Вальцовочные станки для гибки листового металла
Содержание:
- Вальцы для профильной трубы: виды, принцип работы, самостоятельное изготовление
- Известные марки вальцовочных устройств
- 1 Зачем нужны вальцовочные агрегаты и какими они бывают?
- Типы вальцов
- Выбор и обоснование конструктивной схемы станка
- Как сделать трубогиб для профильной трубы своими руками
- Особенности конструкции
- Разновидности и назначение ювелирных вальцов
- Изготовление станка своими руками
- Состав узлов и особенности их изготовления
- Виды, классификация и использование
Вальцы для профильной трубы: виды, принцип работы, самостоятельное изготовление

Какими способами можно придать профтрубе квадратного или прямоугольного сечения форму правильной дуги? Как могут быть устроены самодельные вальцы для профильной трубы? А какие решения предлагает современная промышленность? Давайте постараемся ответить на эти вопросы.
Это несложное приспособление способно сберечь много времени, сил и средств.
Зачем это нужно
Для чего нужно гнуть профильную трубу?
Приведем несколько примеров.
- Дугообразный навес не только красив, но и практичен: на нем никогда не будет скапливаться снег.
- Изогнутый козырек над крыльцом выглядит куда лучше, чем простая конструкция с одним скатом.
- Арочная теплица исключительно прочна, отлично противостоит снеговым и ветровым нагрузкам.
Кстати: сборка теплиц из профильных труб — неплохой бизнес, требующий наличия всего лишь пресловутых трубогибных вальцов и сварочного аппарата.

Сварной каркас для теплицы.
Механические
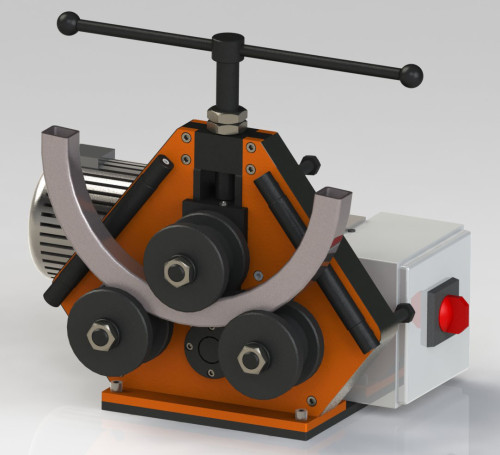
Простейшая конструкция — механические трехвалковые вальцы. Именно такие станки можно чаще всего встретить в продаже; их цена начинается примерно от 15 — 20 тысяч рублей. Как они устроены?
В полном соответствии с названием в основе конструкции лежит протяжка профтрубы тремя валками. Один из них может смещаться относительно двух других в направлении, перпендикулярном объединяющей их плоскости; для смещения используется винтовой механизм, что позволяет даже человеку с вполне заурядными физическими возможностями развить значительное усилие.
Один из валков снабжается рукояткой, позволяющей вращать его и тем самым протягивать изгибаемую трубу.

Простейшие трехвалковые вальцы.
Возможны несколько модификаций, позволяющих несколько улучшить эксплуатационные качества трубогиба:
- Объединение валков общей цепью обеспечит их синхронное вращение, предотвращая тем самым проскальзывание трубы.
- Вместо цепи может быть использована зубчатая передача.
- Использование закаленных валков увеличивает их ресурс в несколько раз.
- Кроме того, валки могут быть сменными, что позволит гнуть без замятий как профилированные, так и круглые трубы.
Электрические
В этом случае часть ручной работы перекладывается на электромотор.
В продаже можно встретить два варианта исполнения электрических трубогибов:
В более простых решениях электромотор отвечает только за протяжку трубы. Позиционирование изгибающего ее валка производится вручную.

Продвинутые модели вальцов используют электричество и для протяжки, и для смещения валка (разумеется, при посредстве редуктора, многократно увеличивающего усилие).
Гидравлические
В эту категорию попадают как мощные промышленные станки массой в десятки тонн, так и сравнительно компактные устройства. Их общая черта — использование гидроцилиндра: нагнетая давления масла в нем, можно развить огромное усилие на деформирующем валке.
Радиус изгиба
Независимо от устройства трубогиба, действует общая закономерность: чем больше толщина трубы (ее сечение, параллельное радиусу изгиба), тем больше минимальный радиус изгиба. Приведем значения, заявленные для своих станков одним из отечественных производителей — они довольно типичны.
| Размер трубы, мм | Минимальный радиус изгиба, мм |
| 15х15 | 280 |
| 20х20 | 280 |
| 25х25 | 280 |
| 30х30 | 325 |
| 40х20 | 325 |
| 50х25 | 400 |
| 40х40 | 900 |
Можно ли выгнуть дугу из профильной трубы без вальцов?
Технически это возможно, но результат с большой вероятностью будет неудовлетворительным.
Инструкция по гибке не столько сложна, сколько требует большого объема подготовительных работ.
Из дерева или фанеры изготавливается шаблон, обладающей формой поверхности, соответствующей необходимой вам дуге.
К шаблону крепится петля — фиксатор, в которую вставляется один из концов трубы.
Дальнейшая работа, собственно, сводится к приложению грубой силы на втором ее конце. Для увеличения усилия могут использоваться разнообразные рычаги.
Источник
Известные марки вальцовочных устройств
На современном рынке каждый мастер может найти подходящий для себя станок за нормальную стоимость. Не представляется сложным отыскать как бюджетную ручную валковую машину для изгибания металлических листов и труб, так и полноценное устройство цеха или большой мастерской.
Популярные торговые марки, выпускающие вальцовые станки для ручной работы:
- Stalex – данная торговая марка специализируется на производстве очень надежных и эффективных в работе устройств. Их основное назначение – развальцевание металлических листов, разных за шириной и высотой.
- Metalmaster – эта производственная компания занимается изготовлением и продажей надежного и очень функционального вальцовочного оборудования. Также его просто и удобно использовать при работе с металлопродукцией. Большинство моделей данной торговой марки оснащены специальными канавками на валках. Поэтому на данной валковой машине можно без проблем гнуть пруты и трубы.
- Энкор-Корвет – данная отечественная марка, страной-производителем которой является Китай, выпускает сравнительно дешевый, но надежный станок для развальцовки трубок и сгибания металлических листов, толщиной до 1,5мм.
- Вальцовочные машины с электромеханическим приводом:
- ВЭМ – данная валковая машина редко требует дорогостоящего ремонта ввиду своей надежности. Устройство дополнительно оснащено конструктивными деталями, что дает возможность существенно расширять специфику работы этой марки.
Как показывает количество марок, выпускающих разного рода вальцовочные станки, выбор товаров в наше время огромный. Не прилагая много усилий можно приобрести как дорогостоящее оборудование для производственных предприятий, так и небольшие станки для ручной работы.
Ротационная гибка листового и широкополосного металла востребована в производственной деятельности и мелких компаний, и ремонтных мастерских. Вальцы своими руками смогут изготовить даже домашние умельцы, сэкономив при этом на приобретении аналогичного промышленного оборудования.
1 Зачем нужны вальцовочные агрегаты и какими они бывают?
Такие станки применяются на любом современном предприятии для производства из листового металла конических, овальных и цилиндрических изделий. Процедура изготовления подобных конструкций называется вальцеванием. Она дает возможность получать любые трубы, заготовки для последующей штамповки, разнообразные готовые изделия из металла.
Простое вальцовочное оборудование также используется в быту, когда требуется своими руками сделать желоба, дымоходы, трубы, воздуховоды, прочие изделия для кровельных и строительных работ. Современные валковые машины позволяют работать практически с любыми металлами. Они без проблем сгибают листы из нержавеющей стали, легированных и углеродистых сплавов, алюминия, чугуна.

Имеются и модели вальцовочного оборудования, которые работают с поликарбонатными заготовками.
Все описываемые нами агрегаты для гибки листового металла делят на следующие группы:
- ручные;
- электромеханические;
- гидравлические.
Ручной станок может монтироваться на стойке (напольный) либо на верстаке (настольный). Он не имеет механического привода, поэтому для выполнения работ на нем требуется применять мускульную силу. Ручные станки очень просты в использовании. Их элементарная конструкция обеспечивает высокую надежность эксплуатации оборудования на протяжении длительного времени.

Станки с электрическим мотором, оснащенным редуктором, более эффективны в эксплуатации. Они облегчают и значительно ускоряют процесс гибки труб. Электромеханический агрегат устанавливается стационарно в соответствующем цехе предприятия и применяется для обработки металла толщиной до 4 миллиметров.
Гидравлическое оборудование относится к тяжелому классу. Оно используется для изготовления труб и иных конструкций в промышленных масштабах на энергомашиностроительных, судостроительных и машиностроительных комбинатах. По своему техническому потенциалу гидравлический станок превосходит электромеханический и ручной в несколько раз. На гидравлике можно производить трубы из листов металла толщиной до 8 миллиметров. Нередко гидравлическое оборудование оснащается программным управлением.
Типы вальцов
Станки бывают нескольких видов:
- Вальцы ручные – это наиболее удобное и практичное приспособление для деформации материалов. Сложностей в работе с устройством не возникает, кроме того, такие станки не нуждаются в подключении в сеть. На основной станине закреплены струбцины и подающие вальцы, работающие с цепной передачей.
Вальцы профильные, имеющие ручной привод наиболее часто используются для единичного производства, а не для поточного. Такие приборы выделяет целый ряд преимуществ:
- долговечность, надежность конструкции и простота работы с ней;
- небольшие размеры вальцовочного станка, за счет этого он занимает мало места;
- простая регулировка нижнего и заднего вращающихся валов;
- верхний вал снимается;
- низкая цена станка.
Вальцы ювелирные ручные широко используются ювелирами для выполнения прокатки и вальцовки плоских заготовок и проволоки из металла, для придания им нужной формы. В составе рабочих цилиндров ювелирных вальцов износостойкая углеродистая легированная сталь. Такие вальцы имеют порошковое покрытие, защищающее их от коррозии.
К работе с вальцами ручного приспособления нужно применять дополнительные усилия, так как ручные станки не работают от электричества и основным направляющим механизмом в них является специальная труба. Для обработки на таких станках сгодятся небольшие металлические изделия.
- Гидравлические вальцы — гидроприводные станки отличаются высокой мощностью. Вальцовочный станок оценен профессионалами, как наиболее качественный и высокопроизводительный агрегат. Однако он довольно увесистый, и установив его один раз, вряд ли получится самостоятельно перемещать станок с места на место без посторонней помощи.
- Электрические вальцовочные станки имеют наибольшую производительность за счет работы электрического мотора, который позволяет быстро деформировать трубу между вальцами. Принцип работы данной модели напоминает ручной, однако здесь присутствует мотор. Такое оборудование часто используется в промышленном производстве и имеет множество положительных отзывов от потребителей. Единственный минус – это завышенная цена электромеханического оборудования.

Вальцовочные станки в домашней мастерской или гараже должны быть:
- мобильными. Такой станок должен быть легким по весу для простоты перемещения;
- занимающими немного места;
- маломощными и экономящими электроэнергию. Станок на 20 кВт делает свою работу очень быстро, однако потребляет при этом огромное количество энергии. Его работу попросту может не выдержать проводка в доме. Как вариант в домашних условиях можно использовать вальцы мощностью до 1500 Ватт, а также ручные.
Если вам, по тем или иным причинам, не подходит ни один из перечисленных выше вариантов вальцовочных станков, то вы также можете изготовить вальцы своими руками, ведь мало какой серьезный ремонт может обойтись без этого станка.
Выбор и обоснование конструктивной схемы станка
 Принцип работы вальцового станка
Принцип работы вальцового станка
Листогибочные вальцы различаются по следующим параметрам:
- По количеству рабочих валков: могут быть трех– или четырехвалковыми (установки с большим числом валков встречаются редко).
- По схеме расположения валков. Имеются механизмы, оси валков которых расположены симметрично и асимметрично поперечной оси.
- По способу фиксации валков в станине — на подшипниках качения или скольжения.
- По типу привода — от вальцев ручных, до приводимых в действие двигателями переменного и (реже) постоянного тока.
Вопрос — как сделать вальцы, которые будут предназначены для листового металла — следует начать с разработки технического задания. При этом следует учесть, что ручной привод эффективен при гибке изделий с толщиной не выше 0,8…1.2 мм, и при ширине не более 500…800 мм, иначе приводную рукоятку придется делать очень длинной. Это не только неудобно, но и приведет к увеличению размеров производственной площади, где предполагается установить агрегат.
По той же причине трехвалковую схему стоит предпочесть четырехвалковой — сложность изготовления возрастет, а видимых выгод пользователь не получит. Тем более нет смысла делать вальцы с еще большим количеством валков (например, семивалковые исполнения нужны при необходимости выполнения радиусной гибки листовых изделий на диаметры от 1500…1600 мм).
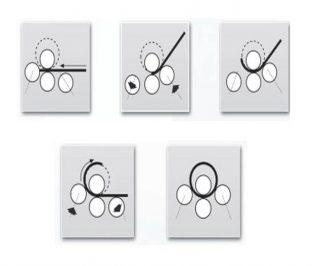
Более сложным является вопрос симметричности расположения валков в трехвалковых вальцах. Симметричная схема (при которой валки располагаются равносторонним треугольником: нажимной — сверху, а рабочие — снизу) конструктивно проще и технологичнее в изготовлении. Однако, после обработки на таком оборудовании передний и задний края заготовки на некотором расстоянии (примерно половины от межосевого) останутся прямыми и потребуют повторного цикла деформирования. Если на вальцах предполагается производство толстолистовых изделий преимущественно типа цилиндров с изогнутыми краями, то придется изготавливать асимметричную машину.
Как сделать трубогиб для профильной трубы своими руками
Весь сортамент профильных стальных труб, их конструкционные достоинства и сферу применения мы рассматривали отдельно. Сейчас мы их попробуем согнуть своими руками по заданному радиусу конечного изделия.
При этом очень важно не допустить следующих технических дефектов:
- растрескивание; такой металлический профиль придется выбросить;
- сжатие или растяжение поверхностей в точках потенциальной нагрузки на конструктивный элемент;
- деформация исходного профиля, приводящая к нарушению стойкости металла (коррозионной и механической) в узлах гибки и излома несущей конструкции.
Если вы готовы исполнить своими руками агрегат и вальцы для подобных работ – честь вам и хвала. Самый простой кустарный трубогиб с прокатными вальцами от электропривода (годится любой электромотор с редуктором) и прижимным устройством из обыкновенной стальной трубы. Монтируется на обычный автомобильный домкрат и, судя по отзывам, дает качественную арочную продукцию.
Ценим технические находки наших «кулибиных», но рекомендуем покупать уже готовый металлический прокат любой конфигурации или делать его на заказ по своим чертежам и задумкам, особо не утруждая руки и голову.
Для качественного осуществления строительного процесса необходимо иметь полный перечень инструмента. При работе с трубами не обойтись без трубогиба – специальное устройство, с помощью которого профильной трубе можно придать правильно изогнутой формы. Но профессиональное оборудование стоит денег, поэтому рассмотрим, как можно сделать вальцы своими руками.
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.

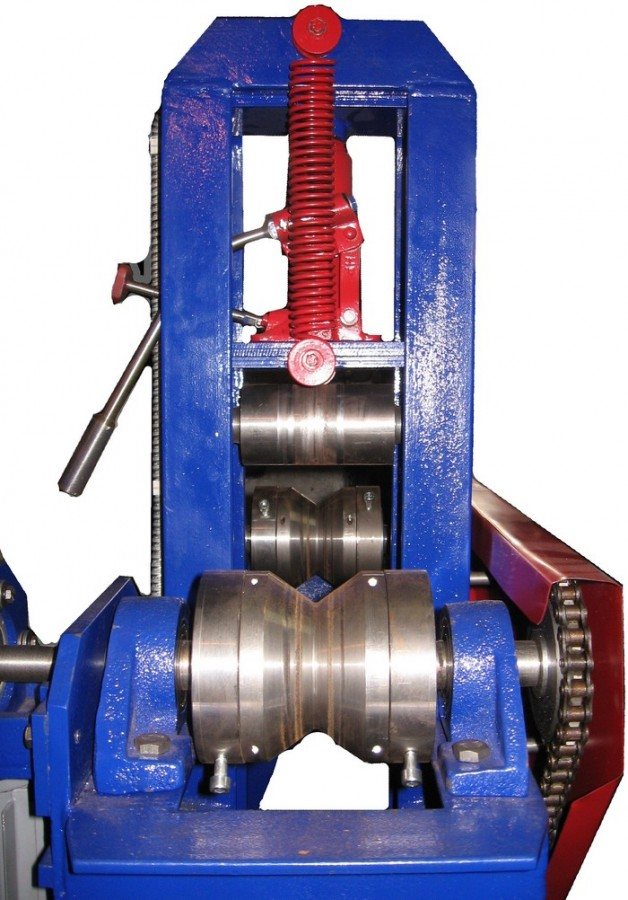
Устройство трехвалковых вальцов ручного типа
Станина-основание
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
Валки
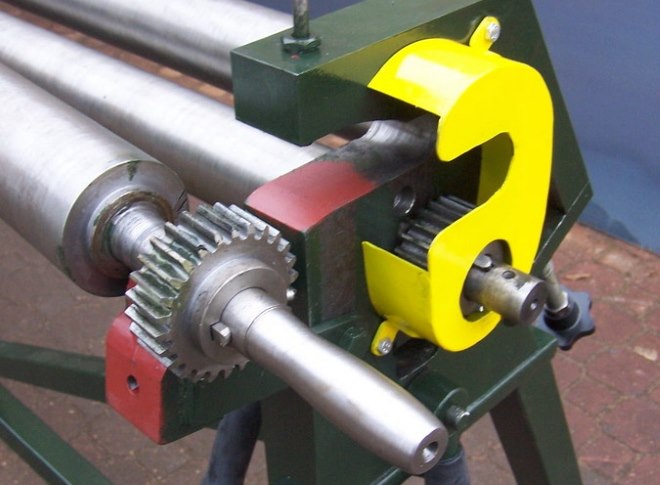
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
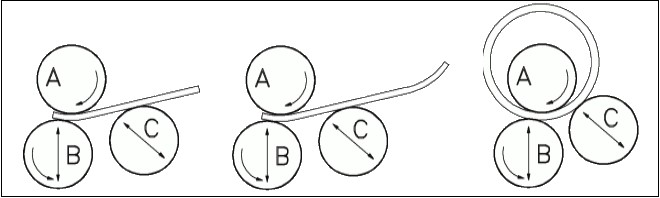
Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий. Ручные
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.

Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.

Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
Разновидности и назначение ювелирных вальцов
Такие станки используются на любом современном предприятии для изготовления из металлических листов изделий формы конуса, овала, цилиндра. Процесс создания таких конструкций именуется вальцеванием. Вальцы позволяют выполнить любые трубы, заготовки для дальнейшей штамповки, различные готовые изделия из металлических листов.
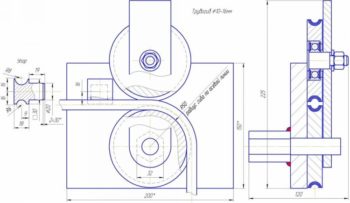
 Перед изготовлением вальцовочного станка следует выполнить его чертеж
Перед изготовлением вальцовочного станка следует выполнить его чертеж
Простые вальцы также применяются в быту, когда надо своими руками сделать:
- Желоба;
- Дымоходы;
- Трубы;
- Воздуховоды;
- Другие изделия для кровли и стройки.
Современное оборудование дает возможность работать почти с любыми металлическими листами. Они без проблем загибают листовой материал из нержавейки, легированных и углеродистых сплавов, алюминиевые, чугунные листы. Есть и модели вальцов, которые функционируют с заготовками из поликарбоната.
Всё оборудование для работы с металлическими листами можно подразделить на такие группы:
- Ручные (ювелирные);
- Электромеханические;
- Гидравлические.
Ручной станок может устанавливаться на стойке (на пол) или на верстаке (на стол). Он не имеет электропривода, поэтому для осуществления гибки на нём требуется достаточная человеческая сила. Ручные ювелирные станки очень просты в применении. Их конструкция создает высочайшую надёжность эксплуатирования спецоборудования в течение продолжительного времени.
Ручные станки небольшого размера, что дает возможность транспортировать их и использовать прямо на объекте, где ведется ремонт. А также надо отметить, что таким агрегатам не нужно электричество. По стоимости ручной станок на пол или на стол всегда дешевле электромеханического. Станочное оборудование для гибки листового металла с электромотором, оснащенным редуктором, наиболее эффективно в эксплуатировании. На таких станках работа проходит быстрее. Электромеханический станок монтируется стационарно в необходимом цехе предприятия и используется для обрабатывания металлических листов толщиной до 4 мм.
Гидравлика относится к тяжёлому классу. Такие станки требуются для создания труб и других конструкций в солидных промышленных масштабах на комбинатах:
- Энергомашиностроительных;
- Судостроительных;
- Машиностроительных.
По своему потенциалу гидравлика лучше механической и ручной конструкции в значительной степени. На ней реально самому изготовить трубы из металлических листов толщиной до 8 мм. Часто такое спецоборудование оснащается программным управлением.
Изготовление станка своими руками
Чертеж станка с электрическим приводом
На первом этапе проектирования конструкции необходимо выбрать оптимальные чертежи. Для этого можно использовать стандартные схемы или разработать индивидуальную на основе имеющихся материалов.
Будущая листогибочная конструкция будет состоять из следующих компонентов:
- опорная рама. Она изготавливается из 2 листов металла, которые соединяются между собой ребрами жесткости. Для увеличения устойчивости и механической прочности по краям каждого компонента рекомендуется приварить стальные уголки. В верхней части располагаются монтажные пазы для установки опорных валов;
- опора верхнего вала. Для ее производства рекомендуется применять стальной п-образный профиль. Смещение конструкции по высоте будет происходить с помощью червячной передачи;
- механизм ручного привода. Обычно его делают из трех звездочек, соединенных между собой цепью. Рекомендуется предусмотреть механизм натяжения цепи, чтобы избежать ее срыв во время выполнения работы.
Для изготовления ручных вальцов своими руками из специального оборудования потребуется только сварочный аппарат. Для улучшения качества обработки рекомендуется приобрести заводские валы. Самостоятельное изготовление подобных компонентов затруднительно и не всегда фактический результат соответствует желаемому.
Сборка вальцов
Изготовление листогибочной конструкции начинается с выбора инструментов. Для выполнения этого процесса необходима болгарка, сварочный аппарат, дрель со сверлами по металлу. После приобретения материалов можно приступать к изготовлению ручных листогибочных вальцов.
Порядок действий.
- Раскрой материала.
- Сверка фактических размеров с данными из технической документации.
- Соединение компонентов между собой с помощью сварочного аппарата. Использование механических соединений не рекомендуется, так как они не обладают достаточной надежностью.
- Установка вальцов на станину.
- Соединение полос с передаточными звездочками. В этом случае необходимо использовать механическое соединение, так в случае поломки одного из компонентов ремонт установки будет затруднен.
После изготовления конструкций все элементы опорной рамы необходимо загрунтовать и покрасить. Испытание листогибочного станка, сделанного своими руками, проводится по определенной схеме. Сначала проверяется скорость подачи (вращение валов), контролируется работа механизм опускания верхнего вала. В качестве пробного материала лучше всего использовать стальные листы небольшой толщины. Расстояние между валами следует уменьшать постепенно. При этом проверяется устойчивость станка и отсутствие деформации.
В качестве примера можно посмотреть работу заводской модели станка:
Состав узлов и особенности их изготовления
Вальцовочные станки с ручным приводом состоят из следующих узлов:
- Сварной станины рамного типа, которая, в свою очередь, состоит из двух опорных стоек, связанных для повышения жесткости крест–накрест профильными трубами или квадратными стальными стержнями. Для повышения устойчивости конструкции к нижним торцам опорных стоек можно приварить подпятники.
- Узла регулировки расстояния между подвижным и неподвижным валками.
- Рукоятки вращения верхнего валка (для увеличения скорости вращения валков можно предусмотреть повышающую передачу, для чего следует снабдить вал рукоятки зубчатым колесом, а на одном из валков установить соответствующую шестерню).
- Рычажных устройств для осевого перемещения верхнего валка (при установке исходной заготовки в зазор между валками).
- Собственно валков, два из которых — нижние, устанавливаются в подшипники опорных стоек, а верхний, нажимной — в оси поворотного рычага.
- Фиксатора положения нажимного валка, который учитывает толщину обрабатываемого металла.
- Опорной трубы, на которую укладывается исходная заготовка (вместо трубы можно смонтировать небольшой приемный столик из холоднокатаной стали толщиной 6 мм).
Многие детали для конструкции можно позаимствовать от списанных рольгангов, предназначенных для подачи листа, например, к листовым ножницам.
Порядок изготовления и сборки в условиях домашней мастерской вальцев ручных с тремя валками заключается в следующем.
Определяются с размерами установки. Например, с уменьшением расстояния между опорными стойками (по сравнению с теми, что указаны на рисунке), можно пропорционально увеличить диаметр валков, при этом предельно допустимое значение их прогиба при деформировании не увеличится. Уменьшать поперечное сечение опорных стоек при этом не следует.
Материалом стоек можно принять профильную квадратную трубу из стали типа Ст.3, которая хорошо поддается сварке. Вначале привариваются распорки жесткости, а затем к ним — трубчатые или сплошные профили. Сварку необходимо проводить в кондукторах, чтобы исключить коробление конструкции и обеспечить строгую параллельность полученной рамы. Небольшие погрешности для уже сделанных стоек легко исправить подваркой опорных подпятников, имеющих разную высоту.
Далее изготавливают рабочие валки. Для этого используют толстостенные трубы, причем они должны быть либо холоднокатаными, либо изготовленными из нержавеющей стали: таким образом можно обеспечить нужную шероховатость рабочей поверхности. Горячекатаный прокат использовать не рекомендуется из–за высокой трудоемкости очистки с последующей шлифовкой поверхности будущих валков.
Подбирают под свои потребности нужный типоразмер подшипникового узла. Для подшипников скольжения лучше принимать стандартные узлы, изготовленные по ГОСТ 27672. Ввиду малых окружных скоростей и усилий деформирования, надобности в применении подшипников качения нет.
Следующий этап изготовления вальцев — монтаж валков. Его надо выполнять, используя лазерный уровень, чтобы исключить перекос инструмента, и с учетом зазора между нижними валками. Отверстия под крепеж корпусов подшипников к стойкам стоит выполнять овальными, для последующей регулировки.
Убедившись в легкости вращения нижних валков, приступают к установке механизма перемещения верхнего валка. Валковые рычаги проектируют так, чтобы в конечном положении ось нажимного валка располагалась точно между осями нижних валков, а ход рычага соответствовал возможности извлечения готового изделия из зоны гиба. Второе плечо рычага выполняют с несколькими отверстиями, в которые при регулировке технологического зазора будут вставляться фиксирующие штифты. Процесс подгонки размеров производят с одной установки, учитывая то, что левый и правый рычаги отличаются зеркально друг от друга.
Последний этап перед опробованием станка — монтаж опорного стола или трубы. Для удобства на ней стоит предусмотреть подвижные ограничители ширины заготовки.
Самодельные вальцы можно устанавливать и вне помещений, тогда придется дополнительно изготовить защитный кожух. Часто его делают откидным, используя при работе вальцев в качестве задней опоры деформируемому металлическому листу.
Виды, классификация и использование
Благодаря разнообразным конструкциям и типам вальцов получают большой ассортимент продукции в различных отраслях нашей экономики. Их можно классифицировать по следующим признакам:
-
По количеству исполнительных органов:
- двухвалковые;
- трехвалковые;
- четырехвалковые.
- По типу привода:
- ручной;
- механический;
- электрический;
- гидравлический.
- По способу сгибания:
- сегментные;
- дроновые;
- пружинные;
- арбалетные.
- По типу управления:
- рунное;
- ЧПУ.
https://youtube.com/watch?v=CAVlnkRnc04
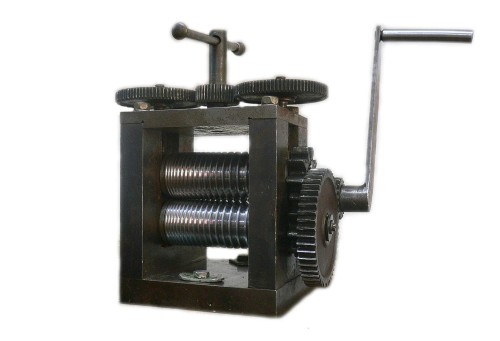
Маленькими вальцами с двумя валами в основном пользуются мастера в ювелирных мастерских. На них прокатывают плоские или профильные заготовки, производится вальцовка.
Также двухвалковые вальцы можно встретить на предприятиях общепита. Их используют для прокатывания теста. Полотно получается одной толщины и любой длины.
Обычно такие агрегаты имеют ручной привод, так как не требуется больших нагрузок. Для одновременного вращения всех валков используется цепная или зубчатая передача. Они компактны, имеют небольшой вес и закрепляются на столе струбциной или несколькими болтами.
Трубы делают для воздуховодов
Электропривод и небольшой вес на рамной конструкции позволяет устанавливать такие станки непосредственно на месте монтажа или в домашней мастерской. Более громоздкие и мощные станки предназначаются для предприятий.
Вальцы с гидроприводом относятся к тяжелому оборудованию. Обычно их высота превосходит человеческий рост в несколько раз. А мощность привода позволяет катать стальные листы толщиной более 100 мм . Получаемые детали в диаметре достигают 6 м .
Чтобы сделать конус на вальцегибочной машине, необходимо боковым валам придать дополнительную степень свободы. Выражается это тем, что одна сторона вала подвижна и в зависимости от угла конуса может подниматься на необходимую высоту. Заготовка при такой обкатке стремится съехать. Для предупреждения со стороны смещения заготовки устанавливается упорный ролик.
К данной категории оборудования можно отнести и прокатный станок для листового металла. Его основное назначение – получение листового металла различной толщины из горячей толстой заготовки путем прокатывания. Станками такого типа оснащаются сталелитейные предприятия.
Из-за того, что заготовки подаются разогретыми до высоких температур, валы стана изготавливаются из жаропрочной термически обработанной стали.