Как правильно паять полипропиленовые трубы таблица
Содержание:
- Особенности труб ППР
- Основные принципы технологии
- Температура и время пайки полипропиленовых труб
- Подготовительные работы
- Пайка без паяльника
- Как паять полипропиленовые трубы правильно: тонкости и нюансы
- Технология сборки
- Ошибки при пайке полипропиленовых труб
- Режим пайки и его влияние на процесс
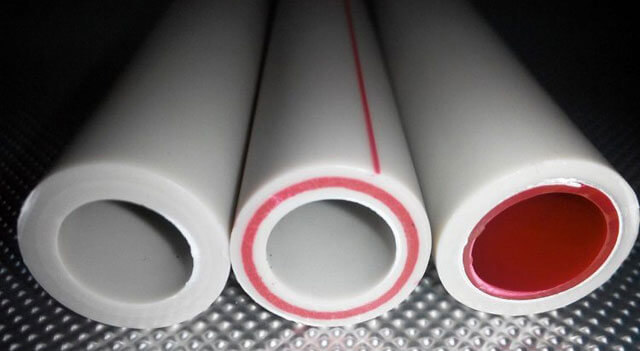
- Армирование
- Тепловое удлинение
- Распространённые вопросы и ответы по пайке полипропилена
- Общая информация
- Заключение
- Вывод
Особенности труб ППР

- они имеют высокую прочность;
- устойчивы к воздействию щелочной среды;
- практически не действуют на них и кислоты;
- в них не образуется ржавчина;
- они обладают низкой электропроводностью;
- выдерживают сильные гидроудары;
- изгибать их можно, сколько угодно;
- наконец, они сейчас относительно недороги.
Технические характеристики:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводность;
- плотность материала 0,91 кг/см2;
- прочность – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а плавиться – при 170. Трубы из него делают различного диаметра – от 10 до 125 мм. Соединяются с помощью специальной пайки, которая делает шов очень прочным при правильном выполнении работ.
Основные принципы технологии
Самое важное правило, о котором стоит помнить – это то, что полипропилен имеет свойство терять свои качества при перегреве. Несмотря на все положительные качества этого материала, он очень плохо переносит термическое воздействие
Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
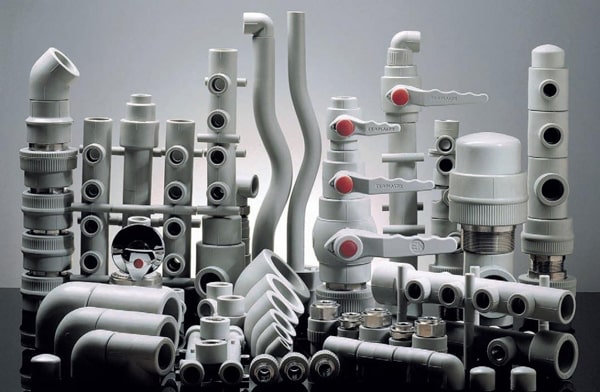 Фото – фитинги и прочие соединители для полипропилена
Фото – фитинги и прочие соединители для полипропилена
Именно поэтому полипропиленовые соединения не рекомендуется использовать для отопления, где рабочий процесс осуществляется в температуре более 120 градусов. Если нет других вариантов, то используйте армированные материалы, которые более прочны к высоким температурам.
Правила пайки:
- Специалисты отмечают, что соединяя фитинги и полипропиленовые коммуникации в домашних условиях, нужно использовать температуру 95 градусов, при этом трубы, армированные стекловолокном, могут быть сварены при 100–120 градусах;
- При работе с диаметром до 63 мм (наиболее часто встречаются в системах холодного водоснабжения), нужно использовать электромуфтовую сварку;
- Строго придерживайтесь отведенного времени воздействия. Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
- Продолжительность и температура паяльного процесса выбирается исходя из диаметра и толщины стенок пластика.
Правильно подобрать нужную температур, при которой можно паять полипропилен, поможет специальная таблица:
| Диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Нагрев, с | 5 | 7 | 11 | 24 | 39 |
| Пауза, с | 4 | 4 | 4 | 6 | 6 |
| Охлаждение, с | 120 | 120 | 240 | 360 | 360 |
Эти показатели являются приблизительными и могут изменяться в зависимости от типа материала и рабочего инструмента. В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
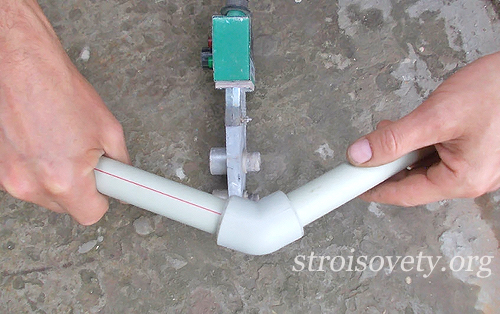
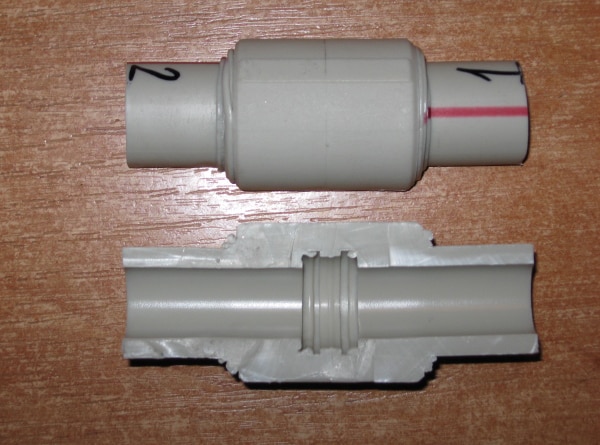 Фото – правильное соединение
Фото – правильное соединение
Видео: как паять своими руками полипропиленовые трубы
Температура и время пайки полипропиленовых труб
Полипропиленовые трубы в своё время произвели революцию в монтаже водопроводных, а теперь уже и отопительных систем. Это лёгкий и удобный материал, который относительно несложно монтировать. Бытует даже мнение, что с монтажом этих изделий справится любой человек чуть ли не с помощью обыкновенного паяльника. На самом деле это не так. Пайка этих труб имеет ряд особенностей. Да и сами они неоднородны по диаметру и составу. А паяльник там применяется, но это несколько другой инструмент. В этом материале поговорим о двух важнейших составляющих: температуре и времени пайки полипропиленовых труб.
Подготовительные работы
Перед монтажом водопровода из пластика, нужно подготовить инструменты, расходные материалы:
- сварочный аппарат для полипропилена;
- ножницы для пластика;
- муфты, запорную арматуру, трубки;
- измерительный, разметочный инструмент.
Помимо этого, необходимо нарисовать чертеж расположения труб, места подключения радиаторов, смесителей, бытовых приборов. Существует два варианта разводки трубок:
- Коллекторная — изготовление отдельного контура, один конец которого подключается к центральному стояку, а на втором устанавливается запорный кран. После запорной арматуры крепится тройник, от которого начинается разводка труб к разным бытовым приборам, точкам слива воды.
- Тройниковая — на центральной трубе устанавливается тройник, от которого монтируется одноконтурный трубопровод, с последовательным подключением бытовых приборов, смесителей.
Температура плавления полипропилена, влияет на процесс спайки. Если температурный режим будет нарушен, соединение будет некачественным.
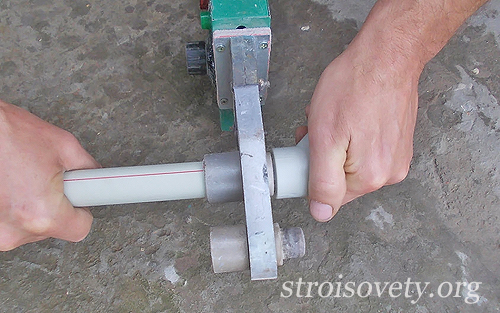
Пайка без паяльника
Перед началом рабочего процесса необходимо подготовить место соединения. Нужный участок трубопровода обрезается и зачищается. Удобнее всего для этого использовать абразивную бумагу или наждачку средней жесткости. После срез затирается спиртом для обезжиривания и оставляется на пару минут для просыхания.
Очень важно соблюдать ровность среза. Угол должен быть либо 90 градусов, либо 45 в зависимости от типа пайки (в муфте или паяльником)
Рассмотрим оба варианта.
Пошаговая инструкция, как паять канализационные полипропиленовые трубы диаметром до 63 без паяльника (муфтой):
-
Участки трубы обрезаются под острым углом 40 градусов, обрабатываются и центрируются в муфте. Это очень ответственный процесс, если неправильно установить коммуникации, то запаять их будет очень сложно;
- Когда труба установлена, на один её конец надевается фитинг который будет служить соединяющим элементом, а в него продевается второй отрезок. На полученное соединение надевается электромуфта с мощностью 1800 Вт;
- Внимательно изучите параметры нагревающего устройства, чтобы не передержать соединение. В противном случае, как мы говорили выше, придется снова обрезать трубу, что не всегда возможно;
- После нагрева аккуратно отключите муфту. Используя разжимные приспособления, снимите её с трубы и поставьте полипропиленовую коммуникацию на охлаждение. Во время остуживания молекулы пластика снова принимают твердую форму, так завершается процесс диффузии – соединения.
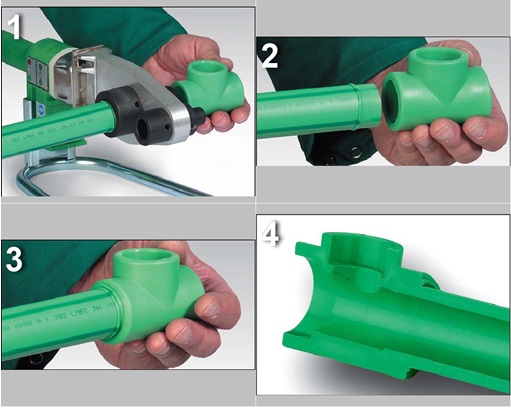
Как паять полипропиленовые трубы правильно: тонкости и нюансы
Ну что, готовы? Будем паять? Тогда оснащаем паяльник необходимыми насадками (как правило, их можно установить сразу несколько), включаем его в розетку, устанавливаем нужный режим (обычно температура пайки полипропиленовых труб, в зависимости от их диаметра и погодных условий за бортом, составляет от 250 до 300˚С) и ожидаем пока он нагреется, о чем просигнализирует зеленая лампочка термостата. Следует подождать еще несколько минут, так как насадки прогреваются немного дольше, чем само жало паяльника.
Как паять полипропиленовые трубы своими руками
Чтобы процесс пайки можно было проводить без сторонней помощи, ручку паяльника прижимаем к полу ногой, а в руки берем трубу и необходимый переходник, которые с силой вдавливаем в насадку с двух сторон одновременно. Когда труба и переходник полностью погрузятся в тело насадки, отсчитываем 5сек. и вынимаем трубы с паяльника.
Как только труба и соединитель были сняты с паяльника, их сразу же необходимо состыковать вместе и удерживать с усилием до тех пор, пока полипропилен затвердеет. Как правило, время пайки полипропиленовых труб, в зависимости от их диаметра, варьируется в пределах 10-15сек.
Время пайки полипропиленовых труб
Точно такое же пагубное влияние на герметичность паяного соединения оказывает наличие влаги и грязи в районе стыка. Грязь необходимо тщательно очистить, а воду удалить сухой тряпкой – пары воды при нагревании пробивают небольшие поры, в результате чего стык дает течь. Очень часто с такой ситуацией приходится сталкиваться при ремонте уже спаянных водопроводных труб – в них стоит вода и не дает никакой возможности качественно соединить трубы. Решение этой проблемы только одно – в трубу напихивается хлебный мякиш, который не пропускает воду и дает необходимую минуту для пайки стыка. Впоследствии, когда будет включена подача воды, мякиш растворяется и выходит через один из смесителей.
Ну и последний важный нюанс – это порезка и зачистка труб. С зачисткой все более или менее просто – ее конструкция не позволяет снять верхний слой трубы больше, чем необходимо, а вот ножницами нужно будет правильно научиться пользоваться. Для качественного стыка понадобится ровный срез. Как правило, большинство дешевых ножниц для труб делают кривой срез. Это не очень хорошо, и при больших температурах может привести к порывам.

Как правильно паять полипропиленовые трубы своими руками – резка труб
Резать трубу необходимо круговыми движениями – сначала небольшим нажимом на рукояти ножниц врезаемся в тело трубы, а потом проворачиваем их вокруг нее и дорезаем до конца. Только так пайка полипропиленовых труб своими руками будет качественной, надежной и долговечной.
Автор статьи Александр Куликов
Технология сборки
Разные типы соединений производятся по разным схемам.
Как произвести сварку пластиковых труб
Для сварки труб потребуется подготовить:
- сварочный аппарат с комплектом насадок разного диаметра. Приобретать аппарат не обязательно, так как его можно получить в аренду в строительном магазине;
- труборез;
- измерительные инструменты;

Набор инструментов для сварки
соединительные фитинги, подбор которых производится в соответствии со схемой трубопровода.

Фитинги для сварки пластиковых труб
Инструкция по сборке методом сварки:
- труба нарезается в соответствии с размерами, заданными схемой трубопровода;
- разогревается до рабочей температуры (устанавливается автоматически) сварочный аппарат;
- места соединения труб и фитингов очищаются от пыли, грязи и влаги;
При сварке армированных труб с места соединения производится удаление армировочного слоя.

Подготовка к выполнению сварки
- далее производится нагрев трубы и соединительного фитинга. Время нагрева зависит от таких параметров, как диаметр соединяемых труб и глубина сварного шва;

Основные параметры выполнения прочного стыка методом сварки
разогретые детали соединяются между собой
При этом важно не допустить отклонений от центра. Деформированные соединения являются наиболее уязвимыми местами и не отличаются высокой прочностью;
соединенные детали удерживаются в одном положении до полного остывания (время остывания указано в таблице выше).
Пошаговое выполнение работ по сварке труб
Как произвести сварку труб, смотрите на видео.
Как установить компрессионный фитинг
Для монтажа компрессионного фитинга потребуются:
- инструменты для разметки труб;
- труборез;
- калибратор и фаскосниматель.
Работа по установке фитинга выполняется в следующей последовательности:
- трубы нарезаются в соответствии со схемой;
Важно сделать срез ровно под углом в 90º. Это позволит достичь прочности соединения.
- концы труб калибруются и обрабатываются фаскоснимателем;
- на трубу надеваются фиксирующая гайка и компрессионное кольцо;
- в трубу вставляется цанга фитинга, оснащенная резиновыми уплотнительными прокладками;
- на цангу надевается компрессионное кольцо и все вместе фиксируется соединяющей гайкой. Закручивание гайки не должно производиться с использованием каких-либо приспособлений (ключей), так как это может повредить уплотнителям и снизить прочность соединения.
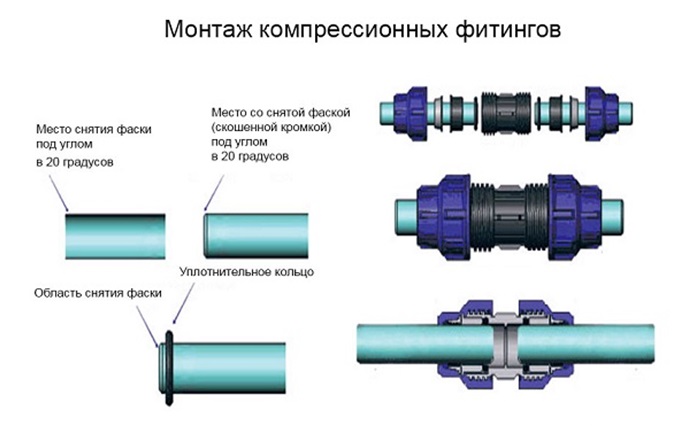
Технология установки компрессионного фитинга
Таким образом, монтаж пластиковых труб можно выполнить различными способами самостоятельно. Какой способ выбрать – зависит от вида труб и приоритетов собственника трубопроводной системы.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
|
Трубный диаметр, мм |
Время сваривания, с | Время нагревания, с | Время для охлаждения, с |
Температурный диапазон, С |
|
20 |
4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 |
259-280 |
|
32 |
4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 |
259-280 |
|
50 |
5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 |
от 259 до 280 |
|
75 |
6 | 30 | 390 |
от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
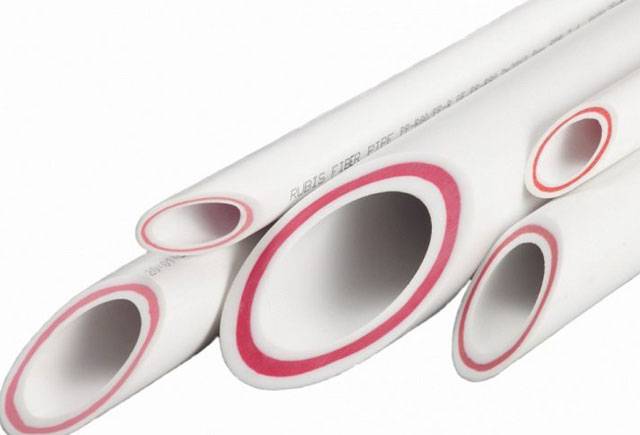
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Армирование
Метод пайки полипропиленовых труб будет зависеть от типа армирования или его отсутствия:
- При армировании стекловолокном способ пайки труб будет таким же, как и в случае пайки трубы без армирования.
- Если у трубы присутствует армирование слоем алюминия, то перед процессом пайки трубы понадобится зачистить при помощи специального шейвера (детальнее: «Нужна ли зачистка для полипропиленовых труб и как её сделать при необходимости»).

Трубы, у которых армирующий слой расположен между двумя слоями полипропилена, зачищают торцевателем. В таком инструменте узкий нож располагается со стороны торца.
Тепловое удлинение
В процессе нагрева полипропилен значительно увеличивает свои линейные размеры. Трубы в системе из такого материала на больших прямых отрезках начинают волнообразно провисать. Если толстый отопительный стояк из ПП установлен между перекрытиями и ограничен толстыми соединительными фитингами, то образующиеся напряжения могут стать причинами появления больших неприятностей.

В подобных ситуациях начинающий мастер может испытать осложнения с пайкой труб из полипропилена.
Профессиональные же мастера могут воспользоваться одним из нескольких решений:
- Как вариант, вместо ПП труб можно взять армированную разновидность. У армированного полипропилена коэффициент теплового удлинения в 5 раз меньше. Кроме того, такие трубы могут функционировать в условиях более высокого давления.
- Прибегнуть к использованию компенсаторов. Они представляют собой П-образные изгибы ровного отрезка трубы. Благодаря своей эластичности, полипропилен удлиняется, и остается при этом ровным ввиду того, что ножки у П-образного компенсатора немного сближаются.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не
стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не
рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Полипропилен липнет к насадкам — что делать? Первым делом нужно проверить реальную температуру на паяльнике — вполне возможно, что она не соответствует
температуре на термостате. Чаще всего расплавленный пластик начинает прилипать на поцарапанные насадки, поэтому их не следует чистить металлическими предметами. Насадку
можно почистить плотной бумагой или картоном, но обычно это не дает долгого эффекта. Если насадка начала активно загрязняться, то самым разумным выходом будет
приобретение новой.
Тем не менее, временно выйти из положения при слишком «липкой» насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы
и фитинга с насадки их нужно немного прокрутить.
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа — то следует использовать обводы или
комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб — это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором
усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту «кочергу» руками.
Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие
не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного
поворота, соединение не будет в одной плоскости.
Второй способ — нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться
более, чем на 5°.
Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть
воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся
давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко
выскакивает при подаче давления.
Совет: если во время сварки было слышно шипение воды на насадке — узел лучше вырезать и переделать! Уж лучше потратить лишнее время при монтаже, чем исправлять и устранять
течь в будущем, с кучей вылезших проблем!
На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш.
Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.
Оцените публикацию:
- Currently 3.79
Оценка: 3.8 (24 голосов)
Общая информация
Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Заключение
Процесс сварки полипропиленовых труб предусматривает множество нюансов, среди которых одним из главных является правильный выбор температуры нагрева свариваемых элементов. Необходимо помнить, что продолжительность нагрева может не только повлиять на качество соединения, но и изменить внешний вид самой инженерной системы
По этой причине важно уделить внимание всем особенностям, которые должны быть учтены при проведении пайки элементов трубопровода
Причем выбранная температура зависит не только от размеров свариваемых элементов, но и от условий, в которых будут выполняться работы по пайке изделий. Пренебрежение одним и тем более несколькими нюансами может негативно повлиять на работы всей системы. Причем в некоторых случаях это может даже привести к появлению аварийных ситуаций.
https://youtube.com/watch?v=Jytd2grNuN0
Вывод
Полипропилен (общее обозначение – РР) на сегодня являются наиболее распространённым материалом для изготовления водопроводных труб. Такая «популярность» обусловлена целым рядом факторов:
- Низкая себестоимость, что позволяет значительно сэкономить при обустройстве водопровода.
- Простота пайки, дающая возможность самостоятельно совершить монтаж.
- Большая продолжительность службы, достигающая свыше 50 лет.
Но основным свойством полипропилена, отличающим его многих других полимеров, является отличная термопластичность. То есть, данный материал при нагревании способен легко переходить в мягкое состояние, а при остывании – вновь затвердевать. Благодаря этому и достигается та простота сборки водопроводных систем из РР-труб: торцы деталей просто нагреваются, и соединяются между собой при помощи специальных муфт, либо прямой стыковкой.