Основы работы на токарном станке по дереву
Содержание:
- Принцип работы
- Как надежно закрепить заготовку
- Виды работ
- Шлифование деталей
- Ленточные станки по дереву (пилы)
- Подрезание торцов
- Как выбрать токарный станок по дереву?
- Как изготовить резцы?
- Методы классификации
- Выбор способа передачи
- Самодельный токарно-копировальный станок своими руками с чертежами
- Устройство токарного станка
- Установка передней и задней бабки
- Устройство деревообрабатывающего токарного станка
Принцип работы
В основу всех токарных агрегатов, в том числе и по дереву заложен один способ обработки. Воздействие на поверхность деревянной заготовки режущим инструментом. Принцип работы токарного станка для обработки заготовок из дерева отличается только тем, что режущий инструмент может подаваться автоматически или вручную. Техника ручной подачи зависит от характера древесины, применяемого режущего инструмента и сложности конфигурации будущего изделия. Перед началом работ заготовка крепится в специальных устройствах между передней и задней бабкой. В качестве инструмента, для заготовок из дерева могут применяться специальные резцы или стамески различного профиля. Они могут быть плоские или фигурные. Благодаря форме режущей кромки можно вырезать любые поверхности. Для этого их затачивают в одной или нескольких плоскостях. Основным критерием, на основании которого производится классификация резцов – это форма и тип заготовки.
https://youtube.com/watch?v=HKM5BIppo-w
При необходимости применяют специализированные стамески:
- рейер (она имеет полукруглое лезвие, с помощью которого производят предварительную обработку);
- мейсель (предназначена для окончательной, то есть чистовой обработки, вытачивания углублений и различных канавок);
- стамеску-крючок (служит для вытачивания различных углублений);
- стамеска-гребёнка (с её помощью нарезают резьбу и изготавливают деревянные метизы);
- скребок (применяется для выравнивания цилиндрических заготовок).
Работать такими стамесками следует вручную, что позволяет реализовать любые идеи мастера. Для получения качественной поверхности необходимо точно задать скорость вращения заготовки и определить угол подачи инструмента и силу нажима.
Как надежно закрепить заготовку
Дерево – капризный материал: он легко расщепляется, колется и мнется. Чаще всего в переднюю бабку монтируют трезубец — этот держатель универсален и чаще всего именно им оснащаются бытовые станки и многие самодельные.
Единственное, самостоятельно изготовить трезубец крайне сложно, поэтому его лучше приобрести. Помимо, трезубца существует также винтовой патрон и зажимной патрон, который представляет собой трубку с винтовыми отверстиями по радиусу, в отверстия вкручиваются зажимные винты и крепко фиксируют заготовку.
Часто планшайбу изготавливают самостоятельно из фанеры толщиной 12–16 мм. Так, шайбу собирают из двух слоев фанеры и, с одной стороны, крепят к стальному листу толщиной около 2 мм. В таких зажимах сверлятся сквозные отверстия и вставляют туда шипы, их роль может играть острия гвоздей.
Виды работ
Каждый вид работ подразумевает определенную технологию и несколько особенных секретов. Любой мастер помимо своей работы на станке должен уметь разбираться в древесине, читать чертежи, а также затачивать резцы и настраивать сам станок.
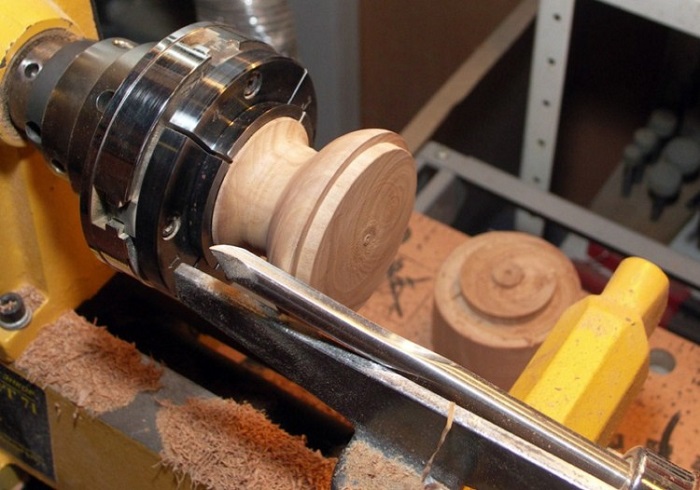
Точение
На первом этапе необходимо запустить вал. Начинать точение можно только после того, как вал наберет скорость. Сначала идет черновая обработка изделия. Она происходит на скорости до 1500 об/мин. Мастер при этом использует полукруглую стамеску, с лезвием и боковыми частями. Мастер при работе опирается на подручник.
Обдирка
Грубая обдирка заготовки делается полукруглой стамеской. Инструмент должен быть наклонены в сторону точения и расположен в осевой плоскости детали.
Выборка
Выборка или по-другому выскабливание проводится с помощью овалов или крючков. Чаще всего данная разновидность работ применяется при изготовлении посуды.

Отрезание
Для этого процесса применяется отрезной резец. Он оставляет идеально ровный срез и затем не требует дополнительной шлифовки. Чтобы не допустить ошибок мастеру необходимо сделать первоначальную пометку карандашом и точно установить место среза.
Изготовление шканта
Шкант – цилиндрический стержень, которым крепятся различные составляющие изделия. Шкант изготавливается из дерева, металла, пластмассы. Сделать такой круглый шип можно самостоятельно при наличии токарного станка и простейших инструментов.
Шлифование деталей
Шлифование готовой детали выполняют шлифовальной шкуркой, которую обёртывают вокруг детали и удерживают руками (рис. 31, а), или шлифовальной колодкой (рис. 31, 6).
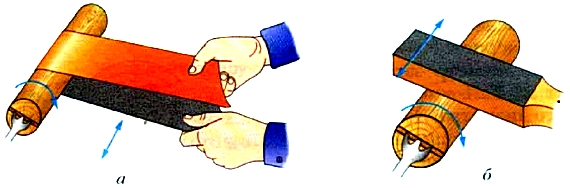
Рис. 31. Шлифование детали: а — шкуркой: б — шлифовальной колодкой
Иногда на поверхность отшлифованной детали наносят декоративные кольцевые полоски. Для этого берут брусок из более твёрдой древесины, чем древесина обрабатываемой детали, и прикладывают ребро бруска к вращающейся на станке детали. Поверхность в месте соприкосновения нагревается и немного подгорает. В результате этого на детали остаются круговые полоски коричневого цвета.
Ленточные станки по дереву (пилы)

Ленточные станки (пилы) по дереву применяются для осуществления распила древесины и прочих древесных и деревосодержащих материалов. Станки способны выполнять как прямолинейный распил, так и криволинейный. При своих относительно небольших габаритах и прекрасной мобильности данный вид деревообрабатывающих станков обладает весьма внушительной производительностью, благодаря чему активно и повсеместно применяется в небольших столярных, мебельных и модельных производствах.
Ленточнопильные станки можно применять для выполнения торцевания больших заготовок, а так же для вырезания разнообразных фигурных изделий. На данном оборудовании, как правило, изготавливают ламели и разные детали к мебели. Ленточнопильные станки служат для ребрового деления брусьев, необрезных и обрезных досок.
Основной же функцией ленточнопильных станков является прямолинейный или криволинейный распил древесины. Обработка заготовок осуществляется с помощью стальных заостренных лент, другими слова пил, сваренных в цельные кольца. Сама ленточная пила надевается непосредственно на пильные шкивы, соприкасаясь с ободом боковой поверхности.
Ленточная пила является своего рода гибкой стальной лентой, у которой расположение зубьев идет только лишь по одному из ее краев. Ленту устанавливают на двух специальных шкива ленточного станка, каждый из которых вращается за счет работы электромотора передающего им энергию.
В зависимости от установленного типа механизма, ленточные пилы можно разделить на:
-
— зубчатые — при использовании данного типа пил в ленточнопильных станках по дереву пила производится замкнутой и имеет увеличенную длину;
-
— беззубые пилы трения — отличается устройство данного вида пил, прежде всего, отсутствием зубьев привычного вида, в них назначение зубьев несколько иное, они позволяют увеличивать трение, что тем самым повышает производительность пилы;
-
— пилы электроискрового действия — пила электроискрового действия очень востребована в случаи необходимости распила заготовок имеющих толщину более 150 мм, ленточное устройство оснащенное данным видом пил великолепно справляется с заготовками диаметром более 300 мм.
Рабочий стол ленточных станков представляет собой мощную крепкую платформу, на которой установлены направляющие планки. Которые позволяют осуществлять движение заготовки ровно и четко вдоль линии разметки. Большинство моделей ленточных станков обладают возможность регулировки угла наклона стола и его поворота.
В большинстве станков используется электрический асинхронный двигатель, который за счет использования ременной передачи, которая подразумевает наличие нескольких рабочих скоростей, надежно защищен от перегрузок. Для достижения высокого уровня безопасности пользователя в станках данного типа, как правило, используется магнитный пускатель и концевой выключатель. Первый делает невозможным включение станка после временного отключения от электросети, второй автоматически выключает двигатель, как только открывается боковой кожух. Для вывода производственных отходов в станках предусмотрено наличие специального патрубка, к которому в большинстве случаев можно подключать производственный пылесос.
При выборе станка данного типа следует обращать внимание на такие важные технические характеристики:
-
— Глубина и ширина пропила. Эти параметры могу составлять от 80 до 360 мм и от 230 до 610 мм соответственно.
-
— Количество скоростей работы. Регулировка скоростей позволяет точно устанавливать рабочие режимы для определенного вида материалов.
-
— Наклон стола дает возможность производить раскрой под углом.
Подрезание торцов
Подрезание торцов выполняют косой стамеской. Первоначально её устанавливают острым углом вниз и делают неглубокую кольцевую канавку глубиной 2…3 мм в том месте, где будет находиться торец. Затем стамеску переворачивают тупым углом вниз, ставят её на ребро и, отступив немного от канавки, срезают на конус концевую часть заготовки до торца (рис. 32). Повторяют это движение несколько раз, углубляясь в заготовку, пока диаметр шейки не станет равным 10…12 мм. После этого выключают станок, снимают заготовку со станка и пилой с мелкими зубьями отрезают концевые участки заготовки. Торцы зачищают напильником и шлифовальной шкуркой.
Рис. 32. Подрезание торца косой стамеской
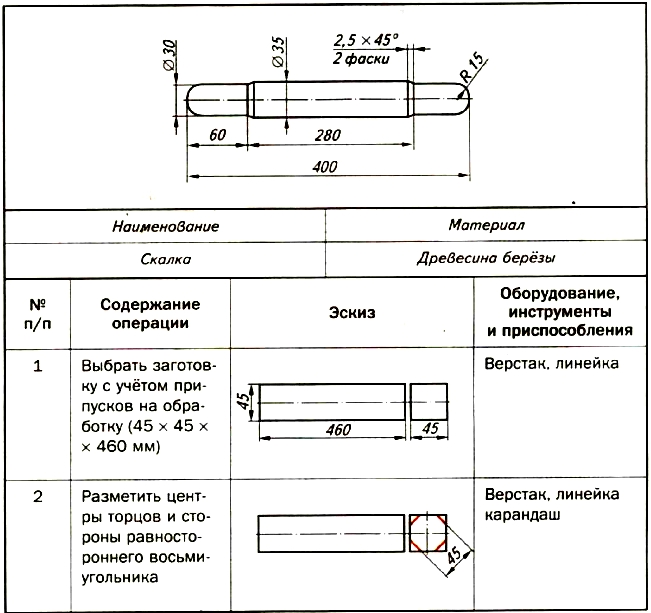
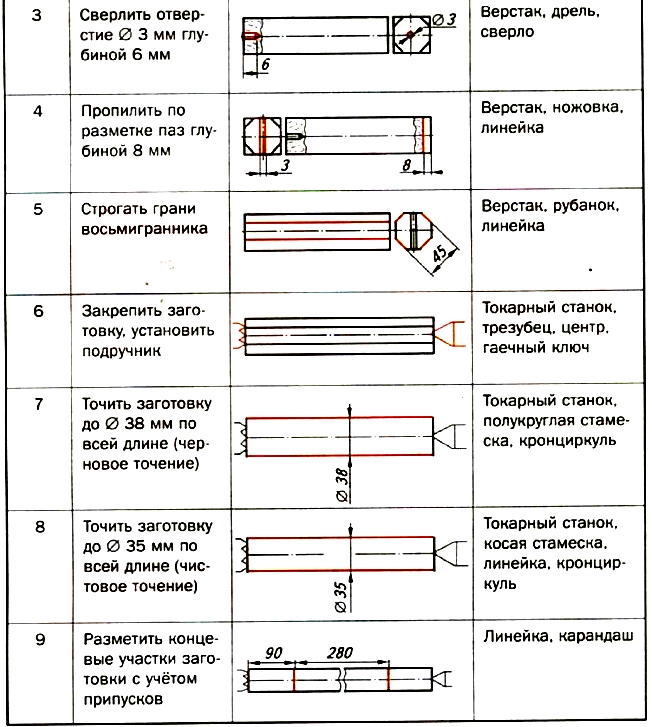
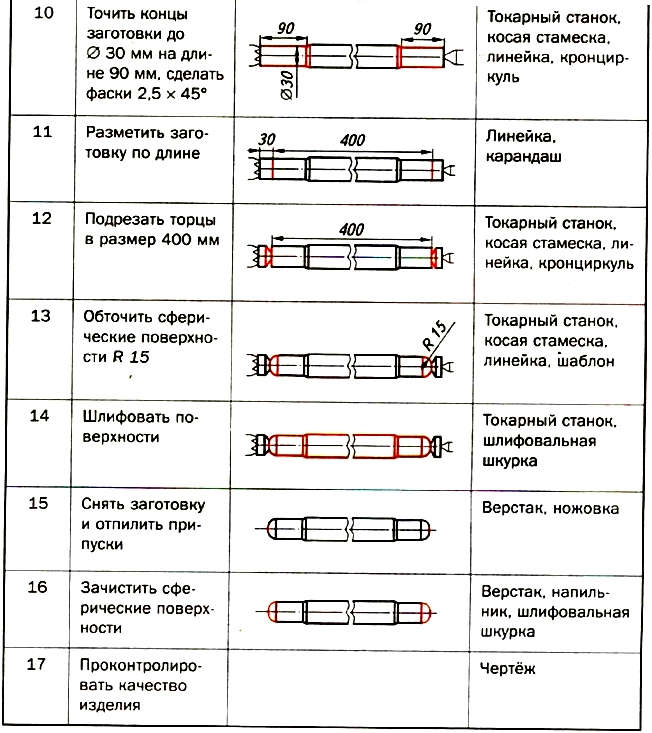
В таблице 4 в качестве примера представлена технологическая карта изготовления изделия «скалка».
Таблица 4
Технологическая карта.
Изготовление изделия «скалка»
Во время работы бережно относитесь к станку, приспособлениям, инструментам, чтобы они служили как можно дольше.
Правила безопасной работы
-
Не включать станок без разрешения учителя.
-
Работать только при опущенном защитном экране.
-
Работать на станке можно только в спецодежде, застёгнутой на все пуговицы, и в защитных очках.
-
Надёжно закреплять заднюю бабку.
-
Надёжно устанавливать и крепить заготовку.
-
Все разметочные операции и измерения заготовки выполнять только при выключенном станке.
-
Обо всех неисправностях сообщать учителю.
- Не отходить от включённого станка.
Практическая работа № 10
Точение детали из древесины на токарном станке
-
Изучите чертёж детали, выданной учителем, или детали своего творческого проекта, имеющей цилиндрическую или коническую форму.
-
Подумайте и определитесь, в каком шпиндельном приспособлении вы будете закреплять заготовку (в патроне, на планшайбе или с помощью трезубца и центра).
-
Подготовьте заготовку — брусок квадратного сечения, разметьте и прострогайте рубанком восьмигранник.
-
Закрепите заготовку на станке.
-
Установите подручник в необходимом положении, проверив наличие зазора между ним и заготовкой путём проворачивания заготовки вручную на один-два оборота.
-
С разрешения учителя выполните черновую и чистовую обработку заготовки.
-
Отшлифуйте готовую деталь.
-
Снимите деталь со станка, отпилите концевые участки, окончательно зачистите деталь.
-
Если это необходимо, покройте деталь лаком.
- Проконтролируйте качество полученной детали.
Проверяем свои знания
-
Какое движение при обраГютке древесины на станке называют главным, а какое — движением подачи?
-
Какой припуск срезают при черновой обработке, а какой — при чистовой?
-
Какой частью режущей кромки косой стамсски выполняют чистовое точение?
- Какими измерительными инструментами контролируют качество детали?
Как выбрать токарный станок по дереву?
Чтобы правильно выбрать мини токарный станок по дереву, можно воспользоваться чек листом, в котором указан весь нужный функционал, для обеспечения быстрой и качественной работы:
Мощность – необходимо выбирать, исходя из запросов по количеству обработанных деталей в день.
Размеры заготовок – здесь важно учесть все с чем должен справиться токарный станок по обработке дереву: длину, диаметр, площадь будущих изделий.
Наличие регулировки шпинделя на токарном станке необходимо для смены количества оборотов при обработке.
расстояние между двумя центрами должно быть подходящим по размеру для будущих деталей.
Лапка регулировки оборотов должна быть не менее чем на три скорости.
Наличие цифрового дисплея нужно для постоянного контроля скорости оборотов.
Установленный копир упрощает процесс работы, если необходимо большое количество одинаковых деталей.
Реверс позволяет сделать процесс работы более быстрым.
https://youtube.com/watch?v=Kq6msRzpkuw%250D
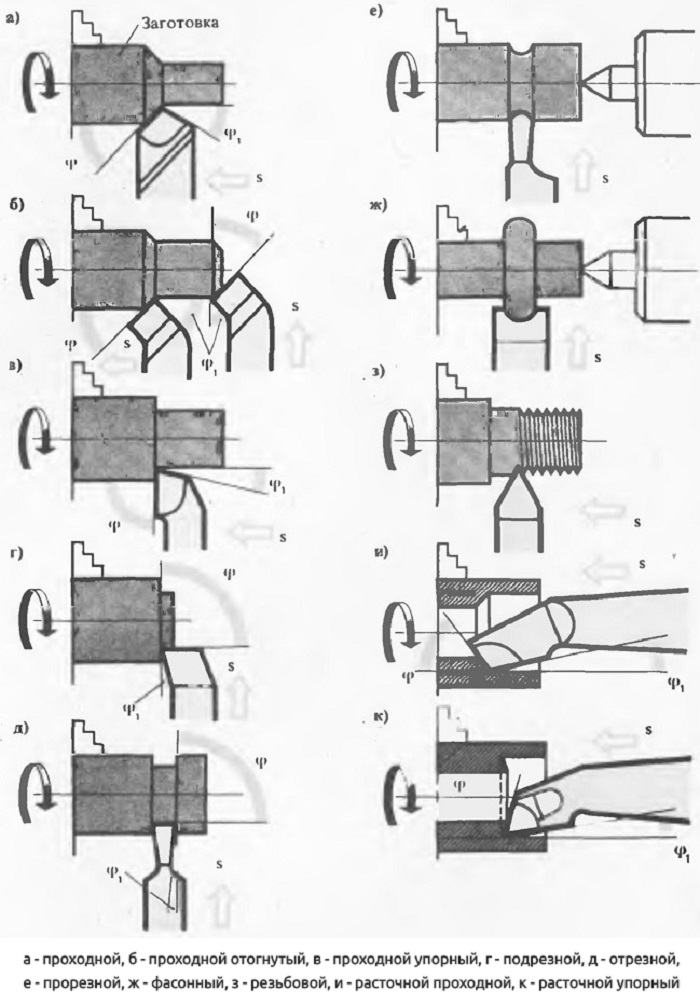
Резцы для токарного станка по дереву
В работе с любым агрегатом будь это токарный станок по дереву для дома, или промышленный инструмент, понадобится целый ряд резцов по дереву, они могут быть:
- отрезными;
- подрезными;
- расточными;
- фасонными.
Для основных операций и при начальном обучении токарному делу хватит двух видов резцов:
- рейер – необходим для первой стадии заготовки;
- мейсель – придаст изделию завершающую форму.
Также существует ряд фасонных резцов – это вспомогательные инструменты для упрощения работы и изменения внешних показателей деталей:
- Стамеска – выравнивает поверхность дерева.
- Гребенка – для резьбы по древесине.
- Крючок – для вытачки полостей в торцах деталей.
- Кольцо – выполняет функцию крючка.
- Треугольник – придает заготовке круглую форму.
Как изготовить резцы?
Стоимость наборов качественных моделей высока, а самостоятельно их изготовить не составит труда. Тем более, что профессионалы предпочитают изготавливать инструмент своими силами.
Для изготовления резцов по дереву своими силами необходим электрический станок для заточки металлических инструментов или болгарка с отрезными и шлифовальными дисками.
Лезвия для резца по дереву можно изготовить из высококачественной стали.
Это может быть:
- Сверло.
- Скальпель.
- Советские напильники особенно широко применяются для изготовления самодельных резцов.
- Лезвие ножовки по металлу.
- Лезвие циркулярной пилы, углеродистая сталь так же популярна, ведь заточенные резцы из углеродистой стали дольше прочих держат заточку.
Процесс создания резца несложен:
- Первым делом болгаркой (УШМ) нарезаются полосы нужного размера.
- Болгаркой или электрическим точильным станком формируется необходимая форма лезвия.
- После посредством смены зернистости абразивных дисков затачивается заготовка и острие резца готово. Остается лишь оформить рукоятку. Наиболее твердая древесная порода – дуб отлично подходит для изготовления рукоятки. Также популярны береза и яблоня, которые не сильно уступают в своей податливости при обработке.
Лезвие помещается наполовину, раскроенного вдоль, бруска-заготовки будущей рукоятки и приклеивается столярным клеем. Можно также выбрать выемку в бруске, точно повторяющую форму острия. После бруски зажимают под прессом и склеиваются. Происходит обточка рукоятки до эргономичной формы и обжигается газовой горелкой, обрабатывается маслом или лакируется.
Оптимальными размерами рукоятки принято считать длину около 12 см, а заготовка под рукоять, может быть сечения 22*22–24 мм. После ошкуривания рукоятки на стамеску надевается зажимное кольцо, которое надежно фиксирует лезвие в деревянной ручке.
Важным этапом подготовки резца по дереву является его заточка.
Углы заточки фасок равны для всех видов резцов и достигают порядка 18–25 градусов. Длина острия в среднем равна 20–35 мм. Для сохранения остроты лезвия в процесс работы оно периодически охлаждается в емкости с холодной водой.
Заточка выполняется следующим образом:
- Посредством точильного бруска, периодически смачиваемом водой.
- Заточка на менее зернистом бруске и на наждаке самой малой зернистости.
- Полировка кожаным ремнем с пастой ГОИ. Паста ГОИ продается в любом автомобильном или хозяйственном магазине.
Методы классификации
токарно-винторезные станки разделяют на несколько типов. Есть несколько наиболее популярных признаков, по которым классифицируют станки данного типа.
Масса
Существуют небольшие станки, которые удобно использовать в личной мастерской или большие, по массе предназначенные для промышленного производства.
Крупные и тяжелые токарные устройства предназначены в основном для применения в машиностроении и энергетике. Тяжелые станки – выше 40 тонн по массе.
Наиболее легкие весят не больше полутоны. У каждого типа по массе есть свои особенности:
- Легкие. Как правило, диаметр поперечного сечения в таком оборудовании не составляет больше 500 мм.
- Станки с весом до 15 тонн считаются средними и на них не обрабатывают детали с диметром больше 1250 мм.
- 15-400 тонн. Редко встречается с высокими показателями точности. Обычно это оборудование класса Н.
Максимальная длина детали
Этот параметр определяется расстоянием между центрами станка. При равном диаметре выпускаемых изделий есть станки, способные обрабатывать длинные и короткие заготовки.
Максимальный диаметр
По максимальному диаметру имеется самая обширная классификация деталей. Они начинаются от 100 мм и вплоть до 4000 мм. Помимо вышеперечисленных показателей, часто для классификации используют такой параметр, как производительность.
Имеются станки для мелкосерийного производства, для средней серии и для крупных промышленных масштабов. Последний вариант используется на конвейерных линиях.
Выбор способа передачи
Передача крутящего момента с двигателя, а заготовку, может осуществляется двумя способами.
Прямая передача
Прямая передача привода на заготовку — это самый простой способ конструкции, однако не самый совершенный. Недостатки прямой передачи:
- Невозможно регулировать скорость вращения, так как мотор без дополнительных агрегатов не может менять скорость вращения посредством лишь изменения поступающего напряжения, Этот недостаток особенно заметен при работе с твердыми породами, такими как, дуб, тик или яблоня.
- Высокая нагрузка на вал двигателя и более короткий срок его службы по сравнению с приводом посредством ременной передачи. Тяжелые изделия особенно сильно будут влиять на износ мотора. Это связано прежде всего с тем, что подшипники большинства моторов (кроме двигателей в стиральных машинах) не рассчитаны на продольную нагрузку. Также более внимательно придется относиться к центрованною материала, ведь любая неточность приведет к чрезмерным вибрациям, которые при высоких оборотах могут сделать работу невыполнимой.
Ременная передача
Этот способ передачи вращения гарантирует более длительный срок службы мотора, дает возможность регулировать скорость вращения заготовки. При этом сам двигатель располагается со смещением от оси вращения деревянного изделия, а крутящий момент передается с помощью ремня и нескольких шкивов.
Если обеспечить станок шкивами нескольких радиусов, появится возможность менять скорость вращения передней бабки. Благодаря тремя или более шкивам разного диаметра можно смело браться за обработку твердых пород древесины. Если запастись необходимым инструментом, то можно даже работать с мягкими сплавами.
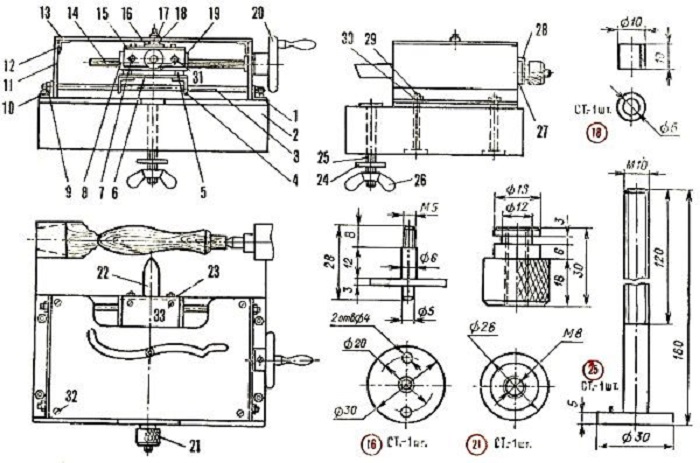
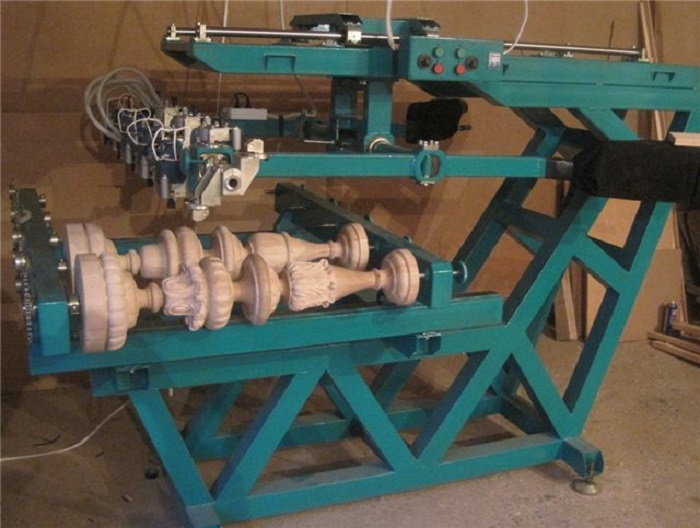
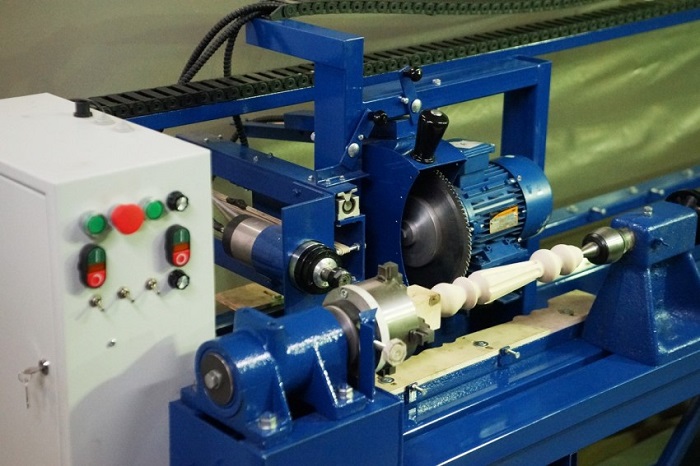
Самодельный токарно-копировальный станок своими руками с чертежами
Приобрести копировальный токарный станок промышленного изготовления не так дешево. Поэтому многие мастера предпочитают изготовить его в домашних условиях своими руками. При наличии определенных знаний и чертежа это сделать несложно. Возможности такого оборудования зависят от характеристик самого копира.
Необходимые инструменты
Токарю для изготовления оборудования понадобятся следующие инструменты:
- ручной фрезер;
- опора из фанеры или металла;
- болты;
- бруски упорные;
- труба 2.5 см в диаметре, чтобы дать направление перемещений по площадке.
Основным инструментом при создании копировального токарного станка является фреза.
Элементы конструкции
Главные запчасти оборудования, которые должны быть в простейшем станке:
- станина;
- передняя и упорная бабки;
- электродвигатель;
- ведущий и ведомый центры;
- упор для оснастки.
Наиболее простая модель делается из дрели.
Этапы изготовления
Алгоритм изготовления токарного агрегата, следующий:
- По готовому чертежу необходимо изготовить станину посредством сварки. Она должна быть надежной и выдерживать различный уровень вибрации.
- Затем установить электромотор. Оптимальный вариант – 200-250 Вт, рассчитанный на 1500 об/мин.
- Закрепить на валу планшайбу.
Так получается основа стандартного станка. Затем следует изготовить непосредственно копир.
Создание копира
Основные принципы изготовления копира, который поможет увеличить производительность при создании одинаковых деталей:
- понадобится ручной фрезер, а для его установки – поверхность из фанеры;
- в фанерной площадке следует сделать отверстия для закрепления брусков;
- бруски закрепить саморезами;
- при изготовлении копира необходимо пользоваться уровнем, поскольку даже малая неточность может привести к значительным погрешностям при изготовлении изделия;
- площадка должна без препятствий передвигаться по станине станка.
Установка элементов конструкции
После создания копира необходимо установить все элементы конструкции:
- брусок поставить горизонтально, а на него саморезами прикрепить шаблон;
- непосредственно конструкция должна быть изготовлена таким образом, чтобы при необходимости копир можно было откинуть или отодвинуть и станок использовать как стандартное токарное оборудование.
Горизонтальный брусок
Это важный элемент. Размер бруска в идеале 3х7 см. Он крепится к вертикальным подставкам на фанерной площадке при помощи саморезов.
Шаблон
Шаблон делают из фанеры. Крепят его на передней части бруса. Верхнюю платформу обязательно проверить на совпадение с осью непосредственно на шаблоне.
Кромки обязательно обработать шлифовальной машинкой, чтобы на них не было зазубрин.
Устройство токарного станка
- Подробности
- Категория: Обработка древесины
Устройство токарного станка по обработке древесины
Изготовление цилиндрических деталей вручную — трудоемкая и длительная работа. Да и трудно получить изделие хорошего качества. Гораздо быстрее и точнее можно сделать цилиндрическую деталь на токарном станке. На нем обрабатывают заготовки из древесины путем точения. Основные части токарного станка — станина, передняя бабка с электродвигателем, задняя бабка и подручник.
Токарный станок по обработке древесины СТД-120М и его части:1 – основание; 2 – электродвигатель; 3 – станина; 4 – ограждение ременной передачи(кожух); 5 – магнитный пускатель; 6 – передняя бабка; 7 – шпиндель; 8 – подручник; 9 – задняя бабка.
В передней бабке (см.рис.) установлен шпиндель — вал, получающий вращение от электродвигателя с помощью ременной передачи, а также — подшипники.
1 — корпус бабки; 2 — шкив ременной передачи; 3 — шайба со стопорным винтом; 4, 7 — фасонные крышки; 5 — упорное кольцо; 6 — шпиндель; 8 — специальная гайка.
Конец шпинделя имеет резьбу, на нее навинчивают специальные приспособления для крепления левого конца заготовки. В зависимости от размеров заготовки используют разные приспособления: трезубец (см.рис. а), планшайбу (см.рис. б), патрон (см.рис. в).
Заготовки небольшого диаметра и длиной до 150 мм закрепляют в патроне. Перед этим конец заготовки немного сострагивают на конус, зажимают в зажиме верстака и киянкой вбивают в патрон. Для более надёжного закрепления через боковое отверстие в заготовку завинчивают шуруп.
Длинные заготовки одним концом закрепляют в трезубце. Для этого в центре торца заготовки делают углубление шилом(или просверливают отверстие диаметром 4-5 мм на глубину 5-9 мм). После этого через центр заготовки делают пропил ножовкой с мелкими зубьями на глубину 3-5 мм. В центре другого торца делают углубление шилом.
Короткие заготовки большого диаметра крепят в планшайбе, прикручивая заготовку шурупами.
Задняя бабка (см.рис.) служит опорой правого конца длинных заготовок. Заднюю бабку подводят к заготовке по направляющим станины и закрепляют неподвижно болтом и гайкой. Окончательно конец заготовки поджимают специальной деталью — центром. Его перемещают вращением маховика и закрепляют зажимом.
1 — корпус; 2 — центр(конус Морзе); 3 — пиноль; 4 — рукоятка зажима; 5 — отверстие для смазки; 6 — гайка пиноли; 7 — винт пиноли; 8 — резьбовая втулка; 9 — маховик; 10 — винт крепления к станине; 11 — сухарь.
Опорой для режущего инструмента служит подручник (см.рис.). Он может перемещаться как вдоль, так и поперек станины, закрепляется поворотом рукоятки.
Подручник устанавливают таким образом, чтобы его верхняя опорная часть была на 2-3 мм выше уровня линиию центров станка и отстояла от обрабатываемой детали не более чем на 3 мм. Для проверки зазора заготовку проворачивают вручную на один-два оборота.
Передачу движений в механизмах и машинах показывают условными знаками на кинематических схемах.На них изображают детали, которые непосредственно участвуют в передаче движения. Для наглядности часто дают и контуры других деталей.Кинематическая схема токарного станка показана на рисунке.
Включать токарный станок и работать на нем можно только с разрешения учителя.Нельзя класть инструменты и посторонние предметы на станину станка.Детали ременной передачи станка должны быть ограждены Не опираться на части токарного станка.Обо всех неисправностях в станке и электропроводке немедленно сообщать учителю.
Современные предприятия оснащены токарными станками (более сложными и производительными, чем те, на которых вы будете работать в учебной мастерской). Обслуживают их станочники деревообрабатывающих станков. Кроме владения всеми приемами точения на станке, они должны знать свойства древесины, устройство станков, уметь читать чертежи и схемы, затачивать инструмент, настраивать станок
Работа на станках требует аккуратности и точности, внимательности и осторожности, согласованности движений рук
Установка передней и задней бабки
Одни из самых главных деталей станка — это передняя и задняя бабки. Между ними зажимается заготовка. Передняя бабка непосредственно осуществляет вращение изделия.
Важно!
Для изготовления основы передней бабки – шпиндельного вала — необходимо обратиться к профессионалам токарям по металлу или найти готовую деталь или в целом готовые модули бабок в специализированных магазинах.
Конструкция передней баки состоит из двух подшипников типа S, V или U, которые крепятся болтами к станине вала, выточенного, из углеродистой стали диаметром 40 мм, патрон для зажима детали.
Вал оборудован тремя или четырьмя штифтами, которые способствуют ликвидации вибрации. Вал пропускается через подшипник и на него крепят штифты с креплением шпонкой или другим фиксатором цилиндрических деталей, после вал закрепляется на втором подшипнике, который уже намертво притягивается болтами к стальным уголкам или доске станины.
Задняя бабка также производит вращательные движения, однако не приводит изделие в движение. Особенно важным является зафиксировать заднюю бабку на одной оси с передней, ведь от этого будет зависеть вся последующая работа.
Справка. Для последующего контроля оси переднюю бабку можно сконструировать с юстировочными винтам, которые позволят незначительно изменять ось вращения передней бабки.
Задняя бабка состоит из следующих элементов:
- Основание из стального уголка или аналогичного материала, подобное основанию передней бабки.
- Направляющая труба.
- Внутренняя трубка или пиноль. Изготавливается таким образом, что ее можно поместить в направляющую трубу, а после пропустить через пиноль приводной винт.
- Приводной винт. Винт с гаечной резьбой под трубку пиноли. Для крепления маховика на задней части предусматривается 8 мм резьба.
Устройство деревообрабатывающего токарного станка
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.
Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.
Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.
На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.
Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.
Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.
Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.