Гост 6111-52 резьба коническая дюймовая с углом профиля 60° (с изменениями n 1, 2)
Содержание:
- Резьба на трубах
- Определение шага
- Общая информация, маркировка
- Изготовление резьбы
- Трубная цилиндрическая резьба
- Главные отличия от резьбы BSP
- Таблицы размеров дюймовых и метрических мелких и крупных резьб
- Цилиндрическое соединение
- Особенности цилиндрической резьбы
- Трубное крепление цилиндрической формы
- Коническая трубная резьба
- Определение шага трубной резьбы
- Существующие способы нарезки резьбы
Резьба на трубах
Резьба на трубах представлена целым набором неких стандартов, которые предназначены для организации соединения и уплотнения двух деталей между собой. Больше если говорить конкретно о трубах, которые используются в различных системах канализации, подачи воды, отопления и других, то большое влияние на качество такого соединения оказывает именно качество нарезки резьбы.
Довольно часто витки нарезают вручную. Для этого используется специальная плашка
В такой работе очень важно определить общую центральную ось плашки и трубы. Ведь в случае перекоса, канавки будут наклонены
Это приведет к тому, что соединение такой детали с ровной резьбой будет не прочным и не герметичным.
В качестве основного инструмента для такой работы используют специальный станок со специальными нарезными головами. Сами канавки наносятся таким элементом станка, как нож.

Трубная резьба
Как уже было сказано, вышеописанные параметры раскрывают далеко не полную классификацию резьбы на трубах. Кроме всего прочего встречаются цилиндрические, конические и другие виды.
Определение шага
Для установления резьбы, и ее шага используют мерительный инструмент под названием резьбомер. Допустимо использование металлической линейки или штангенинструмента, в этом случае штангенциркуля. Есть и «народный» метод измерения шага. Но его желательно использовать только тогда, когда тогда под руками не специального мерительного инструмента.
Для реализации «народного» способа необходимо конец трубы прокатить по листу бумаги и подсчитать количество оттисков на расстоянии в один дюйм в результате будет получено количество витков. Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
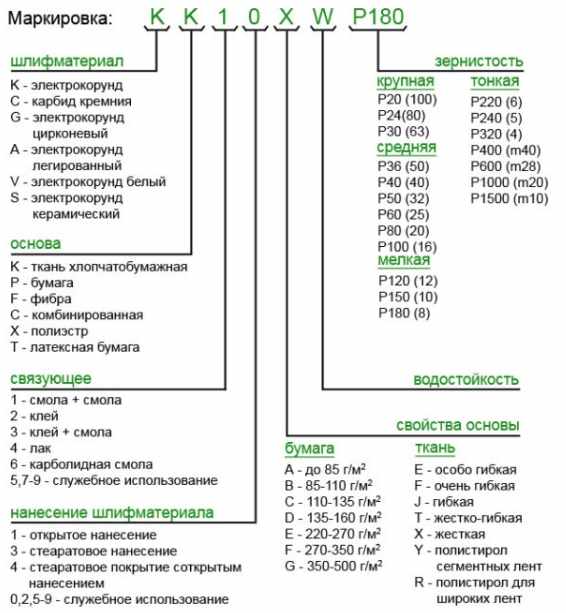
Общая информация, маркировка
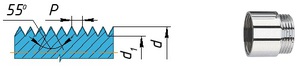
Особенности геометрических параметров
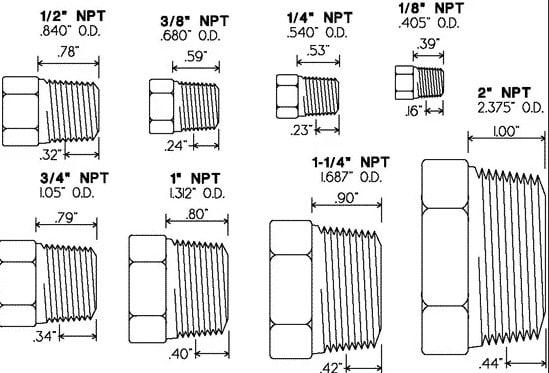
Основными характеристиками NPT считаются:
- Угол между конусом и центральной осью трубы, который составляет 1°47’24” (1,7800 °).
- Угол профиля — 60°.
- Переменный шаг, измеряемый в нитях на дюйм (TPI).
- Интенсивность сужения, размер которой равен (в метрической системе) 62,5 мм на погонный метр. Параметр измеряется по изменению диаметра на заданном расстоянии.
Из определения следует, что характеристики соответствуют значениям наружного диаметра, поскольку одно и то же значение шага могут иметь несколько типоразмеров изделий.
Линейка обычно используемых размеров продукции, которая произведена в США или Канаде, составляет 1/8, ¼, 3/8, ½, ¾, 1, 1 ¼, 1 ½ и 2 дюйма. Трубки менее 1/8 дюйма иногда используются при монтаже трубопроводов сжатого воздуха, а для соединений, имеющих размеры более 2 дюймов, применяются другие конструктивные решения.
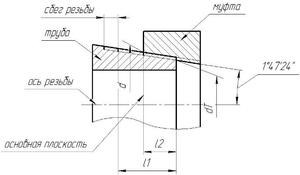
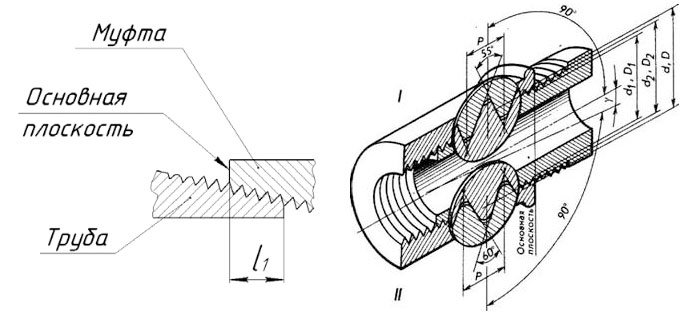
Маркировка труб NPT отличается рядом особенностей, обусловленных несовпадением размеров с устанавливаемыми по ГОСТ 6211-81. Указываются:
- Наружный диаметр D1;
- Наружный диаметр трубы D;
- Промежуточный диаметр D2;
- Шаг р.
Размеры, указанные большими буквами латинского алфавита, относятся к внешней резьбе, а маленькими – к внутренней.
Отметим, что такая маркировка выполняется по техническим нормативам ASME B1.20.1. Она указывает размер проходного сечения, а не внешний диаметр присоединительной арматуры.
Определение степени герметичности уплотнения
Как уже указывалось, шаг TPI измеряется количеством гребней (нитей) на дюйм. Между тем метрическая система измеряет расстояние между двумя гребнями. Эти разночтения могут стать причиной ошибок. Поэтому при монтаже резьбовых стыков с трубами по NPT используется практическое определение плотности стыка с применением манометра. С его помощью устанавливается наиболее плотная посадка, для чего применяется изменение давления потока протекающей жидкости. Тем больше испытаний при разнице в давлениях, тем точнее будет результат. Штуцер и резьбовой манометр монтируются «в свету», после чего производится поиск зазоров между манометром и смежной поверхностью. Это легче увидеть на «мужском» стыке, чем на «женском».
Далее при помощи штангенциркуля измеряют диаметры. Для замеров по наружным резьбам рекомендуется устанавливать штангенциркуль под небольшим углом: это увеличивает точность считывания. При замерах внутренних параметров NPT штангенциркуль располагают перпендикулярно оси трубы.
Если соединение трубы или фитинга уплотняется по расширяющейся поверхности (или в седле с перевернутым углом), то угол уплотнения лучше определять с помощью датчика угла. Датчик помещается на уплотняемую поверхность; если центральные линии соединения и датчика параллельны, то угол уплотнения определён верно. Для соединения, которое имеет внутреннюю резьбу, манометр вставляется в соединение, после чего используется датчик положения.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Рейтинг: /5 —
голосов
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
 Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
 Например:
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
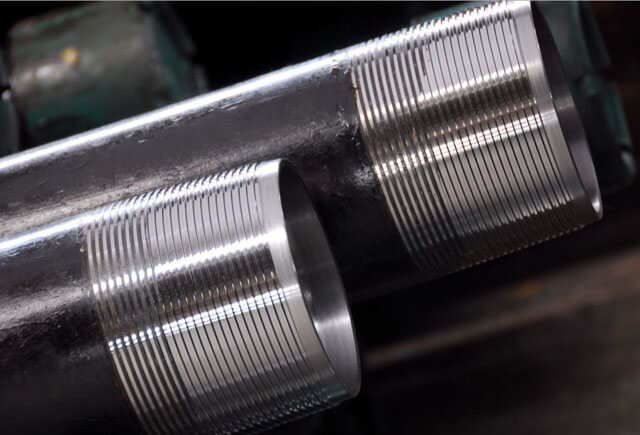
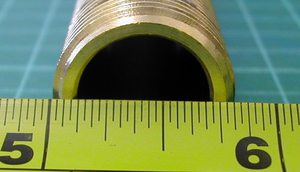 Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
 Главные обозначения:
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
 R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Главные отличия от резьбы BSP
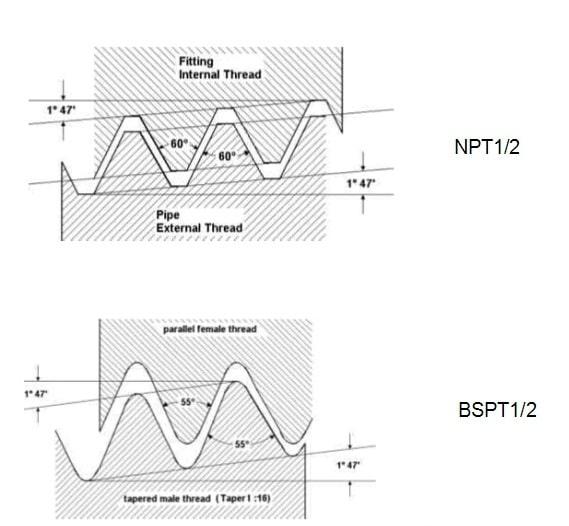
В англоязычных странах, кроме уплотнений по стандарту NPT, используются также системы BSP (BSPP и BSPT), а также NPTF.
Они находят применение преимущественно в перерабатывающей промышленности и зависят от региона применения и величины давления, имеющегося в трубопроводе. Например, в бортовых системах давления чаще используют арматуру BSPP, в то время как во многих применениях нефтегазовой промышленности используются фитинги NPT. По своей эксплуатационной надёжности они практически не отличаются.
Соединения типа BSPT (перевод аббревиатуры — британская стандартная трубная резьба) внешне похожи на NPT, но обладают рядом существенных отличий. Угол наклона профиля (в направлении от корня до гребня, перпендикулярном боковым сторонам) составляет 55 градусов вместо 60 градусов, как для NPT. Другим важным отличием является то, что для многих размеров труб BSPT шаг отличается от NPT. Таким образом, труба NPT может быть вставлена в фитинг BSPT или наоборот, но не будет герметизироваться. Фитинги BSP популярны в Китае и Японии, но очень редко используются в Северной Америке (если, конечно, продукция не была импортирована). Для уплотнения охватывающего и охватываемого адаптеров резьбовой герметик должен отличаться особой надёжностью.
BSPP (британский аналог) наиболее популярен в Великобритании, Европе, Азии, Австралии, Новой Зеландии и Южной Африке. Такой коннектор имеет параллельную резьбу, в котором для герметизации используется уплотнительное кольцо. Такое кольцо устанавливается между буртиком на охватывающем фитинге и лицевой стороной охватываемого фитинга, после чего сжимается по месту. Применяемые для контроля качества уплотнения манометры в случае BSPP имеют увеличенные присоединительные размеры и используют медную шайбу. Она зажимается между нижней частью охватываемого фитинга и нижней частью отверстия BSPP, образуя герметичное уплотнение. Здесь для формирования уплотнения резьбовой герметик не требуется.
Резьба системы NPTF — что это такое? В трубопроводах, которые изготовлены в США или Канаде и рассчитаны на прокачку жидких нефтепродуктов, резьбовые конические стыки оформляются по стандарту NPTF, технические требования к которому регламентируются нормами ANSI B1.20.3.
Совместимость систем NPT и NPTF неполная, что объясняется несовпадением диаметров, а также в разными профилями корня и гребня нитей (для NPTF они меньше). Корни NPTF сконструированы так, чтобы создать механическое сопротивление гребню сопряженной резьбы на прямом участке, чем обеспечивается механическое уплотнение стыка. Резьба при этом деформируется, таким образом, соединение по существу является одноразовым.
В связи с этим изменяется последовательность проверки качества уплотнения. При использовании NPT для проверки размера требуются только одна калибр-пробка для внутренней резьбы и одно тонкое кольцо — для внешней. Резьба NTPF потребует дополнительные резьбовые соединения в сборе, диаметры которых проверяются с помощью специальной пробки или кольцевых манометров.
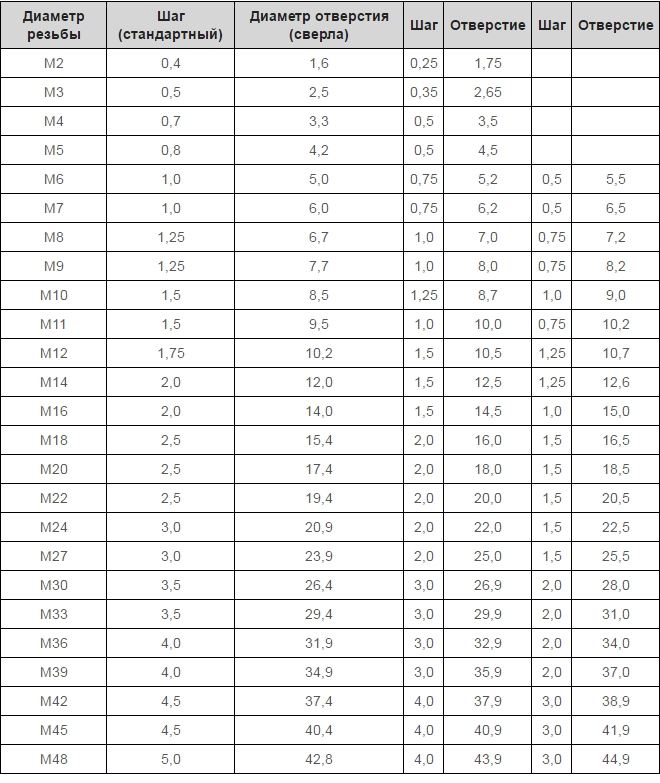
Таблицы размеров дюймовых и метрических мелких и крупных резьб
Теперь мы представим сравнительные табличные данные. Сразу укажем, что невозможно и нецелесообразно в рамках одной данной статьи предоставлять все нормативные документы, поскольку узнать исчерпывающую информацию по всем типоразмерам можно в соответствующих ГОСТах. Мы представим самые распространенные. Сначала отметим, что шаг бывает:
- более 68 мм;
- до 68 мм включительно.
Отсюда приведем два списка с рассматриваемой маркировкой и указанием в миллиметрах:
| Обозначение | Укрупненная спираль, мм |
| М1 | 0.25 |
| М1.2 | 0.25 |
| М1.4 | 0.3 |
| М1.6 | 0.35 |
| m1.8 | 0.35 |
| m2 | 0.4 |
| М2.2 | 0.45 |
| М2.5 | 0.45 |
| М3 | 0.5 |
| М3.5 | 0.6 |
| М4 | 0.7 |
| М5 | 0.8 |
| М6 | 1.0 |
| М8 | 1.25 |
| М10 | 1.5 |
| М12 | 1.75 |
| М14, 16 | 2.0 |
| М18, 20, 22 | 2.5 |
| М24, 27 | 3.0 |
| М30, 33 | 3.5 |
| М36, 39 | 4.0 |
| М42, 45 | 4.5 |
| М48, 52 | 5.0 |
| М56, 60 | 5.5 |
| М64, 68 | 6.0 |
Отличия от метрической
И так как все развитие резьбового инструмента пришлось преимущественно на Великобританию и ее колонии, то использовалась дюймовая система исчисления
Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это ни что иное как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы
Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению.
Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого можно не делать вручную, ведь вся конвертация из одной меры в другую уже проведена.
Так появилась указанная нами в заглавии шкала. Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами. Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал один готовый мушкет из разных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других.
Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами.
Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии. К слову, сами американцы и англичане называют ее имперской.
Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
- профиль;
- порядок вычисления шага и хода.
Также может меняться угол нарезки – он обычно составляет 55 градусов, а в более привычной нам метрической – все 60. На самом деле на уровне небольших гаек и болтов этот наклон фактически незначительный, но все же для крепкого стыка рекомендовано подбирать крепежную пару соответствующих координат.
Выше мы сказали, что с конвертацией из одного исчисления в другое математики уже определились, соотношение составляет 1 к 2,54 сантиметрам. Опять вдаваться в историю производства метизов не будем, а просто упомянем как факт, что при переделке маркировок с английской на французскую манеру используется не стандартный параметр, а специальный – трубный. Один такой дюйм (международное сокращение и то, как обозначается дюймовая резьба, – двойной апостроф – ?) равен 3,324 см. Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
| значение | наружный d, мм | внутренний d, мм |
| 3/16 | 4,762 | 3,408 |
| 1/4 | 6,35 | 4,724 |
| 3/8 | 9,525 | 7,492 |
| 1/2 | 12,7 | 9,989 |
| 3/5 | 19,05 | 15,798 |
| 1 | 22,225 | 21,334 |
| 1; 1/2 | 38,1 | 32,679 |
Хочется отметить, что такая маркировка смотрится лаконичнее.
Цилиндрическое соединение
Стыкуются детали цилиндрических конструкций методом скручивания, что дает высокую прочность соединений при простоте исполнения. Если можно считать недостатком необходимость подмотки (наворачивание промасленной пакли) – то это единственный недостаток такого соединения. Но, с другой стороны, наличие пакли только усиливает место скручивания, и делает его более герметичным.
Но не только трубы соединяют скручиванием: часто бывает, что резьбовые соединения используют на любых деталях, имеющих цилиндрическую форму и тонкие стенки изделия. В разрезе трубная винтовая нарезка похожа на равнобедренный треугольник со значением верхнего угла 550 (не путать с 600 в метрической резьбе). Основная характеристика винтовой цилиндрической нарезки — условный номинальный диаметр dy, который характеризует качество сборки сантехнических узлов, в отличие от наружного и внутреннего диаметра, отражающих соответствие стандартам.
Под термином «условный диаметр» следует подразумевать значение, определяющее пропускную способность трубы в литрах за час. Сам диаметр на чертежах отображается в дюймах, причем каждое условное значение диаметра должно сопровождаться пояснениями к значениям наружного и внутреннего диаметров.
Читать также: Мультиплаз 2500 инструкция по эксплуатации
Скручивание часто используют трубопроводы с резьбой и с диаметром ≤ 6 дюймов. Если требования отличны от первоначальных, то изделия соединяют сваркой.
Цилиндрическая нарезка на чертежах обозначается, как трубная резьба g 1 с пояснениями по классу точности и диаметру резьбы.
Для обеспечения бесперебойной работы ГВС и ХВС часто применяют трубы из чугуна или из стали, на теле которых нарезана трубная стальная резьба. Резьба покрывается тонким слоем стали из-за хрупкости чугуна, и такая нарезка усиливает соединение, делая его намного более долговечным и прочным. Допустимо нареза́ть цилиндрические резьбы на трубные конструкции и детали с диаметром в диапазоне 1/16-6 дюймов.
Особенности цилиндрической резьбы
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
Типичный профиль цилиндрической трубной резьбы
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
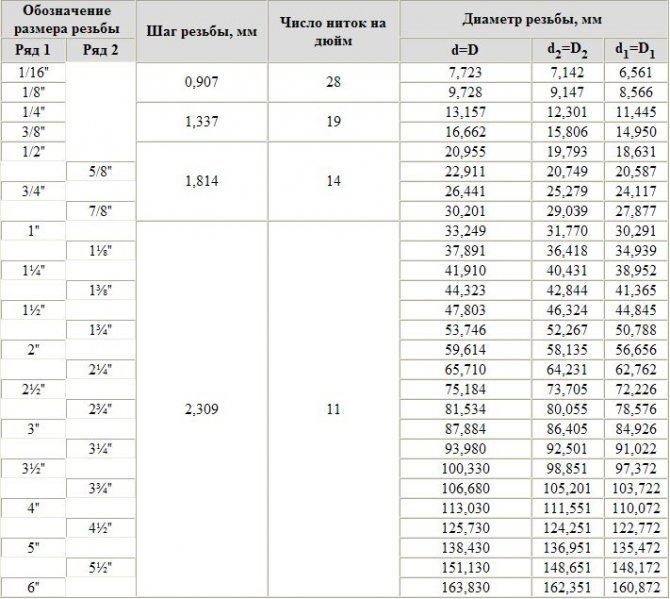
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.
Трубное крепление цилиндрической формы
Высокой прочностью и надежностью характеризуется состыковка методом скручивания, хотя этот вариант достаточно прост в использовании. Единственным недостатком является необходимость использования пакли для большей герметизации. Такая ситуация возникает очень редко, когда требуется максимальная прочность соединения.
С помощью трубной резьбы достигается герметичное скручивание не только труб, но и других тонкостенных конструкций, имеющих цилиндрическую форму. В разрезе винтовая насечка имеет вид равнобедренного треугольника, верхний угол которого равен 55. Главный параметр винтовой насечки для цилиндров – условный диаметр
Если при нанесении винтовой насечки во внимание принимается внешний и внутренний диаметр, то условный важен для качественного монтажа сантехники.
Под определением условного диаметра понимается показатель, который определяет пропускную способность трубного изделия. Измеряется данный показатель в дюймах. У каждого условного значения имеется соответствующие параметры внешнего и внутреннего диаметра.
Метод скручивания допускается использовать на трубах, диаметр которых не превышает 6 дюймов. В остальных случаях применяется сварочное оборудование.
Для транспортировки горячей и холодной воды в большинстве случаев используются чугунные трубы с трубной резьбой из стали. Объясняется это качественными характеристиками материала. Чугунные изделия более хрупкие, стальные – более прочные, что способствует повышению качества креплений. Допускается нанесение цилиндрических насечек на трубные изделия, имеющие диаметр от 1/16 до 6 дюймов.
Коническая трубная резьба
Выделяют 2 типоразмера:
1. Коническая трубная резьба, ГОСТ 6211-81 («Резьба трубная коническая»)
Единица измерения параметров: дюйм.
Соответствует закругленному профилю трубной цилиндрической резьбы с углом 55°.
Условное обозначение конической резьбы в международных стандартах:
Международная: R.
Япония: PT.
Великобритания: BSPT.
Указывается буква R и номинальный диаметр Dy. Обозначение R означает наружный вид резьбы, Rc внутренний, Rp внутренний цилиндрический. Буквы LH обозначают левую резьбу.
 В условное обозначение резьбы должны входить буквы R – для конической наружной резьбы, RC – для конической внутренней резьбы, RP – для цилиндрической внутренней резьбы, также указывается номинальный диаметр Dy. Условное обозначение для левой резьбы дополняется буквами LH.
В условное обозначение резьбы должны входить буквы R – для конической наружной резьбы, RC – для конической внутренней резьбы, RP – для цилиндрической внутренней резьбы, также указывается номинальный диаметр Dy. Условное обозначение для левой резьбы дополняется буквами LH.
Примеры обозначений резьбы:
R1 ½ — наружная трубная коническая резьба, номинальный диаметр 1 ½ дюйма. R1 ½ LH — наружная трубная коническая резьба, номинальный диаметр 1 ½ дюйма, левая.
Единица измерения параметров: дюйм.
Изготавливается на поверхностях с конусностью 1:16
Имеет угол профиля 60°. Используется в трубопроводах (топливных, водяных, воздушных) машин и станков с относительно невысоким давлением. Применение данного типа соединения предполагает герметичность и стопорение резьбы без дополнительных специальных средств (льняных нитей, пряжи с суриком).
Примеры обозначений резьбы:
K ½ ГОСТ 6111 – 52: резьба коническая дюймовая с наружным и внутренним диаметром в основной плоскости примерно равным наружному и внутреннему диаметрам трубной цилиндрической резьбы G ½
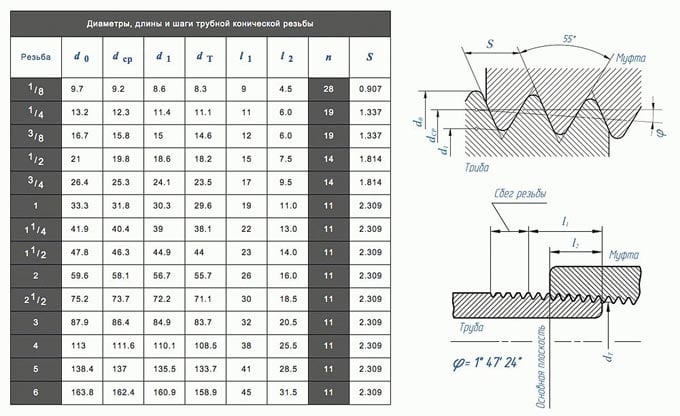
| Обозначение размера резьбы (d,дюймы) | Число ниток на 1″ n | Шаг резьбы S, мм | Длина резьбы, мм | Наружный диаметр резьбы в основной плоскости d, мм | |
| Рабочая l1 | От торца трубы до основной плоскости l2 | ||||
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,895 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 10,272 |
| 1/4 | 18 | 1,411 | 9,5 | 5,080 | 13,572 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 17,055 |
| 1/2 | 14 | 1,814 | 13,5 | 8,128 | 21 793 |
| 3/4 | 14 | 1,814 | 14,0 | 8,611 | 26,568 |
| 1 | 11 1/2 | 2,209 | 17,5 | 10,160 | 33,228 |
| 1 1/4 | 11 1/2 | 2,209 | 18,0 | 10,668 | 41,985 |
| 1 1/2 | 11 1/2 | 2,209 | 18,5 | 10,668 | 48,054 |
| 2 | 11 1/2 | 2,209 | 19,0 | 11,074 | 60,092 |
Определение шага трубной резьбы
На бытовом уровне определение типа и шага трубной резьбы производиться обыкновенной измерительной линейкой или более точным прибором – штангенциркулем. Профессиональные сантехники для замера расстояния между витками используют слесарный инструмент – резьбомер.
В домашних условиях для замера шага необходимо взять заготовку и сделать оттиск на листе бумаги. Зная, что расстояние между витками равно одному дюйму, подсчитать число витков. Величина шага резьбы подсчитывается путем деления количества витков на расстояние между ними.
Дюймовая показывает количество ниток спирали в одном дюйме. Понятно, что при таком «народном» способе измерения основного показателя резьбового профиля – шага, трудно добиться точного результата и вычисленное расстояние будет условной технической характеристикой изделия.
Существующие способы нарезки резьбы
Трубную резьбу наносят следующими способами:
- Для нарезки внутреннего и наружного профиля используются специальные слесарные инструменты метчики и плашки. Этот способ нарезки часто используют сантехники – любители в самостоятельном монтаже бытовых трубопроводов.
- Нарезка по способу накатки применяют для металлических водопроводных и газовых труб диаметром 10 мм – 65 мм. Полученный профиль характеризуется высокой точностью.
- Заготовку обрабатывают специальными резцами на токарных станках. По данной методике наносится трубная резьба любого диаметра.
Первые два способа чаще всего используются в бытовых инженерных коммуникациях, третий используются при строительстве промышленных трубопроводов.