Как правильно пользоваться сварочным аппаратом?
Содержание:
- Особенности выполнения сварочных работ
- Установка инвертора и инструкция по эксплуатации
- Как правильно использовать холодную сварку?
- Выбираем, покупаем
- 2 Инструкция по запуску сварочной аппаратуры
- Сферы применения
- Оборудование и техника безопасности
- Related Posts via Categories
- Особенности сварки
- Трансформатор или инвертор
- Способы сварки
- Сварочные инверторы MIG-MAG
- Рекомендации по сварке
- Необходимые оборудование и инструменты
Особенности выполнения сварочных работ
 Первое что необходимо сделать начинающему сварщику, это понять сам принцип соединения конструкции, а дальше лишь дело за точным выполнением всех инструкций.
Первое что необходимо сделать начинающему сварщику, это понять сам принцип соединения конструкции, а дальше лишь дело за точным выполнением всех инструкций.
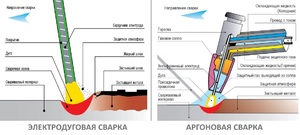
Вначале необходимо зажечь электродугу между кончиком электрода и поверхностью детали. Для этого сварщик наносит электродом точечные или чиркающие движения по детали. После нескольких касаний происходит вспышка, которая свидетельствует о том, что дуга зажглась
В зоне такого действия металл мгновенно начинает плавиться, поэтому важно отработать движение и делать всё максимально быстро
Выполняя электродуговую сварку, многие специалисты сталкиваются с тем, что электрод просто начинает липнуть к поверхности металла. Такая проблема возникает, если мастер, используя чрезмерную силу, прижимает электрод. Вся работа должна проходить легко и плавно. Чтобы сваривать детали между собой требуется минимальное касание электрода с их поверхностью.
В процессе важно следить, чтобы длина дуги соответствовала диаметру электрода. То есть максимально ровно держать и проплавлять металлические изделия, формируя качественный сварной шов, но это не единственное требование
На качество шва оказывает влияние ещё и правильный выбор полярности при подключении кабеля массы и инвертора. Выбрать правильно полярность получается, только если точно значь марку стали соединяемых заготовок. Если таких данных нет, тогда лучше воспользоваться прямой полярностью, которая подходит к большинству марок стали. Обратная полярность соединяет лишь редкие сплавы, толстолистные конструкции и низкоуглеродные изделия.
 Конструкция сварочного оборудования включает большой спектр инновационных технологий, которые плавно и эффективно регулируют ток в процессе работы. Это значительно упрощает работу, делает её комфортной для начинающих сварщиков, но почему иногда всё-таки не удаётся добиться ровного и качественного шва. Всему виной движение электродов или неправильная ручная настройка тока.
Конструкция сварочного оборудования включает большой спектр инновационных технологий, которые плавно и эффективно регулируют ток в процессе работы. Это значительно упрощает работу, делает её комфортной для начинающих сварщиков, но почему иногда всё-таки не удаётся добиться ровного и качественного шва. Всему виной движение электродов или неправильная ручная настройка тока.
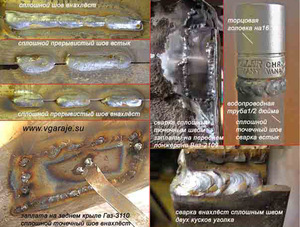
При использовании низкого тока, швы получаются узкими и выпуклыми, что мешает хорошей стыковке деталей. Установка высокого тока разбрызгивает металл на поверхности и тем самым появляются прожиги, которые портят внешний вид изделия. Тонкий и немного приплюснутый шов — это показатель быстрого продвижения электрода. Толстый и расплывчатый шов — это свидетельство долгого продвижения электрода. Правильный шов получается при правильном выборе тока, нормальной и стабильной скорости работы.
Любой человек, используя общие советы и правила, может понять, как правильно варить сваркой. В этом нет ничего сложного, если соблюдать технологию и правильно подготовить оборудование, площадку и спецодежду перед началом соединения металлических изделий. Главное постоянно соблюдать технику безопасности, а опыт приложится с практикой.
Установка инвертора и инструкция по эксплуатации
Сварка инвертором требует тщательной подготовки, так как работа эта потенциально опасная. Перед тем как начать работу, пользователь сварочного оборудования (оператор) должен подготовить рабочее место:

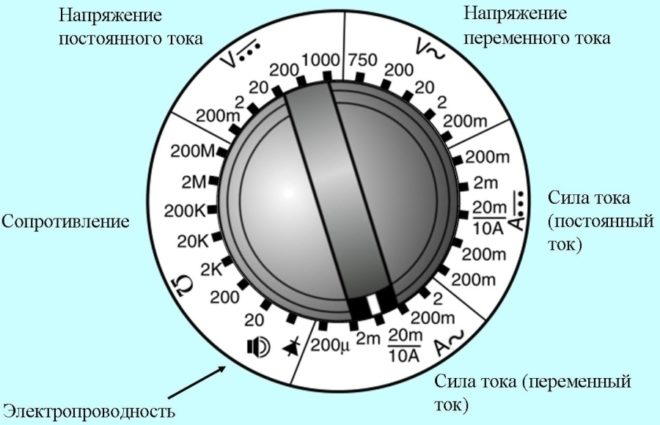
Схема панели сварочного инвертора.
- От сварочного аппарата надо убрать передатчики, компьютерное, измерительное оборудование.
- При использовании инвертора следует убрать любую аппаратуру, которая может вызвать помехи.
- Необходимо оборудовать рабочий стол.
- В помещении требуется оборудовать устройство принудительной вентиляции, чтобы можно было охлаждать инвертор.
Далее требуется выполнить подключение сварочного инвертора к питающей электрической сети, используя розетку «евростандарт». При использовании сварочного инвертора лучше всего применять специальные электроды с покрытием ММА. Выбираются электроды в полной зависимости от того, какой металл будет свариваться. К примеру, зависимость силы тока, диаметра электрода и толщины обрабатываемого металла следующая:
- толщина детали – 1-2 мм, диаметр электрода – 2 мм, сила тока инвертора – 30-75 А;
- толщина детали – 1,5-6 мм, диаметр электрода – 3 мм, сила тока инвертора – 75-120 А;
- толщина детали – 3-6 мм, диаметр электрода – 4 мм, сила тока инвертора – 120-150 А;
- толщина детали – 5-20 мм, диаметр электрода – 5 мм, сила тока инвертора – 150-200 А.
Перед тем как будет использоваться сварочный аппарат, надо убедиться, что электроды сухие. Далее следует включить режим TIG – это сварка в защитной газовой среде с применением неплавящегося электрода. В качестве защитной среды лучше всего использовать аргон, но здесь все зависит от типа металлических деталей. Провод горелки подключается к минусовой клемме, после чего выполняется подсоединение к редуктору (он находится на баллоне). Включается выпрямитель инвертора, начинается подача газа. Вентиль на горелке можно аккуратно включить, после чего электродом чиркнуть по металлу, чтобы зажечь дугу.
Как правильно использовать холодную сварку?
Холодная сварка – материал, который производится из эпоксидного клея. Для чего он может использоваться — давайте разберемся в этом вопросе.
Её можно применять, чтобы залатать протечку в радиаторе или бензобаке автомобиля, она подойдет и для ремонта канализационных труб. Сегодня такой метод соединения пользуется большой популярностью.
Давайте рассмотрим, как пользоваться холодной сваркой и что это такое.
Холодная сварка: что это такое?
В обычной сварке для соединения 2-х компонентов используются сплавы различных металлов и их нагрев до высоких температур плавления. В случае с холодной сваркой соединение элементов возможно даже при комнатной температуре.Необходимость в нагреве полностью отпадает. При этом возможно соединить между собой абсолютно разные материалы. Так что же это за чудо материал?
Он состоит из 2-х важных компонентов: эпоксидной смолы и сверхпрочного клея. Также в него добавляются различные наполнители, состоящие из элементов титана, бронзы и стали, кварца и т.п. С их помощью достигается необходимая жёсткость и надежность.
Где можно применить?
Такой клей применяется, чтобы соединять межу собой различные материалы:
- пластик;
- металл;
- дерево;
- стекло;
- керамику.
Поэтому в быту он просто незаменим. Особенно, если требуется скомбинировать между собой сразу несколько различных материалов, например, стекло и дерево.
Также его часто применяют для ремонта сантехники, устранения трещин в трубах. Ну и, конечно, среди автомобилистов он тоже получил распространение.
Во время ремонта холодная сварка используется для укладки линолеума, с её помощью можно отремонтировать стекло аквариума, зеркало, деревянную и пластиковую мебель, и даже инструменты. После того как клей высыхает, он становится настолько прочен, что не уступает по качеству соединениям, сделанным с помощью электролитов.
Как правильно выбрать холодную сварку?
Для начала потребуется определиться, какая холодная сварка подойдет больше в каждом конкретно взятом случае. Сегодня приобрести такой клей можно в любом автомагазине или на строительных рынках.
При выборе необходимо обратить внимание на марку и производителя. Конечно, лучше всего приобретать качественный товар — экономия в данном случае не уместна
От качества самого клея зависит, насколько прочной и долговечной будет сварка.
С чего начать? подготовка к процессу
Прежде чем приступить к сварке, необходимо подготовить поверхность, на которую она будет наноситься. Изначально её надо высушить, протерев сухой тряпкой. С помощью наждачной бумаги зачищаются места склейки и убираются все неровности.
Когда это будет проделано, проводится обезжиривание поверхности с помощью ацетона, например. То есть требуется нанести жидкость на плотную тряпку или вату, и протереть ею деталь
Особое внимание надо уделить местам соединения
Как пользоваться?
После всех подготовительных мер необходимо надеть защитные перчатки, и только тогда приступать к работе. Клей выдавливается и разминается руками в перчатках, смоченными в воде. Это надо делать в течение 3-х минут.
В процессе состав начинает затвердевать и немного нагреваться, частично теряется его пластичность. Как только это произойдёт, клей наносится на поверхность материала. Детали соединяются и обязательно фиксируются между собой жгутом, например.
Процесс застывания может занять от 15 минут до часа.
Если таким образом заделывается протечка в трубе, то наложенный состав надо прижимать руками, пока он полностью не застынет.
Из холодной сварки можно слепить фигуру или соединить с её помощью разбитый на мелкие части предмет.
Правила безопасности и полезные советы
Во время работы с холодной сваркой очень важно соблюдать меры безопасности. Нельзя допускать, чтобы состав попадал на кожу или в глаза
Если это случилось, кожу или глаз надо сразу же промыть, и желательно обратиться к врачу. Именно поэтому рекомендуется работать в защитных средствах, таких как перчатки. Также рекомендуется использовать очки, чтобы полностью обезопасить себя.
Нанесение клея желательно производить на влажную поверхность — это улучшит сцепление. Холодная сварка — очень удобно, когда надо быстро устранить течь в бочке или в трубе, например.
Не надо перекрывать воду: просто накладывается состав, и всё готово. Удерживать руками место склейки не обязательно, можно его зафиксировать с помощью жгута. Чтобы сварка быстрее высохла, её можно подогреть.
Для этого обычно используется строительный фен.
Выбираем, покупаем
Таблица характеристик для сварки инвертором.
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка
Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла
2 Инструкция по запуску сварочной аппаратуры
Теперь приступим к главному вопросу – как же правильно варить металл сварочным аппаратом? Для домашнего использования вполне достаточно агрегата с силой тока порядка 160 А. Основное условие успешного мероприятия заключается в возникновении дуги, произойдет это или нет, зависит только от нас. Итак, от трансформатора идут два провода, один из них мы фиксируем на детали, а другой на сварочном электроде, вернее на держателе. Потом включаем аппарат и подносим кончик электрода к металлической детали, вот тут и появятся первые искры. Это означает, что дуга есть.

Все это вы можете найти в инструкции к сварочному аппарату, там же есть и подробная схема подключения клемм. Дальше же все зависит от вас, потому что под действием дуги электрод плавится и заполняет шов на металлической заготовке, а вот насколько это произойдет качественно, контролируете вы
Причем не только сам процесс сварки важно провести уверенно и аккуратно, но и правильно подобрать электроды. Об этом материала хватит на отдельную статью, поэтому мы воздержимся от подробностей тут

Сферы применения
Ремонты деталей во всех областях путём склеивания.
Выделяют несколько групп склеиваемых материалов:
.
Металлы
В металлах применяются два вида холодной сварки:
1.Сварка деформацией.
2.Сварка клеевая.
.
Сварка деформацией
Она также происходит при обычной (комнатной) температуре. В этом случае разрушение металлической связи происходит за счёт деформаций этих связей высоким давлением.
.
Это холодная сварка для пластичных металлов, подверженных деформации металлических связей. Например, холодная сварка для алюминия.
.
Из многочисленных способов выделяют три основных:
• точечная;
• шовная;
• стыковая.
.
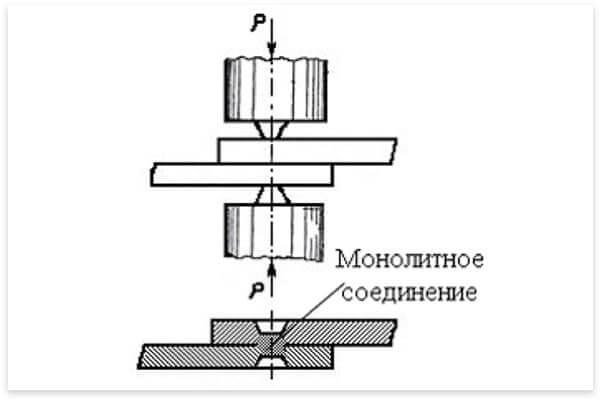
Из этих ХС самая распространённая – точечная, так как не требуется зажимного устройства. Сложенные внахлёст заготовки сдавливаются пуансонами через интервалы (цилиндры сверху и снизу на рис). Получается точечный вид соединения, негерметичный.
Толщина свариваемых листов – не больше 15 мм.
.
В случае шовной ХС создаётся герметичный шов – за счёт кольцевых пуансонов (или вращающихся роликов). Но при этом уменьшается толщина шва и снижается сопротивление изгибу.
.
Наиболее высокое качество швов получается в стыковой ХС, использующей зажимное устройство. Ограничение метода вызвано образованием выпуклости в месте шва. Трубы таким методом методом практически не варят, в основном – алюминиевые провода.

Стыковая ХС
Плюсы холодной сварки деформацией:
• простота процесса;
• высокая производительность;
• использование стандартного прессового и прокатного оборудования.
.
Минусы:
• шов получается или герметичный или глубокий, в зависимости от способа сварки;
• не годится для непластичных металлов, например, углеродистой стали.
.
Клеевая холодная сварка также используется для сварки металлов (не только пластичных). В том числе для алюминия.
.
Полимеры
Включая и материалы с их использованием. Но исключая полиэтиленовые.
.
Холодная сварка для пластика позволяет легко получать качественное соединение.

ХС труб из пластика
.
К сварке пластика применимы все общие правила. Выделяется холодная сварка для труб ПВХ (необходимы некоторые дополнительные действия). Их ремонт выполняется так:
1.В общем порядке подготавливается поверхность.
2.Определяется величина отклонения грани (из расчёта: для диаметра 4 см отклонение 2 мм).
3.Дефект замазывается твёрдым составом, место соединения для фиксации перевязывается жгутом.

.
Холодная сварка для линолеума предусматривает:
• приготовление идеального стыка между двумя листами линолеума. Это достигается наложением одного листа линолеума внахлёст на другой (6-10 см). Примерно посередине этой 6-10-ти сантиметровой полосы с помощью большой металлической линейки проводится разрез канцелярским ножом сразу обоих наложенных листов. Обрезки убираются, листы линолеума прижимают отрезами друг к другу. Стык идеален;
• приклеивается полоса малярного скотча сверху по стыку (чтобы стык был посередине), и разрезается эта полоса по стыку, просвечивающему снизу. Это обеспечит чистоту поверхности листов линолеума рядом с проклеенным стыком;
• на тубу с холодной сваркой для линолеума надевается колпачок с иглой. Игла вставляется в стык (между полосками скотча) и нажатием тубы добиваются клеевой полосы сверху по стыку (шириной 3-4 мм) – вдоль всего стыка;
• 15 минут клей на стыке схватывается, после чего полоски скотча с подсохшим клеем снимаются. Стык сохнет ещё несколько часов.

Холодная сварка для линолеума
Стекло
Холодная сварка для стекла практически не отличается от холодной сварки металла. Но для стекла используют специальные прозрачные ХС, чтобы не заметны были швы.
В местах сварки сколов не будет.
Для керамики применяется холодная сварка для керамики. Обычно двухкомпонентная. Сложность с керамикой только в точном соединении массы осколков. Трещинки в виде тонких линий восстановлению не подлежат – клею не с чем сцепиться.
Вместо обезжиривания склеиваемые части лучше нагреть строительным феном. Восстанавливают на местах крупные осколки, остальное заливают клеем. После высыхания поверхность зачищается и шлифуется.
Аналогично поступают с фарфором и фаянсом.
Применение ХС расширяется за счёт составов с повышенной влаго- и термостойкостью, выдерживающих повышенное давление.
Набор таких свойств обеспечивает широкий фронт применимости, позволяет заделывать сквозные пробои в металлах, сложных корпусах, соединять канализационные и водопроводные трубы.
Оборудование и техника безопасности
Можно осуществлять не только сварку, но и резку металла сварочным инвертором. При проведении работ сварочным оборудованием, требуется учитывать правила техники безопасности:
- Оборудование требуется проверить на наличие дефектов и поломок.
- Сварочный процесс является вредным для здоровья. Чтобы защитить глаза, требуется использовать специальную маску сварщика. Она комплектуется светофильтрами, которые защищают зрение.
- Помимо маски сварщику нужны защитные перчатки, спецодежда, обувь.
Место, в котором работает сварщик, должно оборудоваться специальной шторкой, которая защищает зрение посторонних людей.
Related Posts via Categories
- Ресанта САИ 160 – для сварки в бытовых условиях
- Ресанта САИ 250ПРОФ – инвертор для профессиональной сварки
- Сварочный полуавтомат инверторного типа – сварка без затруднений
- Сварочный аппарат своими руками – возможно ли такое?
- Как варить сварочным инвертором – все по-настоящему просто!
- Форсаж 161 – российский инвертор для качественной электродуговой сварки
- EWM PICO 162 – настоящее немецкое качество
- Как выбрать сварочный инвертор – подбираем оборудование для сварки
- Blueweld Prestige 164 – надежный и удобный в эксплуатации сварочный инвертор
- Foxweld Master 202 – качественная ММА-сварка без проблем
Особенности сварки
Сварочный аппарат называют инвертором из-за принципа его работы. Устройство преобразует переменный ток с частотой 50 Гц в более высокочастотный, а затем в постоянный. У сварки высокий коэффициент полезного действия — свыше 85%, но при этом на счётчике показания меняются медленно.
Большинство устройств подходят для использования в бытовой сети с напряжением в 220 В, некоторые аппараты предназначены для промышленного использования. Сварка не снижает напряжение, а также она работает бесшумно, поэтому соседи не будут недовольны ремонтом
И также приборы могут функционировать при понижении мощности сети, что важно для жителей сельской местности. Инверторный сварочный аппарат для начинающих — оптимальный вариант
Он работает мягко, легко образует дугу. Устройство просто держать в руках и управлять им.
Трансформатор или инвертор
Дуга неслучайно называется электрической. Она образуется под действием тока, состоит из потока электронов, отдающих по пути движения энергию металлу. Так и происходит электросварка.
Если используют переменный ток, то электросварку делают с участием трансформатора. Стоимость трансформатора небольшая, по сравнению с более современным оборудованием, но сваривать с ним сложно. Он шумит, дает нестабильную температуру в рабочей зоне, потребляет большое количество электричества. К тому же, о сварке сразу станет известно соседям, которые не преминут озвучить недовольство. Трансформатор может вызывать перепады напряжения в сети, перегружает ее.
Гораздо удобнее пользоваться инверторной сваркой. Инвертор значительно экономичнее. Вам не придется платить по счетам огромные суммы. Агрегат имеет небольшие размеры, образует дугу хорошего качества, может работать от автономных источников энергии. Для начинающих сварщиков инвертор — идеальный аппарат.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
 Способы и разновидности сварки.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
-
Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. -
Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. -
Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
-
Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. -
Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. -
Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. -
Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания
Сварочные инверторы MIG-MAG

Аппараты Metal Inert/Active Gas тоже популярны. Дуга в них образуется в результате контакта с металлом проволоки. Оба материала плавятся, проволока становится наполнителем шва. Кислород удаляется углекислым газом, который подается из специального сопла. Как только дуга прерывается СО2 перестает подаваться.
К такому аппарату постоянно должны подаваться проволока и углекислый газ, следовательно, MIG-MAG устроены сложнее, аппараты не такие компактные, как ММА. В современных моделях подача проволоки, газа и тока совмещены в одну шину.
Катушка с проволокой устанавливается в корпус сварочного инвертора. Проволока подается через ролик. Скорость подачи зависит от толщины шва и задается в настройках.
Плюсы сварочного аппарата — инвертор MIG-MAG:
- высокая точность сварки;
- нет сильных брызг и окалины;
- шов отличного качества;
- можно сваривать цветные металлы, для этого берется специальная проволока, СО2 заменяется аргоном, применяется обратная полярность.
Минусы сварочного инвертора MIG-MAG:
- низкая мобильность;
- нельзя работать при ветре сильнее 8 м/сек., газ из сопла будет менять направление;
- работать сложнее, чем с аппаратами ММА, инвертор габаритнее и тяжелее
Рекомендации по сварке
- В процессе работы перед лицом следует держать защитную маску. Чтобы зажечь дугу, нужно дотронуться до места сварки концом электрода (движение по поверхности напоминает чирканье спички).
- Нельзя стучать электродом по свариваемой поверхности с целью зажечь дугу, так как можно таким образом оббить его покрытие.
- Электроды для сварки должны быть сухими или прокаленными.
- Соединяемые поверхности должны быть сухим и чистыми. На них не должно быть ржавчины или краски.
- Как только дуга зажжется, электрод следует держать так, чтобы расстояние от его конца до поверхности соответствовало размеру электрода.
- При завершении сварочного шва электрод нужно отвести назад, чтобы заполнить сварочный кратер. После этого его следует быстро поднять до исчезновения дуги.
Необходимые оборудование и инструменты
Для сварки пластиковых труб удобно использовать мечевидные паяльники со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую утюгом, в ней есть отверстия для крепления нагревающих насадок.
У сварочного аппарата для сварки пластиковых труб обязательно есть температурный регулятор, световой индикатор нагрева. Кроме оборудования для сварки нужны инструменты для раскроя заготовок и снятия фольгирующего слоя. Режут пластиковый прокат любым удобным способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Для зачистки срезов, удаления наплывов применяют напильники с мелкой нарезкой или наждачную бумагу. Для раскроя элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.