Виды фрез по дереву для ручного фрезера: обзор и классификация
Содержание:
Фрезы по камню
Чтобы обработать искусственный камень фрезером (ручным), можно применять традиционные виды фрез, предназначенные для дерева, но только с твердосплавными лезвиями. Здесь имеется одни нюанс: искусственный камень – это композитный материал, имеющий в составе мельчайшие абразивные частицы. Поэтому, из какого бы твердосплавного материала не была сделана фреза, ее хватит лишь на обработку не более 10 погонных метров заготовки из камня. Далее, затупившиеся лезвия не будут давать требуемую чистоту, например, склеиваемых поверхностей, что повлияет на качество соединения.
Поэтому профессионалы советуют использовать лучшие фрезы от известных производителей, таких как Festool, Leuco, Titman, Leitz, Dimar. Ресурс режущих инструментов, изготовленных этими предприятиями, в 5-10 раз выше, чем у обычных твердосплавных инструментов. “Фирменной” оснасткой уже можно провести обработку от 60 до 100 метров композита.
Фрезы для дерева и камня имеют сходство по своему виду и даже имеют одинаковые названия. Некоторые из них очень часто используются для выполнения операций по камню. Но существуют резаки, специально разработанные для обработки изделий из композита.
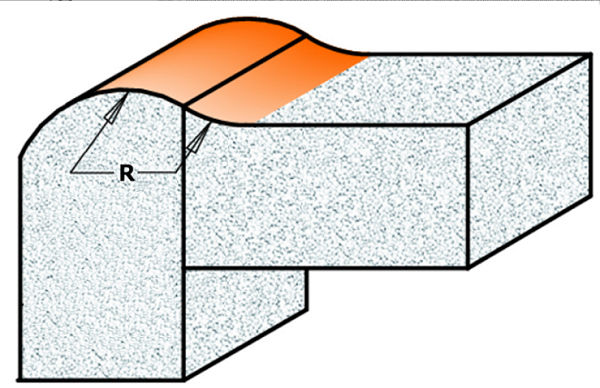
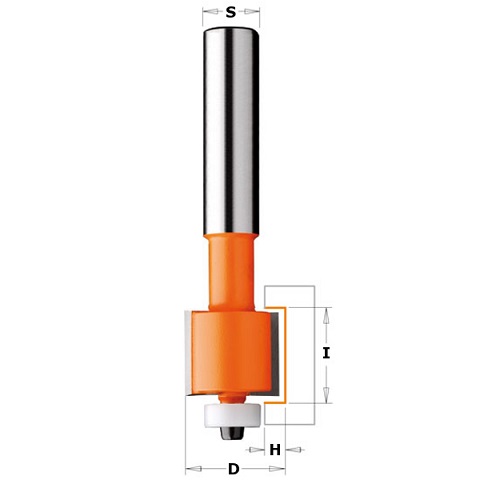
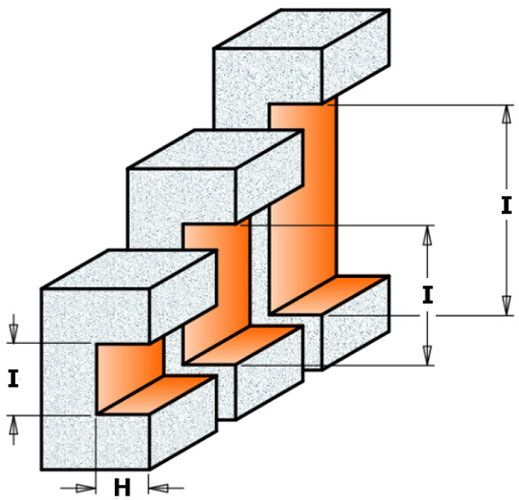
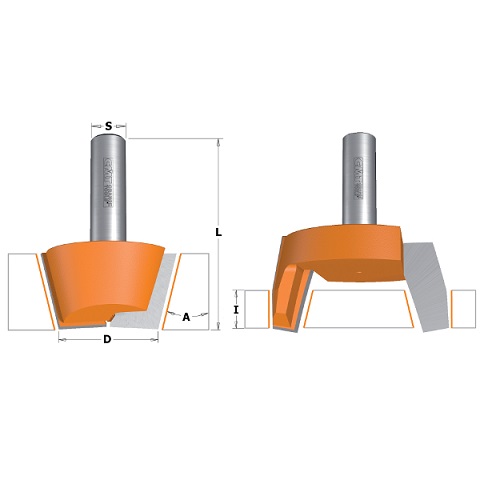
Фреза “антиперелив”
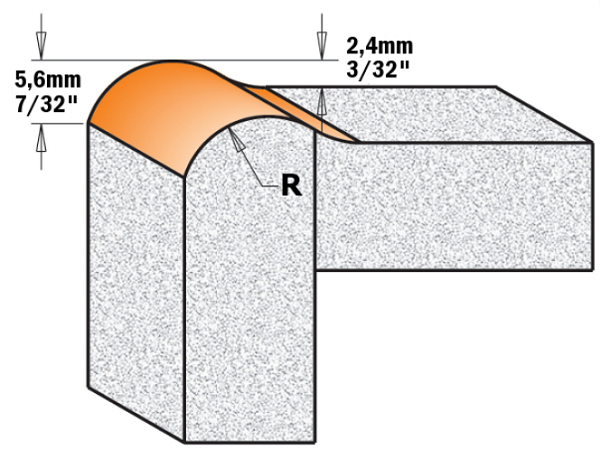
С помощью данной фрезы по камню можно создавать отливные бортики на кухонных (туалетных) раковинах и столешницах из композита. Обычно полное образование бортика происходит за 2 прохода инструмента.
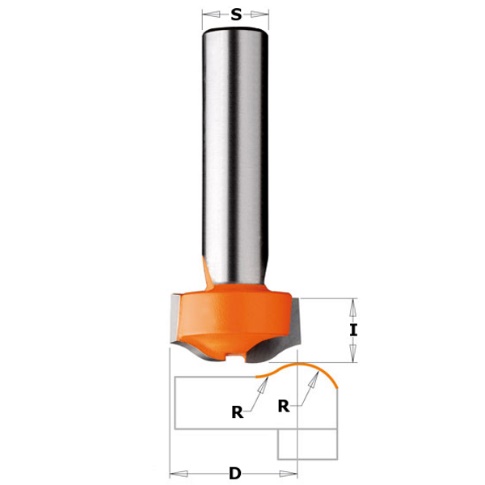
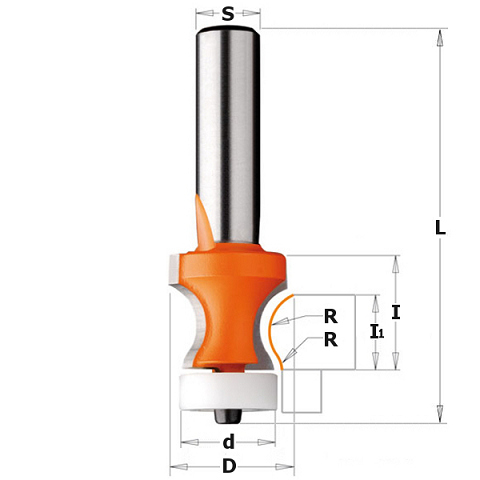
Также есть модификация резака “антиперелив”, имеющая упорный подшипник.
Фреза “волна”
Этот инструмент предназначен для подготовки поверхностей перед сращиванием. Режущая часть оснастки имеет волнообразный профиль.
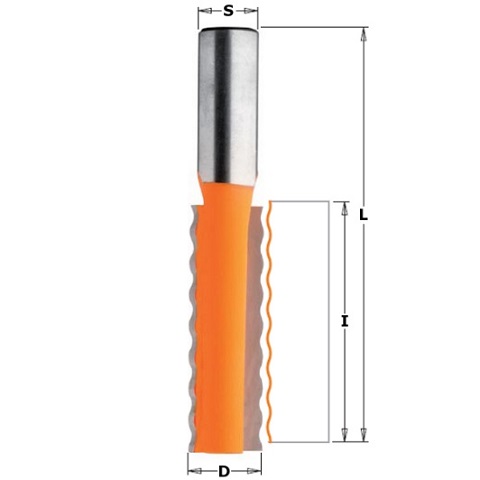
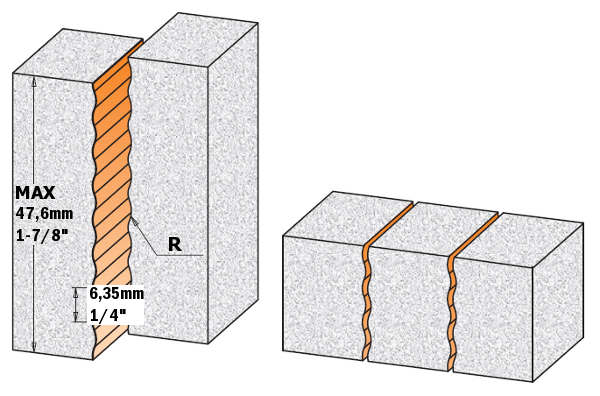
Оснасткой выбирается паз, в дальнейшем предназначенный под инкрустацию композитными материалами.
Ремонтный набор для камня
Данный набор применяется для устранения повреждений на поверхности изделий из искусственного камня. В наборе имеется 2 элемента. Одним делается пробка, а вторым – отверстие под нее.

Также для обработки композитов можно использовать фрезы от компании CERATIZIT.

Это алмазные фрезы, которые отличаются своей износоустойчивостью. Изготавливаются они методом спекания нескольких слоев алмазной крошки. Многослойность покрытия позволяет продлить срок службы инструмента, поскольку во время его работы на замену сработавшимся слоям проступают новые слои абразива.
Размеры
Широкую популярность получили фрезы с хвостовиком 8 мм. Хороший тому пример — ARDEN 707831. При общей длине 8,6 см чистая протяженность модели всего 4 см. В высоту она достигает 50 мм. Есть и другие привлекательные варианты. На дисковые пазовые фрезы действует специальный ГОСТ 3964, утвержденный в 1969 году. С тех пор, конечно, он не раз дорабатывался и совершенствовался. Согласно стандарту в актуальной редакции, типовые габариты таковы:
- 3 мм;
- 4 мм;
- 5 мм;
- с диаметром 6 мм;
- 0,8 или 1 см;
- 1,2, 1,4 см.

Найти фрезы размером ровно 15 мм практически невозможно. Почти всегда в таких случаях на самом деле предлагают метиз 15,8 мм. Приятный образец — галтельная модель от фирмы «Зубр». Метиз рассчитан на кручение со скоростью до 2400 оборотов. Сечение хвостового блока составляет 0,8 см, а еще изделие оснастили 3 рабочими зубцами. Длину 20 мм имеет особая фреза от Bosch. Модель сечением 2,5 и с хвостовиком 0,8 см в высоту достигает 25 мм. Поставка ведется в блистерной таре. Производством занимаются на китайском предприятии. Но при этом полностью соблюдают базовые германские стандарты качества.
Что касается модификаций 16х120, то они оптимизированы прежде всего для врезки замков. Это не означает, впрочем, что другие манипуляции выполняются хуже. Модификация от Brigadier оборудуется кормовой частью 1,2 см. Метиз пригоден и для ручных, и для настольных фрезеров. Прочие важные моменты:
- изготовление на базе углеродистых марок стали;
- концевое исполнение;
- отсутствие подшипника.
Стоит обратить внимание и на дисковое изделие 63х6. Например, на трехстороннюю версию на основе Р6М5
Эта быстрорежущая сталь весьма надежна. Явным преимуществом можно считать и пригодность для обработки крепкого металла. Допускается применение на общем фрезерном и автоматизированном производственном оборудовании; основные показатели соответствуют в общем случае ГОСТ 25827.
Завершить обзор размерного ряда уместно на фрезах 30 мм диаметром. Яркий тому пример Freud D30. Высота тут составит 1,2 см. Конструкция подходит для:
- фанеры;
- мягкого дерева;
- твердых пород дерева.
Кроме линейных размеров, имеют значение и определенные углы. От них зависит:
- толщина вырабатываемой стружки;
- сила, с которой инструмент прорезает металл;
- механическая стойкость приспособления, особенно при длительной обработке в больших объемах.
Модели с главным углом 90 градусов подходят для фрезеровки выступов прямоугольной конфигурации. В процессе работы режущая сила имеет радиальный характер. Прикладывается она в сторону подачи.
Иначе обстоят дела с метизами, у которых главный угол составляет 45 градусов. Ими пользуются преимущественно для торцевого фрезерования. Можно уверенно работать с материалами, образующими недлинную стружку. Слишком сильное радиальное воздействие в таких случаях, особенно на завершающих этапах работы, часто приводит к крошению поверхности. Так как стружка тоньше, производительность в рамках каждой отдельной операции подрастает.
В специализированную торцевую группу входят фрезы с главным углом от 60 до 75 градусов. Глубина реза повышается по сравнению с общими торцовочными изделиями. Осевая сила прореза меньше, чем у категории «45». Но при этом рабочие кромки получаются прочнее, чем при угле 90 градусов. Есть еще 10-градусные модели, которые рассчитаны на высокую подачу и плунжерную обработку; можно использовать такие фрезы и на трехкоординатных станках и при необходимости «увеличить вылет».
Что это такое?
Обращаясь в салон красоты или к своему мастеру, вы хотите видеть только самый лучший результат. Несомненно, промышленность сделала огромный скачек вперед, поэтому технологии коснулись даже области маникюра. Существует два вида маникюра: обрезной и аппаратный. В отличие от обрезного, аппаратный маникюр выглядит более аккуратно, а процесс его нанесения не доставляет болевых ощущений.
Если в обычном обрезном маникюре используются пилочки, апельсиновые палочки, пушеры, бафы, маленькие маникюрные ножницы, щипчики-кусачики и многие другие инструменты, то в маникюре с помощью машинки вам достаточно лишь специального приспособления – аппарата, который похож на толстую ручку. Такой аппарат называется фрезер или фрезерная машинка.


Для того чтобы фрезер мог выполнять разные по назначению действия, необходимо использовать различного вида насадки: фрезы, сверла, боры, полировщики и другие. Такие приспособления обычно идут в комплекте, но продвинутые мастера докупают их отдельно (в зависимости от тех задач, которые необходимо выполнить с помощью них).
Маникюр и педикюр для своего качественного исполнения требуют разные по форме насадки, разные фрезы. Эти наконечники могут быть сделаны с разной текстурой или выполнены из разных материалов. Чаще всего к каждому аппарату идет описание в виде инструкции по применению, поэтому разобраться, что к чему, не составит большого труда.
Основными плюсами аппаратного маникюра является его безболезненность и скорость выполнения. Нельзя полагать, что у данной процедуры нет минусов. Аппаратный маникюр только начинает развиваться, поэтому не все мастера знают о том, как правильно работать со фрезером. К тому же, необходимо правильно выбирать насадки и качественно стерилизовать их перед каждым новым применением.

Обзор видов
По типу и конструкции зуба
Фрезы подразделяются по признакам направления зубьев на правый и левый тип. Установить принадлежность к той или другой группе помогает ход винтовой линии на рабочей грани. Также стоит отметить, что для ручного фрезера применяют модели с равномерным либо неравномерным выставлением рабочего блока. Чаще всего предусматривается единственный угловой шаг, а прорезающие кромки расставляются равномерно по отношению к общей оси, но бывают и исключения; они нужны главным образом при работе на станках, подверженных сильной вибрации.


По материалу
Основные цилиндрические фрезы могут быть изготовлены из:
- углеродистой стали;
- твердого сплава;
- быстрорежущего сплава;
- стали легированных марок.
Кроме того, углеродистая сталь приемлема лишь для фрез небольшой величины. Что касается твердых сплавов, то наряду с более известными их вариантами в последние годы на рынке все чаще фигурируют сочетания с карбидом тантала.


Часть инженеров экспериментирует со специальными пластинками, которые не требуется перетачивать. А вот пластинки с износостойким покрытием — это наиболее современный вариант, и пока что он еще освоен недостаточно. Использование таких моделей сопряжено с изрядным риском. Более широко применяются быстрорежущие стали хорошо зарекомендовавших себя марок:
- Р9;
- Р12;
- Р18.


В последнее время разработчики таких соединений стараются минимизировать концентрацию вольфрама и поднимать насыщение углеродом. Это позволяет добиться оптимального соотношения технических и экономических показателей готовой продукции. Но разница касается не только используемых материалов.
Режим прореза для металлического и деревянного изделий совершенно отличается. Скорость работы даже с самой прочной древесиной, включая и железное дерево, куда выше скорости прореза наиболее «мягких» металлов. Разница касается и тех металлов (сплавов), на основе которых делается инструмент. Также не совпадают и углы заточки зубцов. Все, кто хоть раз пытались обрабатывать дерево «металлическим» приспособлением, получали обескураживающий результат; противоположная попытка неизменно вела и ведет только к поломке изделия при касании.


Отдельная важная тема — насадная фреза. В основном подобные приспособления находят применение в работах по дереву. Но встречаются и модели, рассчитанные на металлообработку. Оба класса обеспечивают как «плоскую», так и «профильную» обработку материала. В столярном производстве насадными фрезами пользуются, чтобы получать плинтусы, наличники и некоторые другие полезные конструкции.


С их помощью обрабатывают как закрытые пленками или пластиками, так и не имеющие дополнительной облицовки заготовки. Допускается применение и на обычном фрезерном, и на четырехстороннем станке. Возможна успешная работа с древесиной всех групп твердости. Но и на этом типе доступные потребителю варианты не заканчиваются. Модульные цилиндрические фрезы технически сложны.
Их технологический расчет и адаптацию под конкретную работу могут выполнить только опытные инженеры с солидными знаниями. Обычно на изготовление модульной фрезы пускают стали Р6М5 и Р18. Чаще всего производственники стараются использовать 8-15 наиболее ходовых размерных позиций этого инструмента. Он находит широкое применение в металлообработке при производстве различных колес и других похожих изделий.


Отдельно стоит цилиндрическая фреза типа закругленный цилиндр. Преимущественно закругляют конец такого изделия. Но любопытно, что подобные модели, в том числе и корундовые, применяют скорее для маникюра, а не в серьезном промышленном производстве. Технология их получения подразумевает запекание корундового порошка на полимерной основе
Важное преимущество — щадящее исполнение, которое не сказывается отрицательно на обрабатываемой коже и ногтях, в отличие от многих других внешне похожих приспособлений


Как ухаживать?
Не держите резаки во влажных местах с агрессивной средой (соли, щёлочи, кислотные пары в воздухе и прочее). Быстрорежущая сталь – ржавеющая; резаки из цельной нержавейки стоят дорого и весьма редки. Кислота и щёлочь разъедят даже победитовую кромку.
В целях порядка содержания и оперативности, скорости, эффективности работы резаки рекомендуется хранить в их оригинальных коробках-пеналах. Это похоже на содержание сборных отвёрток с насадками: инструменты должны быть всегда доступны.

Работая с металлами и их сплавами, регулярно смазывайте места реза и сам резак индустриальным маслом – так инструмент прослужит дольше. Хотя это, по сути, расходник, это не означает, что он должен работать в режиме перегрузки и постоянного масляного голода, перегрева: инструментарий быстро тупится (а то и ломается) при небрежной работе.
Регулярно подтачивайте резаки – при первых признаках неэффективной работы: скрипе, лязге, скрежете, писке при работе, перегреве, рваных отверстиях и выемках в процессе обработки деталей.

Классификация фрез по металлу
Этот инструмент различают:
- по месту нахождения режущих частей;
- по направлению (винтовые, наклонные и т. д.);
- по креплению режущих элементов;
- по их заточке;
- по конструкции инструмента (сборный, монолитный, составной);
- по их материалу.
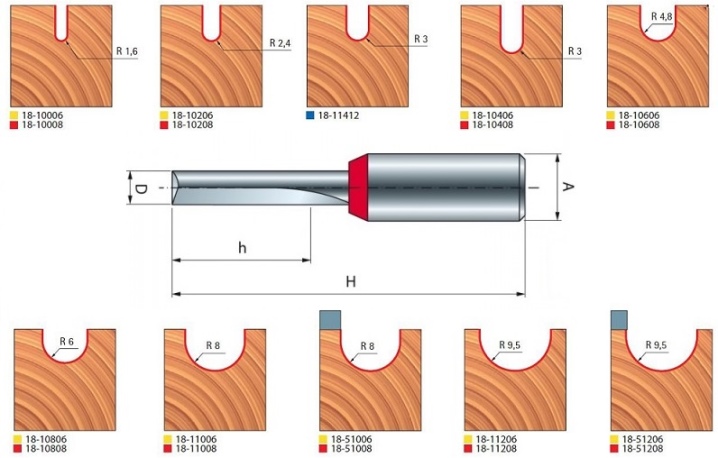
Цилиндрические фрезы
Такой тип используется для горизонтально-фрезерных станков, предназначенных для обработки плоскостей. Цилиндрические фрезы могут быть:
- с винтовыми зубьями;
- с прямыми зубьями.
Инструмент с винтовыми зубьями работает довольно плавно и его широко используют на предприятиях. Фрезы, имеющих прямые зубья, применяют только для обработки узких плоскостей, где достоинство инструмента с винтовыми зубьями не оказывает на процесс резания большого влияния. Изготавливается такой вид из быстрорежущей стали и оборудован в основном винтовыми, твердосплавными или плоскими пластинками.
Торцовые фрезы
для обработки плоскостей
Сами торцевые кромки являются дополнительными, а основная работа осуществляется боковыми заостренными кромками, которые находятся снаружи этой детали. Даже имея небольшую величину припуска, такой инструмент обеспечивает довольно ровную работу. Это происходит из-за того, что угол соприкосновения у торцевых фрез с обрабатываемой деталью зависит не от показателя припуска, а от диаметра режущего инструмента и ширины процесса фрезерования.
По сравнению с цилиндрическим типом, торцовая фреза является более жесткой и массивной. Это обеспечивает удобство размещения и надежность закрепления режущих элементов и оснащение их твердыми сплавами. Торцовое фрезерование характеризуется гораздо большей производительностью. Именно поэтому на сегодняшний день работы по фрезерованию плоскостей осуществляются торцовыми видами инструмента.
Дисковые фрезы
Этот вид представляет собой необходимое и современное оборудование, которое используется при фрезеровании канавок и пазов. Дисковый инструмент бывает трех видов:
- пазовый;
- двусторонний;
- трехсторонний.
У пазовых дисковых фрез зубья располагаются только на цилиндрической поверхности и используют их для обработки неглубоких пазов. Двусторонние дисковые фрезы, кроме зубьев, расположенных на торце, имеют зубья, находящиеся на поверхности. Особенностью трехсторонних дисковых инструментов является то, что зубья находятся не только на обоих торцах, но и на поверхности.
Дисковые фрезы имеют высокую производительность, несмотря на то, что у них часто срезаны зубья.
Чтобы прорезать на деталях шлицы и узкие пазы, используют топкие дисковые фрезы, называемые пилами. У такого оборудования то с одного, то с другого торца начинают затачивать фаски. Обычно фаска срезает половину длины режущей кромки. Именно из-за этого каждый зуб срезает стружку такой ширины, которая будет меньше ширины прорезаемого паза. Благодаря этому стружка более свободно начинает размещаться во впадине зуба и улучшается ее отвод. Если ширина среза будет соответствовать ширине паза, то в этом случае торцы стружки будут соприкасаться с боковыми сторонами прорезаемого паза. Это будет затруднять свободу размещения стружки во впадине зуба, в результате чего дисковая фреза может сломаться.
Угловые и концевые фрезы
располагаются на двух конических поверхностях
Концевые фрезы используются для обработки глубоких пазов в корпусных деталях уступов, контурных выемок, а в шпинделе станка крепятся цилиндрическим или коническим хвостовиком. У такого оборудования основную работу, связанную с резанием, осуществляют главные режущие кромки, которые располагаются на цилиндрической поверхности. А вот вспомогательные режущие кромки производят зачистку дна канавки. У таких фрез зубья обычно винтовые или наклонные.
Шпоночные фрезы
Они являются разновидностью концевых фрез и представляют собой шпоночный двузубый инструмент. Такой шпоночный инструмент наподобие сверла способен углубляться в материал заготовки во время осевой подачи и сверлить отверстие, а затем дальше продвигаться вдоль канавки. Во время осевой подачи основная работа резания осуществляется торцовыми кромками. Одна из них обязательно должна доходить до оси фрезы для обеспечения сверления отверстия.
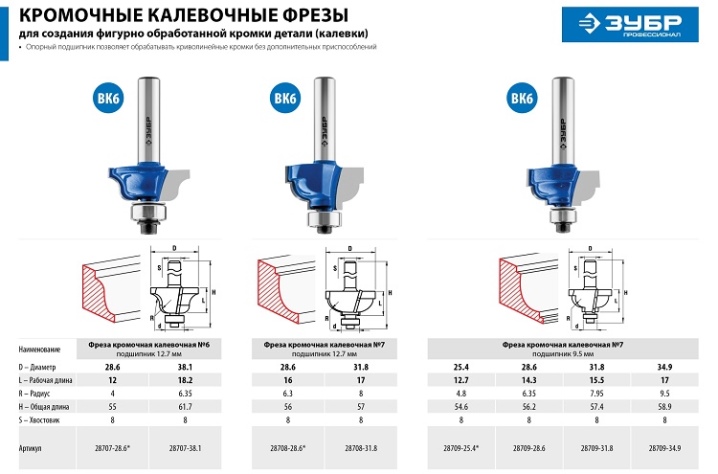
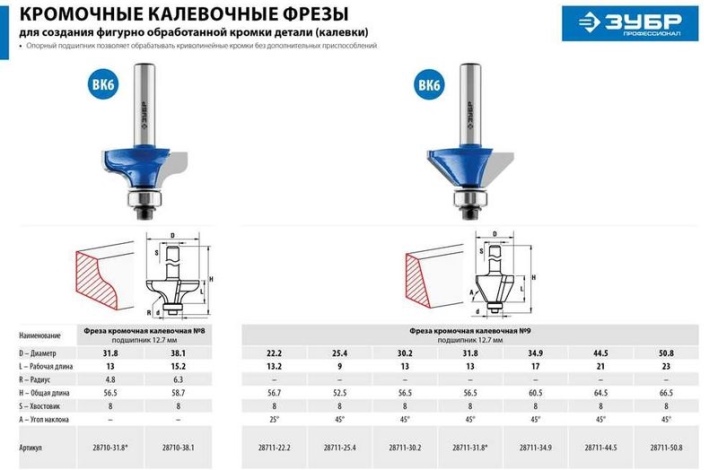
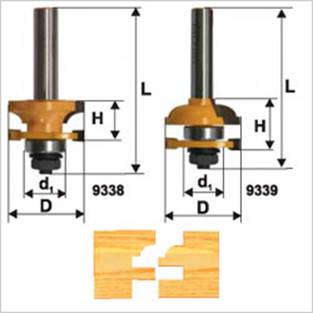
Фрезы кромочные
Самая большая категория изделий. Нужны кромочные фрезы по дереву для ручного фрезера при формировании торца детали нужной формы. Используются для изготовления элементов мебели, реек. Характерной особенностью является возможность использовать кромку заготовки в качестве опоры.
Подшипник перемещаясь по ней обрабатывает дерево на заданное конструкцией расстояние. Регулировкой высоты положения можно добиваться нужной глубины обработки и соответствующей формы детали. К этой категории относят и копировальные фрезы.
Подшипник одного диаметра с режущей кромкой передвигается по шаблону, зафиксированному на обратной стороне заготовки. В результате получается точная копия нужных размеров. Удобно при производстве большого количество одинаковых деталей.

Что можно делать
Разобравшись, как работать фрезером, можно приступить к созданию пазов, канавок и четвертей. Подобные прорези используются в процессе изготовления соединений разъемного и неразъемного типа. С помощью данного инструмента можно создавать:
- сложные поверхности и контуры;
- кромки;
- зажимы и шипы.
Сложные поверхности и контуры чаще всего приходится делать работникам мебельных предприятий, мастерских по изготовлению художественных изделий из дерева. При соблюдении всех правил и рекомендаций относительно использования инструмента, работа ручным фрезером будет легкой и интересной.
Операции по созданию кромок выполняют в процессе изготовления карниза, наличников и штапиков
Открытый паз
Когда планируется проведение обработки заготовки, формирования пазов с самой кромки, нужно правильно зафиксировать инструмент. Основной режущий элемент должен нависать над краем дерева. Дальше мастеру необходимо следовать пошаговому алгоритму:
- Опустив нож до необходимой глубины, потребуется произвести фиксацию положения корзины.
- Теперь можно запустить двигатель и обрабатывать древесину.
- После завершения процесса обработки кромки, следует поднять фрезу и ослабить фиксатор. Только после этого можно заглушать двигатель.
Глухой паз выполняется аналогичным образом. Однако мастер начинает работу не от крайней части детали.
Глубокий паз
Для проведения данного вида обработки древесины, следует по окончании каждого прохода обрабатываемой зоны настраивать новый показатель глубины погружения фрезы. В этот момент инструмент должен быть выключен.
Специалисты рекомендуют не выставлять уровень заглубления более 5 мм, что даст возможность мастеру аккуратно выполнить работу. При обработке последнего слоя стоит выставить глубину на 1,5 мм, что поспособствует созданию чистой поверхности.
Узкий паз
Для формирования в обрабатываемой детали узкого паза потребуется дополнительное приспособление. К подошве инструмента прикрепляется плоское основание. С обеих сторон вспомогательного приспособления необходимо установить направляющие стержни. Это позволит добиться прямолинейной траектории движения фрезерного аппарата.
Важно, чтобы оси были расположены на одной линии с центральной частью ножа. Во время работы рекомендуется вести фрезер таким образом, чтобы стержни равномерно прижимались к боковым частям заготовки
Торцевая поверхность
Нередко столярам необходимо обработать торцевые части заготовки. В этом процессе от мастера требуется получение чистого канта.
- Первым делом нужно выполнить пологий срез. Фрезерную машину следует вести по направлению вращения ножа. Это позволит добиться равномерного слоя на основной части древесины.
- Для чистки торцевой поверхности необходимо вести фрезер против направления вращения ножа. Вскоре внешний вид деревянного изделия приобретет желаемые очертания.
Работа с ручным фрезером — нелегкий процесс, однако придерживаясь рекомендаций специалистов, освоить ее сможет каждый.
Как правильно установить фрезу на конкретную модель аппарата, можно понять из инструкции
Криволинейные кромки
Что можно делать фрезером в домашних условиях? Помимо формирования в обрабатываемых деталях узких, глубоких и открытых пазов, мастер может сделать криволинейные кромки.
Для формирования в обрабатываемой детали криволинейной кромки, мастер должен подготовить шаблоны с упорным кольцом (круглая пластина с бортиками). Кольцо будет перемещаться вдоль шаблона и задавать правильную траекторию движения.
Конструкцию в ходе работы с обрабатываемым материалом нужно прижимать струбцинами к столу. Использование шаблонов дает возможность каждому мастеру создавать абсолютно идентичные изделия, из которых делают мебель либо другие элементы интерьера.
Декоративная отделка
Узоры на деревянных поверхностях украшают столярные изделия. Самый интересный метод обработки натурального дерева — узорная и художественная фрезеровка. Работать с инструментом достаточно просто благодаря тому, что древесина податлива в работе. В ходе декоративной отделки материала мастеру понадобятся:
- лобзик;
- тиски;
- стамеска.
На деревянное полотно необходимо перенести понравившееся изображение. Полотно с узором закрепляются на устойчивой поверхности. Фрезер необходимо плавно водить по контуру изображения, снимая древесину послойно. Это придает объем заготовке.
Чтобы создавать разнообразные орнамент нужно использовать в работе фрезы разных размеров
Фрезы по металлу
Специально созданной оснастки по металлу для ручного фрезера не существует. Обычно мастера используют оснастку, предназначенную для станков, с подходящим диаметром хвостовика. Чаще всего на ручных агрегатах используют концевые фрезы для создания пазов. Но следует знать, что фрезер является машиной, развивающей высокие обороты, что не очень подходит для концевых резаков. Поэтому металл должен сниматься минимальными слоями, толщиной в несколько десятых мм, и в несколько проходов. На следующем фото показана спиральная фреза по металлу.
Также на фрезерах можно устанавливать борфрезы различной конфигурации, которые без труда справляются со сталью, чугуном, нержавеющей сталью, латунью и даже титаном. Но поскольку они чаще всего имеют малый диаметр хвостовика (6 мм), то для установки в восьмимиллиметровую цангу потребуется переходник.
Борфрезы по металлу бывают следующих видов.
- Дисковые. Можно выполнять всевозможные надрезы и обрабатывать пазы.
- Конические (60°). Применяют для зенкования отверстий.
- Конические с обратным конусом. Оснастку применяют для расшлифовки пазов, обработки острых углов заготовки, снятия сварных швов в углах изделия, обработки труднодоступных мест отверстий.
- Конические с закруглением. Применяют для обработки сопряжений, зачистки сварных швов, обработки плоскостей.
- Конические заостренные. Инструментом можно обрабатывать острые углы, места сопряжения деталей, а также производить фрезеровку в труднодоступных местах.
- Овальные. Ими обрабатывают и расширяют отверстия, а также выравнивают сварные швы в углах деталей.
- Пламевидные. Благодаря универсальной форме инструмент используют для создания галтелей, а также для их обработки.
- Сферические. Оснастку можно применять для обработки отверстий, создания сопряжений полукруглой формы и обработки пазов.
- Сфероконические заостренные. Можно проводить обработку меду соединенными под острым углом плоскостями.
- Сфероконические закругленные. Обрабатываются сопряжения с внутренними радиусами.
- Сфероцилиндрические. Можно обрабатывать кромки, профили, сварные швы, радиусные пазы. Также данной оснасткой снимают фаски и заусенцы и подготавливают поверхность для сварки.
- Цилиндрические с гладким торцом. Используются для обработки контуров, швов после сварки, кромок, для снятия фасок и удаления заусенцев.
- Цилиндрические с зубьями. Оснастку с зубьями на торце используют для тех же целей, что и оснастку с гладким торцом. Только данный тип инструмента может работать одновременно в двух плоскостях под прямым углом.
Рекомендации по замене
Замена фрез происходит по степени стачивания абразива. Согласно отзывам профессионалов и любителей, металлические элементы фрезы стачиваются за 3-5 лет (в зависимости от частоты использования и количества оборотов, на котором работает машинка). Качественное алмазное напыление при своевременной и правильной чистке и обработке прослужит до 3 лет. Керамические насадки недолговечны (всего два месяца регулярного использования), а вот силиконовые или резиновые заменяются по мере их полного стирания.

Также время эксплуатации зависит от правильной смены насадок. Если вы обладаете профессиональным аппаратом, то вам достаточно повернуть элемент в гнезде фрезы. Если же аппарат домашний, то вам потребуется специальный ключ, который чаще идет в комплекте с машинкой. Здесь будьте осторожны, возможно, что вы перекрутите зажимы -тогда гнездо может треснуть. В этом случае придется менять полностью всю ручку или даже весь аппарат.

Таким образом, вы ознакомились с тем, какие виды фрез для аппаратного маникюра присутствуют на современном рынке, а также изучили их особенности и характерные черты. Также вы узнали о правилах их выбора и эксплуатации
Не пренебрегайте эти знаниями и обращайте внимание даже на те детали, которые на первый взгляд показались вам несущественными. Будьте аккуратны, ведь неправильный выбор фрезы может привести к расслаиванию ногтя и деформированию ногтевой пластины, что ни в коем случае нельзя допустить

Обзор фрез для аппаратного маникюра смотрите в следующем видео.
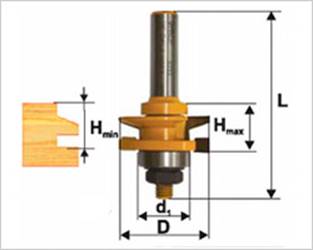
Комбинированные фрезы
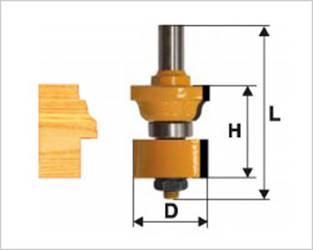
Сращивание заготовок считается наиболее эффективным, если использовать комбинированную оснастку. Данные типы фрез состоят одновременно из шиповых и пазовых элементов: благодаря такой конструкции оснастки за один проход аппаратом получают оба профиля. В результате площадь кромки, предназначенная для склеивания, увеличивается, что положительным образом сказывается на прочности соединения.
Рамочные
Рамочные фрезы являются составными инструментами. Все режущие элементы устанавливаются на основу, и мастер может размещать их в нужном порядке. Наборные фрезы имеют следующие составляющие:
- основание;
- режущие элементы;
- подшипник;
- шайба;
- фиксирующая гайка.
При смене расположения режущих элементов вынимать хвостовик из цанги агрегата не требуется. Достаточно лишь открутить крепеж, расположенный в нижней части оснастки, и все ее элементы снимаются. Благодаря разборной конструкции оснастки величина вылета инструмента остается прежней, и повторная ее регулировка не требуется.
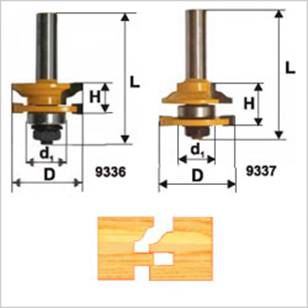
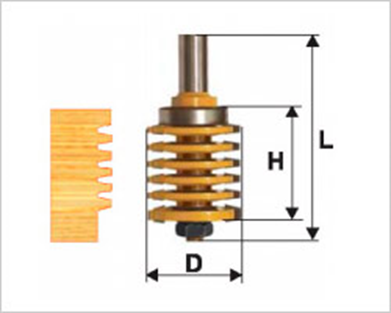
Пазо-шиповые
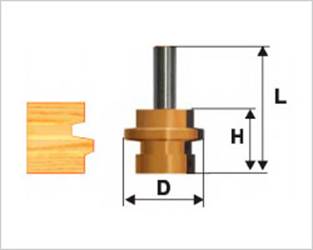
Комплект содержит 2 фрезы, одна для выборки паза, а вторая – для шипа.
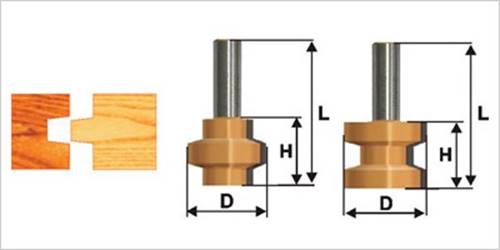
Пазо-шиповые фрезы имеют зеркально-идентичный профиль режущих элементов, благодаря чему обработанные детали сращиваются максимально точно.
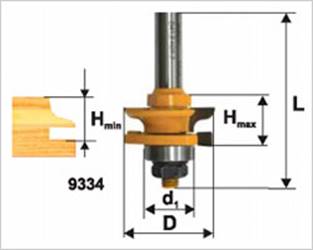
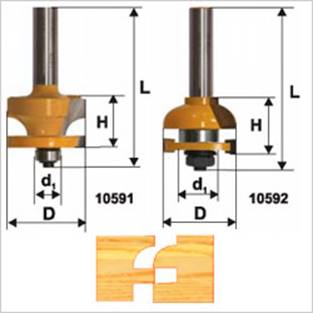
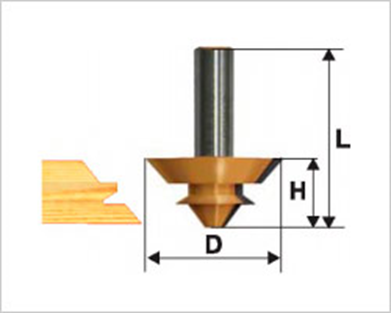
Для изготовления вагонки
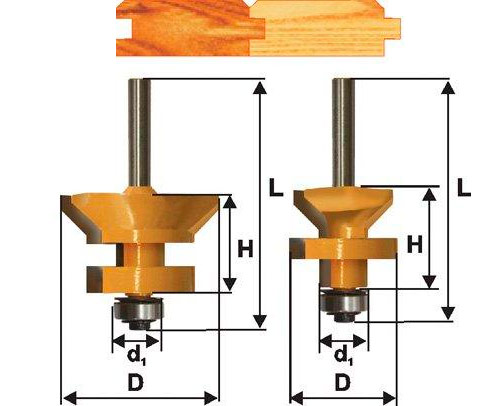
Фрезы для изготовления вагонки по своему принципу действия похожи на пазо-шиповой инструмент, но с той лишь разницей, что при соединении деталей образуется V-образный паз между ними для имитации бруса. Чтобы изготовить соединение, также требуется комплект из 2 элементов.
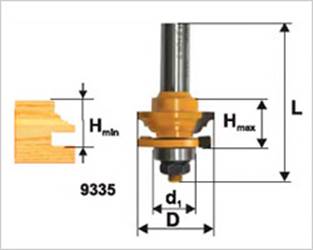
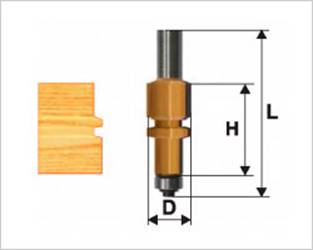
Универсальные
После прохода инструмента получают 2 плоскости, полностью совместимые между собой, имеющие паз и шип. Оба последних располагаются под углом друг к другу.
Для сращивания деталей также применяется микрошиповая фреза.
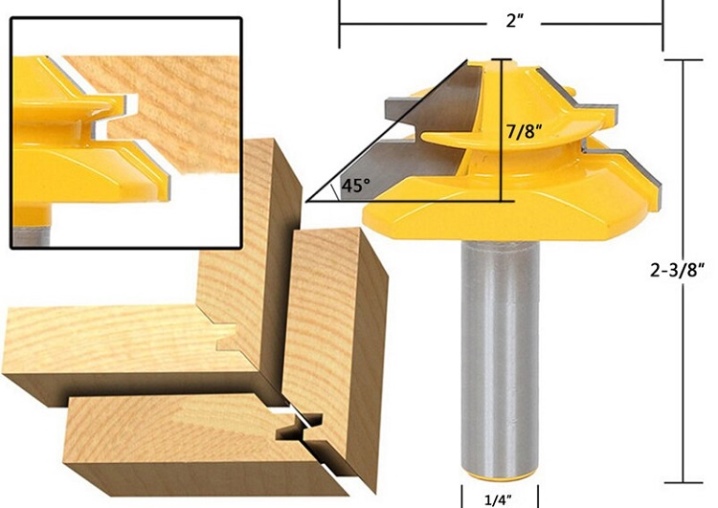
Для углового сращивания древесины также используется оснастка из серии комбинированных, позволяющая подготовить места соединения под углом 45 градусов.
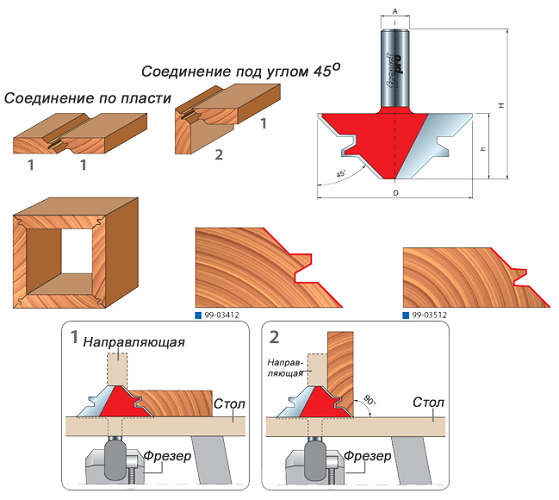
Следует отметить, что для обработки заготовок, которые необходимо срастить, применяют одну и ту же комбинированную фрезу. Оригинальная конструкция оснастки позволяет добиться максимального качества стыковки деталей, а также значительно экономит время, поскольку менять инструмент не нужно.
Заключение
Как видите, приобрести подходящий ручной станок – это ещё далеко не всё. Если же вы хотите иметь возможность осуществления полноценной обработки деревянных изделий, то вам потребуется обзавестись ещё и качественными соответствующими фрезами, каждая из которых применяется для выполнения строго определённых задач. А также от вас потребуются аккуратность и внимательность.

Готовый к эксплуатации комплект разноплановых резцов
Видео в этой статье раскроет перед вами дополнительные материалы, которые имеют непосредственное отношение к приведённой информации.Помните, что правильно подобранный инструмент – это залог успешного выполнения поставленной задачи!

















