Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Содержание:
Метод сварки
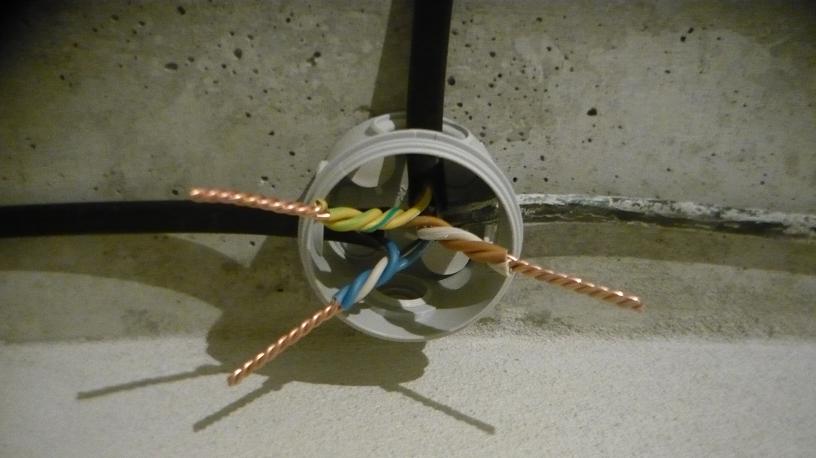
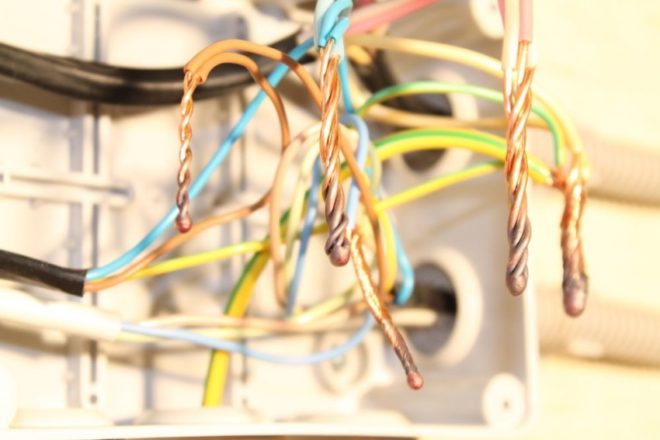
Для более надёжного контакта производится сварка соединительных проводов в распределительной коробке. При таком варианте концы жил сплавляются и образуют единое целое, что является гарантией безопасности и надёжности. Цельные контакты не подвергаются окислению, и сварные соединения со временем не слабеют.
Недостаток сварки в том, что вы должны уметь обращаться со специальным оборудованием, либо придётся приглашать профессионала.
Необходимые инструменты

Кроме того, что вы должны уметь варить, вам понадобятся:
- нож (чтобы снимать с жил изоляционный слой);
- бумага наждачная (чтобы зачистить соединяемые поверхности);
- инвертор сварочный;
- перчатки (защищают руки во время сварочных работ);
- очки либо маска (защищают глаза во время сварочных работ);
- электрод графитовый (угольный);
- флюс для защиты расплава от действия воздуха.
Алгоритм сварочного соединения

- С жил снимите ножом изоляцию на 70-80 мм.
- Наждачной бумагой зачистите жилы до блеска.
- Описанным выше методом сделайте скрутку проводов, её длина должна получиться не менее 50 мм.
- За верхнюю часть скрутки аккуратно зацепите клещи заземления.
- Снизу скрутки поднесите электрод, слегка коснитесь, чтобы разжечь дугу, и уберите. Сварка проводов происходит буквально за какие-то доли секунды.
- После этого дайте месту сварки остыть и изолируйте соединение.
Ещё один важный вопрос, сколько ампер выставить на сварочном аппарате? Для жил сечением 1,5 мм2 достаточно будет 30 А сварочного тока, для 2,5 мм2 – 50 А.
Сварка скруток в распредкоробке наглядно показана в этом видео:
Алгоритм сварки проводов
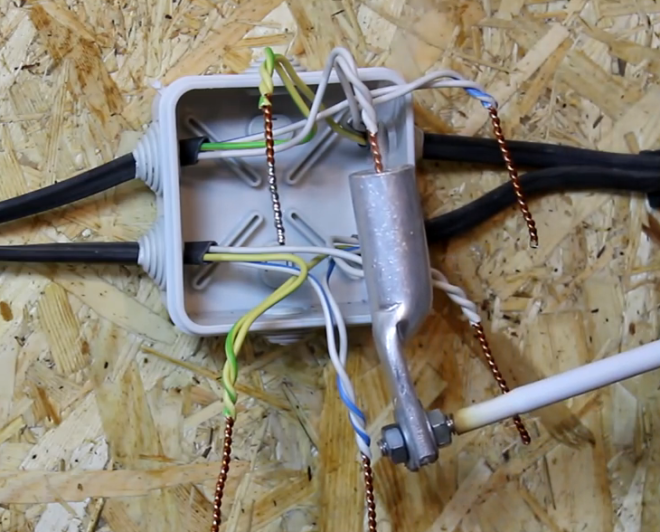
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора</strong>;
- к сварочному аппарату подключают питание от сети</strong>;
- держатель с электродом подносят к концу скрутки</strong>;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Как варить медные провода
Сварка медных проводов не требует большого опыта. Порядок работы таков:
- Токоведущие жилы зачищаются от изоляции. Затем оголенные проводники скручиваются.
- Со стороны изоляции к скрутке подключается один из сварочных проводов. Это удобно делать при помощи пассатижей или каких-либо самодельных зажимов.
- К противоположному концу скрутки необходимо прикоснуться угольным электродом. Загорится небольшая сварочная дуга. Конец скрутки расплавится. При необходимости операция повторяется несколько раз до образования на конце соединения прочной аккуратной капли расплавленного металла.
- После сварки полученную скрутку необходимо заизолировать монтажными колпачками, термоусаживаемой трубкой или изоляционной лентой.

Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.

Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.
 Комплект для термитной сварки
Комплект для термитной сварки
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
Метод пайки
Не менее надёжной, чем сварка, является пайка соединяемых проводов в распределительной коробке.
Суть метода паек похожа на сварочную работу, только теперь вместо инверторного аппарата с электродами используется припой с паяльником. Ещё вам нужны будут канифоль или паяльный флюс. Тут есть один небольшой нюанс, перед скручиванием жил их надо залудить. Для этого разогрейте паяльник, окуните в канифоль и проведите по зачищенным от изоляционного слоя жилам несколько раз, пока не появится характерный рыжеватый оттенок.
Теперь сделайте скрутку, как мы рассказали выше. Возьмите припой на паяльник и прогревайте место скрутки, пока олово не расплавится и не начнёт заполнять пространство между витками. Таким образом, место скрутки обволакивается оловом, за счёт чего обеспечивается правильное соединение проводов и надёжный контакт в коробке.
Чаще всего так паяют медные жилы. Но существует специальный припой, с помощью которого можно то же самое делать и с алюминиевыми жилами.
Пайка скруток методом методом погружения в гильзу с расплавленным оловом показана в этом видео:
Способы соединения проводов
Существует несколько методов соединения электропроводов. Вы можете выбрать наиболее удобный и подходящий для вашего случая вариант.
Скрутка
Скрутка
В настоящее время соединение кабелей в распределительных коробках по методу скрутки запрещено – оно считается крайне ненадежным по сравнению с другими существующими вариантами. Выбирая скрутку, вы осознанно принимаете всю возможную ответственность на себя.
Как правильно делать сращивание и ответвление проводов с помощью скрутки
Само соединение выполняется предельно просто: с проводов счищается примерно 10 мм изоляции, а после они аккуратно накручиваются друг на друга. При соединении проводов диаметром до 1 мм выполняем не менее 5 витков, в случае скрутки более «серьезных» кабелей – от 3 витков.
Опрессовка
Инструмент для опрессовки
Популярный вариант соединения. Выполняется с использованием специальной гильзы по размеру пучка проводов. Материал гильзы также должен соответствовать материалу изготовления кабелей.
Для обжима изделия применяются пресс-клещи для опрессовки гильз. Народные умельцы нередко пытаются выполнить обжим с помощью пассатижей, однако профессионалы рекомендуют от такого варианта воздерживаться, т.к. соединение будет не таким надежным.
Работа выполняется в следующем порядке.
Снимаем с проводов изоляцию, ориентируясь на длину используемой гильзы.
Второй шаг
Скручиваем провода в пучок и вводим их в соединитель.
Обжимаем гильзу с проводами пресс-клещами.
Процесс опрессовки
Выполняем изоляцию готового соединения термоусадкой либо обычной изолентой.
Процесс опрессовки
Сварка
Сварка
После выполнения такого соединения получается по сути цельный провод, которому не страшны ни процессы окисления, ни другие негативные воздействия, характерные для разъемных способов.
Для соединения проводов по методу сварки нужно подготовить следующее:
- сварочный аппарат на 24В мощностью от 1 кВт;
- флюс;
- угольный электрод;
-
защитные средства (перчатки, маску/очки).
Работаем в таком порядке.
Снимаем с кабелей изоляцию и зачищаем жилы до блеска. Для этого используем наждачную бумагу.
Второй шаг
Соединяем провода по методу скрутки.
Насыпаем флюс в углубление нашего электрода.
Аппарат для сварки скруток ТС 700 2
Включаем сварочный аппарат, прижимаем электрод к кабелям и держим до образования шарика — т.н. «контактной точки».
Пятый шаг
Сварка
Очищаем полученную контактную точку от флюса и покрываем ее лаком.
В завершение нам остается лишь заизолировать готовое соединение.
Пайка
Пайка
Порядок действий остается таким же, как и при соединении проводов сваркой. Отличие лишь в том, что кабели соединяются при помощи припоя, расплавленного паяльником. Расплавленный припой должен затекать внутрь скрутки.
Также не рекомендуется использовать пайку в местах возможных механических нагрузок на соединение.
Винтовые контактные зажимы
Винтовые контактные зажимы
Отличный метод быстрого и простого соединения проводов в распределительной коробке. Компактные недорогие зажимы позволяют выполнять соединение как однородных, так и разнородных проводников.
Работа выполняется в два простых шага. Нужно сделать следующее:
- счистить с концов проводов примерно по 5 мм изоляции;
- вставить провода в зажим и затянуть винтом.
Болтовые соединения
Болтовые соединенияОконцевание проводов
Соединение надежное, но очень громоздкое. Подходит для таких же громоздких коробок старого образца. В современной коробке болтовое соединение может попросту не поместиться.
Работа выполняется в следующем порядке.
Второй шаг
Сверху надеваем на болт один из соединяемых проводов. Предварительно нужно счистить изоляцию и сформировать из кабеля колечко. Со вторым проводом заранее делаем то же самое.
Пятый шаг
Надеваем последнюю шайбу и затягиваем соединение гайкой.
Разумеется, болтовое соединение также нуждается в изоляции, которая не лучшим образом отразится на его размерах.
Методика использования УЗО
Самозажимные соединения
Наиболее современный и популярный на сегодняшний день вариант. Зажимы предельно просты в использовании. Помимо этого, внутри подобных соединений изначально присутствует паста, исключающая риск окисления металлов, что позволяет безо всяких опасений вставлять в клипсы разнородные проводники.
Работаем в таком порядке.
Самозажимные соединения
Первый шаг. Снимаем примерно по 10 мм изоляции с каждого провода.
Второй шаг. Поднимаем вверх рычажок клипсы.
Третий шаг. Вставляем проводники в соединитель.
Четвертый шаг. Опускаем вниз рычажок.
Зажимы без рычажков просто защелкиваются.
Самозажимные соединения
Выбор сечения у сварочного кабеля
Сечение сварочного кабеля является одним из наиболее важных параметров данного материала, так как именно от него будет непосредственно зависеть проводимость и максимальная сила тока. От этого показателя, в свою очередь, также зависит скорость проведения работ, качество формируемого шва.
Если сечение небольшое и составляет порядка 7 квадратных миллиметров, то такие провода будут подходящими для небольших инверторных аппаратов, способных функционировать от электрической сети бытового типа, напряжение в которой находится на уровне 220 В.
При использовании сварочного оборудования автоматического типа жилы токопроводящих кабелей имеют наибольшее сечение – оно может составлять порядка 47-49 квадратных миллиметров. Сегодня подобная продукция представлена в соответствующих каталогах, где указана не только маркировка кабеля, но и максимальный вольтаж, сила тока, расчетная масса и длина подобного кабеля.
При подборе сечения и количества жил для сварочного кабеля очень важно подобрать правильную продукцию. Дело в том, что использование неподходящего кабеля может в конечном счете привести к тому, что в аппарате произойдет короткое замыкание, из-за которого реостат может выйти из строя или даже воспламениться
В случае, если сечение кабеля чересчур маленькое и не подходит для инверторного аппарата заданной мощности, то лишний электрический ток будет конденсироваться на предохранителе. Таким оборудованием будет работать попросту невозможно, так как при попытке зажечь дугу сварочный аппарат будет отключаться, сбрасывая напряжение.
Болтовые соединения
 Болтовое соединение
Болтовое соединение
Такое соединение довольно надежное, но громоздкое. Для современных распределительных коробок он не подойдет из-за своих габаритов, но для больших коробок старого образца – в самый раз. Таким методом можно соединять как однородные, так и разнородные металлы. Работа выполняется следующим образом:
- На болт надевается стальная шайба.
- С проводников снимается изоляция, и они формируются в виде кольца.
- Первое кольцо надевается на болт.
- Затем на очереди другая стальная шайба, которая помещается на болт следом за первым.
- Сверху одевается второй соединительный провод.
- Весь этот «бутерброд» зажимается гайкой.
- В конце все нужно заизолировать.
Именно такая конструкция делает контакт громоздким. Если вам нужно соединить несколько пар проводов, то такой вариант не будет наилучшим.
Настройка аппарата
От того, корректно ли произведена настройка сварочного инвертора, зависит качество сварочных работ, особенно это касается правильного выбора электродов. Также следует учитывать:
- глубину сварочного шва;
- расположение шва в пространстве (вертикальное или горизонтальное);
- марку или тип свариваемого металла;
- толщину металла и т.д.
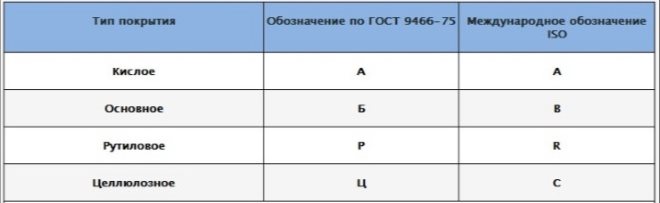
Следует знать, что под каждый тип металла выпускаются соответствующие электроды. С инверторами можно использовать электроды диаметром до 5 мм. Но под каждую толщину оснастки необходимо подбирать соответствующую ей силу сварочного тока. Чтобы правильно настроить сварочный аппарат, можно воспользоваться таблицей, приведенной ниже.

Угольные электроды для сварки медных проводов
- Температура плавления 3800⁰ С, кипения – 4200⁰ С, поэтому процесс плавления незаметен, фиксируется испарение;
- Сварочные работы угольным электродом проводится на прямой полярности;
- Сварочный процесс угольным электродом сопровождается воздействием внешних факторов (ветер, газовый поток);
- КПД сварочной дуги ниже;
- Область применения: сварочные работы по тонколистному металлу, цветных сплавов, исправление дефектов металлического литья;
- Способы сварочных работ: без присадочного материала, подача присадки в дугу, укладка присадочного металла на шов;
- Наиболее распространенный способ – оплавление края свариваемых элементов (безприсадочный);
- Величина сварочного тока определяется толщиной металла, видом соединения;
- Разогреваясь, угольные электроды для сварки медных проводов быстро расходуются;
- Создает сварочную дугу высокой температуры (даже при заниженном токе).

Рекомендации
Полезные советы, благодаря которым сварка проводов своими руками пройдет качественно:
- Использование при сварных работах неомедненных графитовых стержней для медных проводов своими руками. Выгорание угла электрода приведет к снижению сопротивления, долгому контакту, что ухудшит качество соединения электропроводки.
- Формированию необходимой формы шарика медной спайки способствует предварительная подготовка графитового стержня: внутри торца делается углубление.
- Использование альтернативы заводским стержням (отработанные батарейки, троллейбусные токосъемники и т.д.).
- Использование защитной маски, очков, рукавиц, специальной одежды обязательно.
- Сварка скруток проверяется подачей на сеть максимального напряжения. Отсутствие нагрева – показатель качественного соединения.
- Пайка или сварка медных проводов лучше простой скрутки, клеммного соединения, зажимов.
- Правильный выбор электродного стержня, режима сварных работ определяет качество результата, надежность сварного шва.
- Использование инверторного аппарата целесообразно в быту, при частых сварочных работах для проводов своими силами.
Прежде, чем производить работы по соединению жил электрических кабелей, необходимо определить, как сделать, что лучше выбрать для данной конкретной ситуации. Правильный выбор во многом способствует успешному результату проделанной работы: качество соединения, течение тока, надежность электрической проводки при пиковой нагрузке на сеть.
Не стоит доверять скрутке электропроводов как способу соединения. Это достаточно ненадежный вариант. Клеммные, обжимные механизмы увеличивают надежность, но уступают по качеству пайке, сварному типу соединения.
Для того чтобы соединить два провода, используют несколько приёмов. Это может быть скрутка, спаивание или сварка различных проводов. Последний приём является одним из самых удачных и часто применяемых. Он помогает добиться длительного срока службы электрической проводки.
Она в основном изготовляется из медного состава, а не из алюминия, который не годится для данных целей. Сварка происходит с использованием постоянного и переменного тока, при напряжении в 12-36 В. Непосредственно для процесса, рекомендуем использовать сварочный инверторный аппарат.
Виды кабелей
Естественно, что главными определяющими факторами выбора сварочного кабеля будут свойства самого аппарата, к которому он приобретается. Первым делом это сила тока в аппарате. Если она, к примеру, составляет 189А в максимальном приближении, то правильным выбором провода к инвертору будет кабель марки КГ 1х16.
Такая продукция выпускается целой линейкой с разными сечениями. В сети имеется множество таблиц с изложением, какое именно сечение нужно брать при разных значениях силы тока в аппаратах.
Виды сварочных кабелей КГ.
Нужно заметить, что все кабели, которые подходят для оборудования в сварке, удовольствие не из дешевых. Поэтому есть большой смысл остановится и подумать, что именно вы собираетесь делать, и какой именно вариант изделия вам понадобится. Их предлагается великое множество.
Структурные разновидности следующие:
Одножильный
Этот кабель для сварочного аппарата производится из медной проволоки, которая отличается своей эластичностью и гибкостью. В дополнение известно отличительное качество меди как металла – она великолепно проводит электрический ток.
Эти виды обычно используются при компактных переносных инверторных аппаратах с небольшой мощностью и соответствующими параметрами силы тока и других технических показателей.
Двужильный
В данной конфигурации имеются катод и анод, которые отлично справляются с проведением электрического тока во время импульсной сварки.
Чаще всего и эти провода состоят из медной проволоки в чистом виде, хотя встречаются изделия, выполненные из медных сплавов с добавление других металлов, хорошо проводящих ток
Но основа в любом случае медная, это важное условие
Трехжильный
Этот вид производится для сложного автоматического оборудования для сварки, к примеру, мощных трубопроводов для транспортировки нефти, газа или продуктов их переработки.
Маркировка проводов содержит все технические характеристики работ по сварке, что очень облегчает их выбор для конкретных работ:
- КС – изделие может использоваться в работах по сварке различного типа.
- П – изделие покрыто дополнительным слоем из полимерного материала для дополнительной защиты токопроводящей жилы. Если рядом есть цифра, она показывает количество жил в кабеле.
- ВЧ – изделие может быть использовано при высокочастотном напряжении.
Маркировка сварочного кабеля.
Существуют и другие полезные свойства проводов для сварки. У них отличное сопротивление к высоким и низким температурам внешней среды с широчайшим диапазоном от -50°С до +50°С, они устойчивы к воздействию влаги и других агрессивных внешних факторов.
Чаще всего сварочные провода для инвертора идут вместе в общей комплектации в современном оборудовании для сварки. Но в качестве расходных материалов их можно прикупить отдельно. В этом случае нужно искать изделия с такой же маркировкой, как и была первоначально.
Современные оплетки медных жил производятся с учетом самых разных требований и разнообразных климатических условий.
По устойчивости к условиям внешней среды все изделия подразделяются на две большие группы:
- Тропические или антисептированные под маркировкой КГ-Т выдерживают температуру до +50°С в сочетании с повышенной влажностью. В таких условиях высок риск возникновения грибковой плесени или размножения патогенных микроорганизмов. Если оплетка не специализированная, оно легко может оголиться на жаре в пустыне или в тропиках.
- Холодостойкие или устойчивые к холоду под маркировкой КГ-ХЛ. Полимерная оплетка в них абсолютно устойчива к морозам, благодаря чему провод не замерзает и не трескается на холоде вплоть до -60°С, то есть при самом суровом климате.
Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города. Сложности вызовет только поиск трансформатора. Не везде получится купить подходящий по мощности. Как вариант, можно поискать нужный на барахолках, блошиных рынках или поспрашивать у знакомых с заводов и предприятий.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
- понижающий трансформатор;
- материалы для крепежа и корпуса;
- медные гибкие провода большого сечения от 35 кв. мм;
- слесарные и измерительные инструменты, отвертки, ножовка по металлу и т. п.
 Понижающие трансформаторы для изготовления аппарата
Понижающие трансформаторы для изготовления аппарата
Дополнительная информация. В качестве проводов для выходного тока отлично подходят гибкие многожильные AWG кабели в силиконовой изоляции. Их защитное покрытие выдерживает высокие температуры. Сам проводник мягкий и податливый для руки. С такими проводами удобнее работать и лазить по распределительным коробкам под потолком.
Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
https://youtube.com/watch?v=hPfc3aqfxBk
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.

Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Первичная обмотка трансформатора рассчитывается на 220 В. Железо подбирается исходя из габаритной мощности в 200-1000 Вт. Маломощные трансформаторы пригодны для сварки тонких проводов, а высокомощные — для толстых.

Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора. Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.

Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.
Однако в некоторых случаях клеммы — это удобно. Например, на выходе сварочного трансформатора. Применяя клеммы, можно переносить аппарат отдельно от его проводов. Главное следить, чтобы во время работы клеммы не окислялись, не болтались и не перегревались. Периодически допустимо убирать загрязнение при помощи напильника.

Держатель для электрода
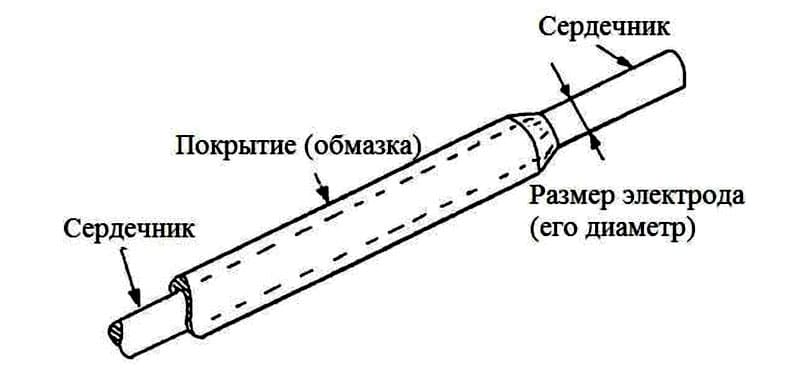
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже.
Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.
 Самодельные держаки для сварки
Самодельные держаки для сварки
Держак выполняется из пары медных шин и болтов для затяжки. Приспособление должно надежно зажимать графитовый электрод.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.