Технология сварки полипропиленовых труб
Содержание:
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
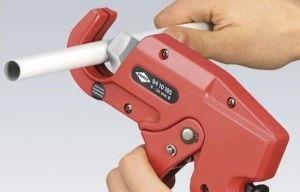
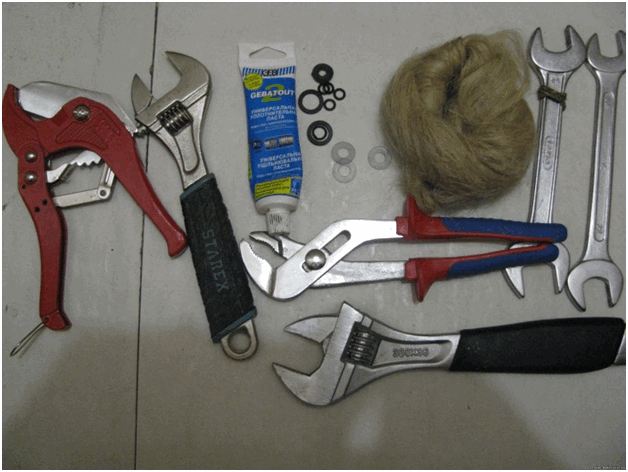
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Читайте так же:
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
|
Диаметр (мм.) |
Глубина сварки (мм.) |
|
20 |
14,0 |
|
25 |
16,0 |
|
32 |
20,0 |
|
40 |
21,0 |
|
50 |
22,5 |
|
63 |
24,0 |
|
75 |
28,5 |
|
90 |
33,0 |
|
110 |
39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
|
Диаметр (мм.) |
Время остывания (сек.) |
|
20 |
3 |
|
25 |
3 |
|
32 |
4 |
|
40 |
4 |
|
50 |
5 |
|
63 |
6 |
|
75 |
8 |
|
90 |
10 |
|
110 |
10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Основные этапы пайки
Спайка труб начинается с этапа подготовки, позволяющего минимизировать затраты труда и исключить ошибки в процессе сборки.
Сначала следует вычертить примерную схему трубопровода, определить места поворотов, ответвлений, сколько потребуется паек. При подсчете количества труб необходимо на каждый отрезок добавлять на «провар» по 30-40 см.
Важно! Опытные сварщики часто советуют новичкам потренироваться «на кошках» — чтобы не испортить материал и не допустить грубых ошибок при монтаже, для начала следует приобрести навыки и сварить несколько обрезков труб, непригодных для сборки.
Перед тем как сваривать полипропиленовые трубы, следует избавиться от заусениц и неровностей, если требуется – применить торцеватель.
Непосредственно инструкция потому как пользоваться спайкой выполняется в таком порядке:
- паяльник нагревается до температуры не ниже 260°С;
- соединяемые отрезки труб одновременно вставляются в насадки;
- элементы вынимаются из насадок по окончании требуемого для расплава концов времени;
- торцы состыковываются, вжимаются друг в друга на протяжении 15-20 секунд;
- соединенные элементы укладываются неподвижно до окончательного застывания шва.
Важные нюансы установки
Соединение ПП труб выполняется с помощью резьбовых/нерезьбовых фитингов. В свою очередь, изделия с резьбой могут быть:
- неразъемными;
- разъемными.
Стоит заметить, что на монтаж влияют в первую очередь эксплуатационные условия.
- Все полипропиленовые детали должны быть защищены от огня.
- В случае врезки водомера или накопительного бака желательно взять разъемные резьбовые элементы. Вместе с тем неразъемное соединение приемлемо лишь для гибких шлангов.
- Использование деформированных или грязных соединительных элементов категорически запрещено! Равно как самостоятельная нарезка резьбы.
- При соединении ровных участков или перехода трубопровода на иной диаметр используются муфты.
- Для поворотов используются специальные угольники, недопустим перегиб труб.
- Для разветвлений магистрали применяются тройники.
После ознакомления со всей необходимой информацией можно приступать к работе.
Виды труб из пропилена

Прежде чем переходить к вопросу, как сваривать полипропиленовые трубы, надо поближе познакомиться с этими изделиями. Они бывают четырех цветов: в продаже можно найти белые, зеленые, серые и черные изделия. Последняя разновидность отличается максимальной стойкостью к ультрафиолету, поскольку используется при создании системы полива. Остальные материалы имеют схожие характеристики: используют их для прокладки коммуникаций внутри дома или вне его.
Предназначение
Если говорить о классификации их по назначению, то все полипропиленовые трубы можно разделить на три вида:
- конструкции, предназначенные для холодной воды (максимум 45°), на них есть продольная полоса голубого цвета;
- трубы, используемые для горячего водоснабжения (до 85°), их можно узнать по красной полоске;
- изделия универсальные (65-75°), на них нанесено сразу две метки — голубая и красная.
Полипропиленовые трубы для ХВС и ГВС отличаются характеристиками по степени надежности.
Маркировка

PN — аббревиатура, указывающая на рабочее (максимальное) давление, с которым пластиковые трубы могут работать 50 лет при температуре 20°. Таких изделий есть 4 вида.
- PN10. Их используют только для холодного водоснабжения в системах, где давление воды не превышает 1 МПа (10 атмосфер). Стенки их не отличаются большой толщиной, поэтому для многоэтажных домов, где нередки разные ЧП c ХВС, они совсем не подходят.
- PN16. Этот вид чаще является универсальным, однако из-за не слишком впечатляющей температуры (средняя t — 65°), а также небольшого давления (1,6 МПа, 16 атм) их тоже предпочитают устанавливать исключительно на холодную воду.
- PN20. Такие полипропиленовые трубы уже имеют толстые стенки, они выдерживают температуру до 75-80°, давление — до 2 МПа (20 атм). Из-за большей надежности их рекомендуют выбирать для монтажа системы отопления, для проводки горячей воды.
- PN25. Эти полипропиленовые изделия можно назвать совершенными, самыми надежными. Из-за армирования стекловолокном или фольгой они нередко не такие толстые, как ближайшие «соперники», однако способны выдержать 90-95° и 2,5 МПа (25 атм).

Последний вид — идеальный кандидат: как для отопительных систем, так и для ГВС.
Полипропиленовые трубы выпускают различных диаметров (20-110 мм), однако для частных домов и квартир обычно приобретают изделия, имеющие размеры 20, 25 мм, реже — 32 мм. Это внутренний диаметр, в то время как толщина их стенок может очень сильно отличаться.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
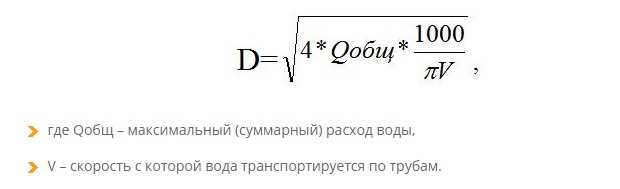
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной

Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
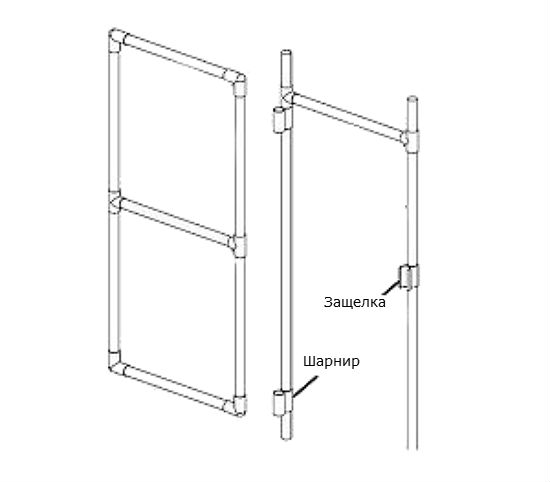
Компенсатор для горячего водопровода и отопления из полипропиленовых труб

Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам

При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)

Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Анатолий Рыцев / Мастер — строитель, автор сайта
Мастер — строитель. Занимается внутренними и фасадными отделочными работами всех видов: малярка, штукатурка, оклейка обоев, все виды плиточных работ, а также строительством загородных домов.
Источник
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.
Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.
При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника.
Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.
Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Как производить разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы
Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Домашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.
Главные ошибки при сварке полипропиленовых труб
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения
Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа. Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается. Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды. Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки. Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода. Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
Свойства и разновидности труб

Полипропилен (PP, ПП) — продукт полимеризации пропилена — твердое белое вещество. Чтобы придать ему цвет, в материал специальные органические красители, пигменты. В промышленности используют полипропилен (гомополимер), имеющий изотактическую структуру, которую отличает твердость, морозо- и термостойкость, повышенная прочность, устойчивость против агрессивных реагентов.
Трубы для водоснабжения производят из первичного полипропилена PPR третьего типа. Материалы в состоянии:
- выдерживать высокое давление (10-25 атмосфер);
- быть надежными в эксплуатации более 50 лет;
- противостоять температуре до +95° (трубы для ГВС).

Есть у полипропилена один существенный недостаток — линейное расширение при нагревании. Он приводит к провисанию этих пластиковых трубопроводов ГВС. Для снижения риска деформации, увеличения прочности данные изделия усиливают армированием (стекловолокно, алюминиевая фольга) — внешним или внутренним. Такая защита позволяет использовать полипропиленовые трубы не только для водопроводов, но и в системах отопления.
Минус алюминиевого армирования — сложности, возникающие у домашнего мастера в процессе монтажа: как внешний, так и внутренний пояс металла требует разного подхода к пайке трубопровода.
Марки труб
Сейчас выпускают несколько разновидностей изделий, все они в некоторой степени отличаются свойствами, характеристиками, а значит, предназначением. Существует 4 марки, цифры означают максимальное значение давления (атмосферы), которые они способны выдерживать.

- PN 10. Материал, имеющий самую бюджетную стоимость. Объясняется она не слишком выдающимися характеристиками. Приобретают эти трубы для холодного водоснабжения, в исключительных случаях — для монтажа подводки к контурам систем «теплого пола», если максимальная температура не будет превышать 45°.
- PN 16. Это самые популярные трубы для холодного водоснабжения с высоким давлением, а также для низкотемпературного отопления, так как максимально допустимая температура составляет 60°.
- PN 20. Универсальный материал, который можно использовать для холодного или горячего водоснабжения, а также в автономных отопительных системах, где нет опасности гидроударов. Марка Gf-PPR PN 20 имеет стекловолоконное армирование. Температура теплоносителя не должна подниматься выше 80°.
- PN 25. Это самые прочные трубы, которые можно использовать для холодного либо горячего водоснабжения, в домах (квартирах) с любой системой отопления. Для марки Al-PPR PN 25 характерно внешнее армирование алюминием, для PERT-Al-PPR PN 25 — внутреннее. Максимальная температура — 90-95°.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
-
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной. https://www.youtube.com/embed/fKf2kG7gHvw
https://youtube.com/watch?v=fKf2kG7gHvw
Сварка труб из полипропилена
Высокая надежность таких швов позволяет выполнять скрытый монтаж трубопровода с заделкой труб в конструкцию здания. Наибольшую популярность сегодня получила технология неразборного соединения при помощи сварки с использованием соответствующих фитингов.
Общие правила работы
На сегодняшний день существует два способа соединения — это враструб и встык. При этом, вне зависимости от выбранной вами технологии, необходимо учитывать соответствующие правила, что позволит гарантировать великолепную прочность и долговечность сварного шва.
Все работы проводятся при плюсовой температуре. А вот выполнение их при отрицательных температурах неизменно приведет к проблемам с качеством работы, в итоге такое соединение быстро потеряет свою герметичность.
 Инструмент и свариваемые части обязательно должны быть чистыми, поэтому перед работой проводят обезжиривание пластика. Инструмент обязательно очищают спиртом, а используемая ветошь не должна содержать различных волокон, которые могут ухудшить качество соединения.
Инструмент и свариваемые части обязательно должны быть чистыми, поэтому перед работой проводят обезжиривание пластика. Инструмент обязательно очищают спиртом, а используемая ветошь не должна содержать различных волокон, которые могут ухудшить качество соединения.
Не рекомендуется использовать дополнительное охлаждение соединения с помощью холодного воздуха или воды. Такое резкое охлаждение шва приведет к появлению термического напряжения, что отрицательно сказывается на прочности сварки.
Соединение полипропиленовых труб враструб
Сварка враструб получила наибольшее распространение, что объясняется отличным качеством выполняемых работ и простотой используемого оборудования. Специальный паяльник имеет доступную стоимость, что позволяет приобрести такой инструмент даже обычному домовладельцу.
Выполнить качественное соединение можно даже без какого-либо существенного опыта работы. Необходимо лишь использовать специальные фитинги, отводы, тройники и углы, правильно подбирая их диаметр и материал, из которого они изготовлены.
Если говорить о преимуществах такого способа, то отметим следующее:
- качество соединения ппа;
- простота выполняемых работ;
- возможность использования дополнительных тройников и отводов;
- полная герметичность.

Процесс сварки враструб подразумевает оплавление краев сопрягаемых поверхностей с внутренней стороны
фитинга и внешней поверхности труб. При этом используется специальный паяльник, в патроны которого вставляются разогреваемые детали, после чего происходит их оплавление. Предлагаем вам простейшую инструкцию по выполнению такой работы.
Необходимо лишь соединить разогретые трубы и фитинги, после чего полипропилен будет соединен на молекулярном уровне, что и позволит обеспечить великолепную прочность такой сварки.
Отличием данного способа соединения от сварки встык является использование соответствующих фитингов, что обеспечивает улучшенную прочность конструкции и не требует выполнять центровку шва. При этом стоимость используемых фитингов находится на доступном уровне, что позволяет сократить расходы на прокладку такого трубопровода.
Технология сварки враструб
Данная технология соединения полипропилена используется в тех случаях, когда диаметр соединяемых трубопроводов может существенно различаться. При сварке враструб также нагревают кончики соединения, после чего соединяемые части вставляются друг в друга и оплавленный пластик прочно сваривается.