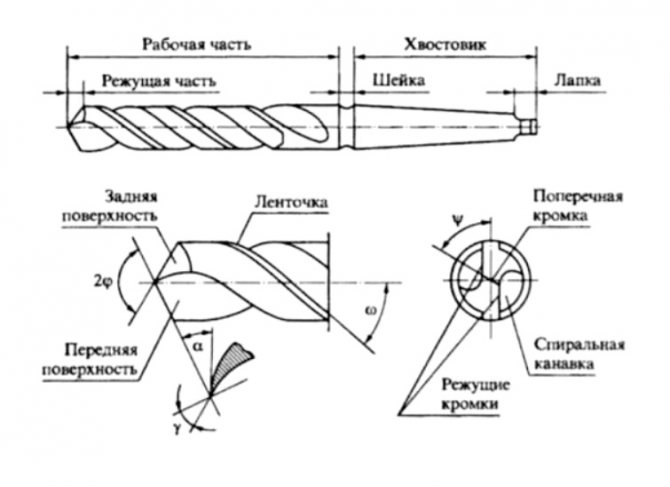
Как изготовлено сверло
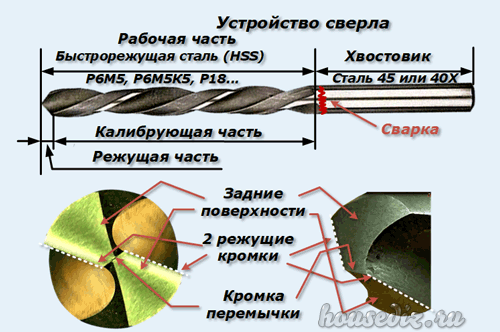
Оно состоит из двух частей, соединяемых сваркой:
- рабочей, изготовленной из быстрорежущей стали (HSS) марок Р6М5, Р6МК5, Р18 и им подобных;
- хвостовика, зажимаемого в патрон (сталь 45 или 40Х).
Рабочая часть, в свою очередь, представлена:
- режущим наконечником (второе название — заходный);
- калибровочным участком, выполненным цилиндром из канавок отвода стружки с калибровочной ленточкой.
На режущем наконечнике имеются:
- 2 режущие кромки (РК), соединяемые кромкой перемычки (или просто перемычкой);
- 2 задние поверхности.
При восстановлении режущих кромок необходимо обращать внимание на конфигурацию перемычки, ибо на ней образуется центральная вершина

На самом деле перемычкой выступает слой металла, находящийся между двумя канавками отвода стружек. Он постепенно увеличивается по направлению от вершины к хвостовику.
Сформированная заточкой центральная вершина должна быть расположена строго на вертикальной оси вращения.
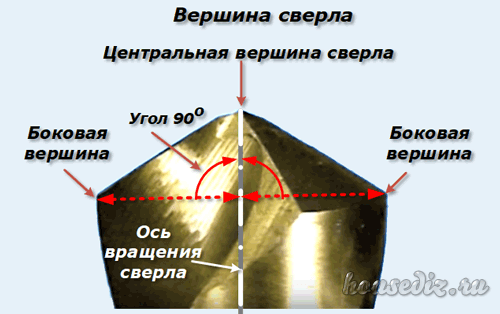
При этом создаются еще две боковые вершины за счет пересечения линии режущей кромки с задними поверхностями в местах их стыковки с калибровочными ленточками.
Боковые вершины после заточки должны быть расположены строго симметрично друг относительно друга, а соединяющая их линия направлена перпендикулярно оси вращения.
Какие углы создают оптимальное резание
Угол при вершине замеряется между режущими кромками. Его величина может изменяться от 116 до 130 градусов и зависит от твердости обрабатываемого металла. На легких сплавах применяют более остроугольную заточку.
Для бытовых целей не требуется добиваться соблюдения углов с точностью до 1 градуса. Здесь нормально работает его величина в 120О. Она образуется делением окружности на три части.
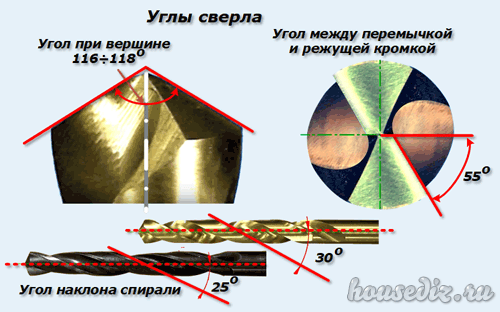
Угол между перемычкой и режущей кромкой создается за счет равномерного стачивания задних поверхностей до одной плоскости наклона. С обеих сторон он должен составлять 55 градусов.
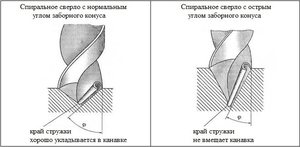
Угол наклона спирали у разных изделий может несколько отличаться. Для наиболее твердых металлов его делают 25О, а для самых распространенных — 30.
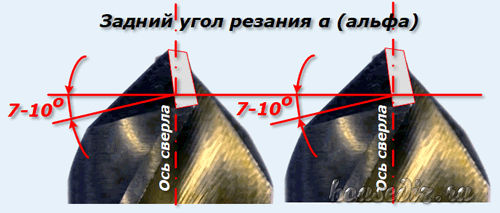
Задний угол резания измеряется между перпендикуляром к оси вращения и образующей линией, расположенной на плоскости задней поверхности. Его оптимальная величина составляет от 7 до 10 градусов.
По направлению спирали сверла могут выполняться:
- правыми — для обработки металлов при прямом вращении;
- левыми — с обратным вращением.
Как длина инструмента влияет на качество сверления
Для разных условий эксплуатации выпускаются три типа изделий:
- короткие, выпускаемые по ГОСТ 4010-77;
- средние (ГОСТ 10902-77);
- длинные (ГОСТ 888-77).
Наилучшими эксплуатационными характеристиками (качество центровки и нагрузка при резании) обладают сверла короткой серии.
Гайка, винтик, направленье – вот и все приспособленье
Пожалуй, одним из самых быстрых и доступных вариантов будет изготовление приспособления для заточки сверл из гайки. Ее шесть граней образуют на смежных плоскостях угол в 120º и могут служить отличным шаблоном для задания нужного наклона заточки режущей кромки сверла. Порядок изготовления подобного устройства довольно прост и не займет много времени. Гайку плоской стороной вверх зажимают в тиски и при помощи угловой шлифовальной машины (болгарки) выполняют продольные пропилы вдоль линии, соединяющей противостоящие углы шестигранника. С одной стороны метиза можно сделать шесть углублений (по числу вершин), сформировав таким образом три направляющие.
Размер гайки, а также ширину и глубину выборки направляющей подбирают из расчета диаметра затачиваемого сверла. После этого всю наружную поверхность этого нехитрого приспособления тщательно обрабатывают наждачной бумагой или напильником для устранения заусенцев.

Вот, собственно, и все, простейшее приспособление для заточки сверл своими руками готово. Теперь бур, требующий заточки, размещают внутри направляющей (между двумя противостоящими углами) так, чтобы обрабатываемый край слегка выступал за вершину шестигранника. Приспособление зажимают в тиски, плотно фиксируя сверло в канавке гайки наконечником вверх, и при помощи той же болгарки аккуратно стачивают выступающую режущую кромку, используя боковые поверхности метиза в качестве направляющей, формируя угол заточки в 120º.
При необходимости сверло в канавке можно закрепить при помощи струбцины, а вместо УШМ применяют точильный станок с наждачным кругом.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
 Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Станки для заточки
Оптимальное устройство для заточки свёрл своими руками – обычный точильный станок. Но, экспериментировать лучше всего на старых оснастках, поскольку без опыта инструмент можно попросту испортить. Если опыта в работе с наждаком нет, лучше приобрести специализированный станок.

В продаже имеются простые в использовании многофункциональные заточные приборы. Можно приобрести простейший ручной станок или электроприбор.

Современные модели работают практически автоматически В конструкции предусмотрен не только механизм фиксации, но и подачи оснастки к заточному инструменту.

Особенно хорошо такое оборудование подходит для работы со спиральными свёрлами. Однако стоимость подобных приборов достаточно высока, поэтому покупать их для дома нецелесообразно.

Как правильно выбрать оборудование
 Перед тем, как подбирать точильный станок для свёрл, нужно определить фронт будущей его работы. Ведь когда вы будете покупать его, нужно будет руководствоваться эксплуатационными параметрами.
Перед тем, как подбирать точильный станок для свёрл, нужно определить фронт будущей его работы. Ведь когда вы будете покупать его, нужно будет руководствоваться эксплуатационными параметрами.
Если вы планируете применять точило в домашних условиях (дом, гараж), то можно купить недорогую, маломощную модель. Ведь вы не будете постоянно эксплуатировать прибор. В связи с этим прибор с большой мощностью просто ни к чему.
Помимо этого, промышленные станки предназначаются для заточки свёрл с большим диаметром, и электроэнергии они потребляют намного больше бытовых приспособлений.
Когда будете приобретать станок, то обратите своё внимание на присутствие специального регулятора, который предназначен для настройки вращения шпинделя. Эта функция позволит работу сделать максимально безопасной и эффективной
Немаловажным параметром является и размер свёрл, которые вы собираетесь оттачивать на этом приспособлении. Бытовое точило должно иметь довольно низкий уровень производимого шума, а особенно тогда, когда вы планируете разместить его в жилом помещении.
Особое внимание необходимо уделить и конструкции той модели, которая вам приглянулась. Если она будет максимально простой — это очень хорошо
Если вдруг прибор поломается, то особых хлопот не будет. Вы сможете без проблем подыскать новую нужную деталь и заменить ею старую, которая вышла из строя.
Стоит отметить и тот фактор, что многие зарубежные модели довольно дорогие в плане их технического обслуживания, а необходимую деталь порой достать совсем непросто.
Точило для домашних работ лучше всего подбирать в торговых специализированных точках, где вам будет выдан технический паспорт и гарантийный талон.
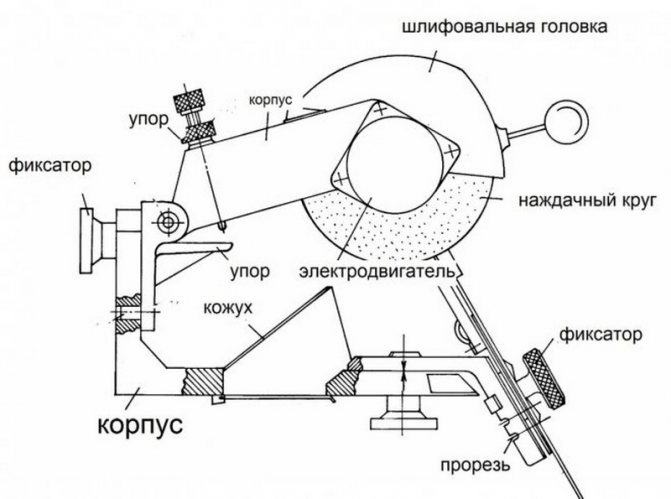
Оттачивание свёрл на заводе
 В некоторых случаях на предприятиях сверловщик вручную затачивает свёрла на заточных обычных станках, которые для этой цели оборудованы специальным приспособлением. Для того, чтобы это сделать, вначале необходимо пройти подготовительные специальные курсы и выучить все правила оттачивания.
В некоторых случаях на предприятиях сверловщик вручную затачивает свёрла на заточных обычных станках, которые для этой цели оборудованы специальным приспособлением. Для того, чтобы это сделать, вначале необходимо пройти подготовительные специальные курсы и выучить все правила оттачивания.
Приспособление, используемое для этих целей, представляет стальную конструкцию, которая оснащена подвижным зажимом для сверла с углом наклона, который регулируется относительно шлифовального вращающегося круга, а также имеет крепление на корпусе для фиксации заточного станка.
Очень часто на производстве при ручной заточке на станке не применяют никаких приспособлений. Сверло при этом правой рукой держится за хвостик, а левой — близко к режущей части, насколько это возможно.
Режущую кромку прижимают к боковой поверхности круга абразивного, а правой рукой, одновременно, плавно покачивают элемент, стараясь добиться того, чтобы его задняя поверхность приобрела нужный наклон и приняла нужную форму. Металл нужно снимать небольшими слоями, слегка прижимая его к кругу.
Следите за тем, чтобы режущие кромки инструмента имели одинаковые углы заточки и были одинаковой длины. Если вы совершите при ручной заточке ошибку, то она может привести к таким последствиям:
- Односторонняя выточка у поперечного лезвия.
- Разные углы, которые образуются осью инструмента и его режущими кромками.
- Неодинаковая длина режущих кромок.
Из-за таких дефектов инструмент будет сверлить отверстия большего размера, чем сам инструмент; неправильно и односторонне нагружаться на режущих кромках, в итоге просто сломается; бить. После того, как заточите инструмент, нужно для поперечной кромки проверять такие параметры:
- ширина;
- длина;
- правильность положения относительно режущих кромок;
- угол наклона.
На предприятиях для проверки всех этих параметров имеются шаблоны. При помощи оптического прибора выясняется правильность расположения перемычки. Также в некоторых случаях проверяют биение инструмента.
Свёрла по металлу, которые сделаны из быстрорежущей стали, оттачивают на шлифовальных кругах из нормального и белого электрокорунда на керамической связке с зернистостью от 16 до 40 и твёрдостью СМ, а также на эльборовых кругах.
Для оттачивания инструмента, оснащённого твёрдосплавными пластинами, используют шлифовочные круги из синтетических алмазов и зелёного карбида кремния зернистостью от 16 до 40.
Нюансы в работе
Главная проблема во время работы с дрелью — правильное расположение инструмента относительно обрабатываемой поверхности. Если не выдерживать четкий горизонт при работе с кругом диаметром 150 мм, то на поверхности будут появляться следы в виде радиусных царапин. Для исключения этих негативных последствий надо потренироваться на какой-нибудь черновой поверхности или использовать специальные приспособления.
Выделяют два основных вида шлифовки при помощи дрели.
- Инструмент работник держит в руках — негативные последствия мы указывали выше, к положительным качествам можно отнести использование его в труднодоступных местах и при обработке деталей сложной геометрии.
- Инструмент жестко закреплен на столе — этот метод хорош тем, что качество шлифования становится высоким. Недостаток в малой мобильности дрели.
Во время работы инструмент нагревается, поэтому необходимо делать перерывы, чтобы дать остыть разогретым деталям. В обязательном порядке надо использовать средства защиты: очки, перчатки, респиратор. Пренебрегая этим, вы подвергаете себя опасности получения травмы, а пыль не способствует нормальной работе дыхательного аппарата человека.
Изготовление станка для заточки
Чтобы своими руками собрать станок, необходимо подготовить:
- электромотор;
- точильный диск;
- тумблер;
- подставку;
- электрокабель;
- заглушку.
Все комплектующие станка своими руками размещаются внутри корпуса. Это сделает работу безопасной и удобной. Доступным должен быть только шкив электродвигателя, на который надевается точильный диск. Станок стационарно крепится к верстаку, поэтому место нужно подобрать заранее.
- поместите электромотор в нужное место, на столе отметьте точки креплений;
- просверлите отверстия для крепежных болтов;
- верните электромотор на место и прикрутите его к верстаку, для крепления подойдут хомуты из тонких металлических полосок;
- установите защитный корпус;
- на шкив двигателя наденьте точильный круг.
Желательно подобрать двигатель с удлиненным шкивом, иначе его придется доставлять. Сначала надевается шайба, после чего круг. При несовпадении поперечников шкива и диска используется переходная втулка. Сбоку втулки делается резьбовое отверстие, в него вкручивают дополнительный крепежный болтик.
Теперь можно подключить электрическую составляющую: тумблер, двигатель и соединить их с розеткой.
Обзор видов
Большинство описываемых аппаратов представляют собой автоматизированное оборудование с узкой специализацией. Другими словами, такие установки предназначены только для точения сверл. Классифицируют их в основном с учетом сферы применения и выделяют следующие две категории.
Промышленные (профессиональные), имеющие повышенную мощность и предназначенные для заточки сверл, постоянно используемых, следовательно, часто тупящихся. Речь идет об оборудовании, рассчитанном на интенсивную эксплуатацию при максимальных нагрузках в условиях предприятий и осуществляющем заточку в полностью или полуавтоматическом режиме.
Также описываемые аппараты делят на узконаправленные и универсальные. Последние отличаются от своих специализированных «собратьев» наличием дополнительных приспособлений, позволяющих производить заточку не только сверл.
Бытовые
Конечно, в домашних условиях для заточки сверла небольшого диаметра можно успешно использовать обычный наждак. Однако применение современных моделей специализированного оборудования существенно упростит и ускорит процесс. А также повысит качество обработки инструмента. Речь в данном случае идет о следующих явных преимуществах:
- возможность эксплуатации при подключении к обычной электросети;
- повышенная производительность;
- максимальная простота конструкции и эксплуатации;
- повышенная точность заточки;
- доступная стоимость;
- компактные размеры и небольшой вес;
- удобная и понятная на интуитивном уровне система управления аппаратами, которая обеспечивает, в том числе, плавное изменение скорости вращения.
В подавляющем большинстве случаев бытовые модели рассматриваемых аппаратов рассчитаны на работу со спиральными сверлами по металлу и дереву, выполненными из быстрорежущей стали. При этом в них конструктивно заложен определенный диапазон диаметров. Помимо этого, многие станки комплектуются дополнительными алмазными кругами для обработки твердосплавных пластин. Как правило, бытовые агрегаты ориентированы на сверла с углом конуса от 90 до 140 градусов и создание затыловки с подточкой поперечной режущей кромки.
Однако в продаже можно найти и специфические модели для следующих типов сверл по металлу:
- имеющих двухплоскостную затыловку;
- левых;
- трехзубых;
- с повышенной производительностью.
В соответствии с многочисленными отзывами, оптимальным вариантом бытового станка будут модели, оснащенные универсальным патроном. Также речь в данном случае идет об агрегатах, которые комплектуются наборами патронов.
Промышленные
Как правило, профессиональные модели относятся к категории универсальных станков для заточки. От бытовых аналогов они отличаются более крупными габаритами, а также мощностью и стационарной установкой. Соответственно, подобная мощность определяет соответствующее энергопотребление, а также уровень шума в процессе эксплуатации. С учетом всего перечисленного подобную технику размещают чаще всего в отдельных помещениях, а при выполнении работ пользуются шумозащитными средствами. На отечественном рынке промышленное оборудование представлено модельными рядами как российских, так и зарубежных марок.
Помимо этого, в продаже можно встретить продукцию компаний, представляющих Поднебесную, выпускаемую под отечественными брендами. В подавляющем большинстве случаев предлагаются модели точильно-шлифовальных аппаратов для обработки сверл и фрез, диаметр которых составляет до 30 и более миллиметров. Большая часть профессиональных образцов описываемого оборудования имеет горизонтальную компоновку. Вертикальные аппараты хоть и встречаются, но намного реже. В комплект поставки промышленных станков входит набор цанг, предназначенных для фиксации инструмента. При этом точность позиционирования составляет 10-20 мкм.
Домашние станки
Возможно создать и более сложное приспособление для заточки сверл своими руками, представленное станком. Встречаются чертежи разных исполнений. При понимании принципа функционирования такого механизма ясно как сделать собственную конструкцию.
В виде основы для создания станка для заточки сверл своими руками подойдет серийное приспособление. При оснащении его дополнительными элементами учитывают ряд правил.
- Во-первых, требуется совпадение осей подручника и круга. При этом они должны располагаться в разных горизонтальных плоскостях, а для оси подручника требуется нахождение ниже оси наждака.
- Во-вторых, требуется прочно зафиксировать все конструктивные элементы.
- В-третьих, предусматривают для станка ручной и полуавтоматический режимы.
- В-четвертых, обеспечивают для подручника возможность размещения предмета под любым углом.
Для создания станков используют общедоступные материалы и компоненты. Из инструментов используются сварочный аппарат и болгарку.
Конструктивные элементы изготавливают из листового металла.
В случае создания станка с нуля следует подобрать двигатель. Для мини станка, для деталей диаметром до 20 мм, достаточно электромотора мощностью 0,5-0,8 кВт. К тому же подойдут и старые малооборотистые двигатели. Высокие обороты актуальны только для твердосплавных моделей, которые затачивают редко. Для обычных вариантов они наоборот могут вызвать перегрев.
Для создания качающегося упора, обеспечивающего полуавтоматический режим работы, применяют петлевое соединение. Путем подбора кронштейна, трубки и болта необходимо обеспечить отсутствие люфтов. Так можно изготовить подставку с двумя степенями свободы.
Для регулировки угла заточки обеспечивают вращение площадки, служащей для фиксации инструмента. Колеблющийся подручник обеспечивает артикуляцию.
Подручник закрепляют на корпусе с применением металлической «щеки». Направляющую с предварительно проделанным треугольным пазом на опорной пластине монтируют винтовым соединением.
Важно выбрать правильный точильный круг. Для весьма распространены приспособления из карбида натрия, подходящие для обработки быстрорежущей стали, служащей для производства значительной части сверл
Их обозначают маркировкой 64С и зеленой окраской. Зернистость для данных кругов составляет от 8 до 16 Н. Они склонны к нагреву, поэтому продолжительное непрерывное взаимодействие с приспособлением. Помимо этого, инструмент регулярно приходится обрабатывать раствором соды.
Благодаря возможности поворота на 90° на станках возможно осуществлять заточку сверл разными методами. Расположение опорной пластины (верхней ее поверхности) над осью круга обеспечивает хорошую обработку задней поверхности. Путем фиксации качающейся пластины станок приспосабливают к заточке твердосплавных моделей.
Деталь размещают в канавке со свободным продольным перемещением, но постоянным углом заточки, располагая кромкой параллельно направляющей пластине. По завершении настройки положения осуществляют подачу к наждаку. Обработка осуществляется сверху вниз.
Требуется обеспечить полную фиксацию инструмента относительно собственной оси. При минимальном провороте придется переделывать заточку.
По завершении работ проверяют геометрию приспособления после его остывания с учетом того, что допустимо различие по длине кромок между собой до десятых долей мм. Это особо касается приспособлений малого диаметра. Однако для станков это необязательно ввиду высокой точности.
Различная длина кромок при симметричности и верных углах объясняется смещенным центром заточки относительно оси приспособления. Такой инструмент будет плохо попадать в отверстие и создавать биение, которое может повлечь поломку инструмента.
После заточки могут получиться несимметричные кромки при верной центровке. С поверхностью будет взаимодействовать одна из них, вследствие чего понизится эффективность. Также это повлечет интенсивный нагрев приспособления, ведущего к отпуску материала. Поэтому получится отверстие шире диаметра сверла.
Угол заточки сверл

Если говорить о тех сверлах, которые используются мастерами в домашних условиях, то стоимость их в магазинах невысока. Но даже в этом случае не стоит использовать их как расходный материал для одноразового применения. Ведь обновление сверла до самого хорошего рабочего состояния не составит большого труда, если мастер имеют сноровку или специальные приспособления.
Есть фабричные станочки, которые предназначаются для затачивания, но это отдельная статья расходов, поэтому чаще всего мастера создают такие устройства своими руками.
Больше всего проблем создают сверла по металлу, а деревянные заготовки не так скоро снижают остроту режущих кромок.


Чтобы изготовить станок для восстановления остроты режущих элементов, необходимые средства контроля (шаблон), который используется для поверки инструмента.
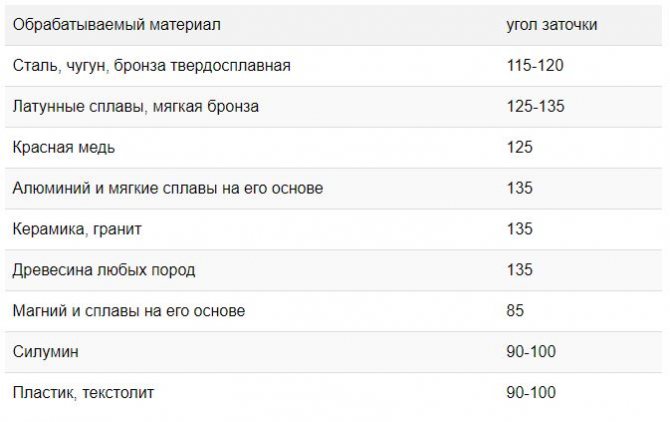
Обычно инструменты по черному металлу, твердосплавной бронзы, стали или чугуна – с углом кромки 115-125 градусов. Длина другого материала эти параметры иные.

для мягкой бронзы, красной меди – 125, для латунных сплавов – 135;
для алюминия и мягких алюминиевых сплавов, гранита, керамики и древесины – 135 градусов;
для магния и его сплавов – 85 градусов;
для пластика, текстолита и силумина – от 90 до 100 градусов.

Мастера при необходимости делают шаблоны соответственно указанным выше данным. Кстати, теоретически единичный экземпляр сверла может подойти для всех этих металлов и других материалов, если каждый раз точить разные рабочих поверхностей.
Элементарное кустарное приспособление, которое часто применяется, втулки, приделанные к основанию. В интернете много чертежей для самостоятельного изготовления. Нужно учесть, что инструмент должен быть хорошо зажат, точность зависит от 1 градуса.

При желании можно изготовить значительных размеров обойму, применив алюминиевые или медные трубки соотносительное с типовыми характеристиками сверл или в заготовке из мягкого металла просверлить много дырок. Необходимо, чтобы у точилки был комфортный подручник, чтобы перемещать устройство и удерживать упор.
Этот примитивный станок для заточки легко установить на верстак или столик.
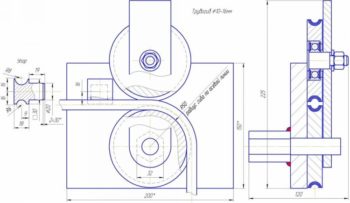
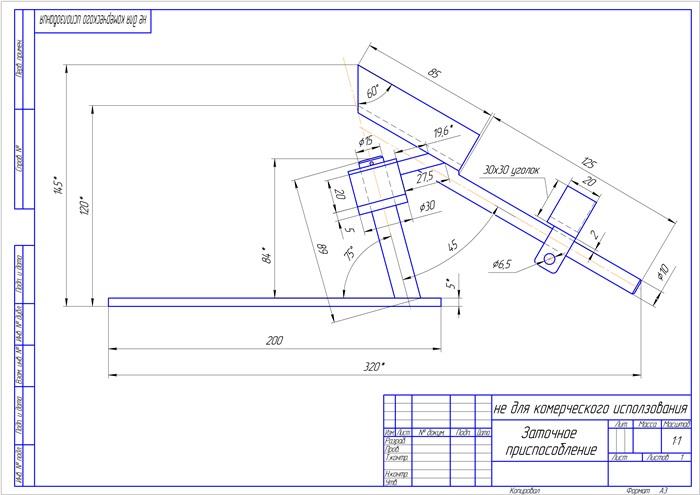
Практический пример работы с чертежом
Суть проблемы: есть свёрла, их надо точить.
Будем использовать один из методов заточки, близкий к заводским. Ловить руками лень. Лучше обезьяний способ – поставил и готово. На изготовление приспособления по готовому чертежу ушел приблизительно 1 час времени.
Немного сварочных работ по шаблону. Был сделан уголок. Надели шайбу, она просто напрессована.
Попробуем первые заточки, если всё собрано правильно, будем дорабатывать и окультуривать, делать приспособление на скорую руку.

После заточки сверла проводим тест. Видны две литьевые стружки, значит, заточка проведена правильно.
Единственный недостаток – одна стружка длиннее другой, значит промазали по длине кромок. Надо сделать упор, который станет регулировать длину заточки, обеспечит симметричность кромок. Для этого сделаем упорную шайбу, которая будет выставляться и протачиваться. Или подрежем, чтобы появилась возможность обрабатывать более короткие сверла.


Видео канала “Anton Fomenko”.
Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):
Для лучшего восприятия материала, вспомним устройство сверла.
- Нельзя прижимать острие к наждаку дольше 2-3 секунд за один подход. Металл раскаляется и происходит так называемое «отпускание», то есть лишение закалки. Соответственно теряется необходимая твердость металла. Первый признак – наличие температурных побежалостей на кромке.
- Для сверл диаметром до 4 мм: при каждом касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси недопустимо. Для большего диаметра, геометрия заточки несколько иная.
- На спиралевидных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена навстречу вращению точила (при механической заточке).
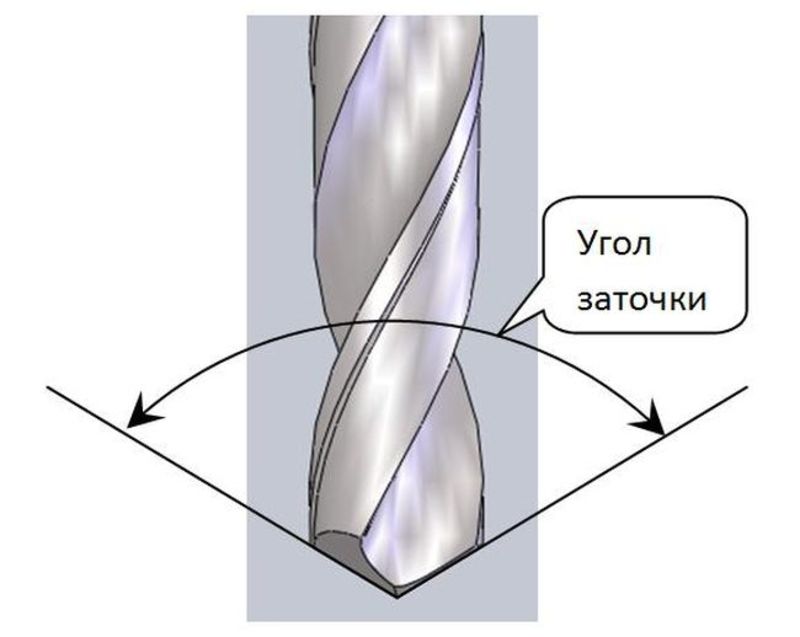
- Основной угол (на иллюстрации — 2φ) зависит от типа обрабатываемого материала.