Чем и как ровно и точно рассверлить отверстие в металле
Содержание:
- Рассверловка — отверстие
- Методы сверления каленой стали
- Технология сверления
- Общие сведения
- СЛЕСАРНЫЕ РАБОТЫ
- Сверление отверстий по разметке и рассверливание
- Как сверлить шуруповертом?
- Как сделать отверстие большой глубины
- Виды отверстий в металле и как их сделать
- Чем сверлить закаленную сталь? — Станки, сварка, металлообработка
Рассверловка — отверстие
|
Ремонт шпильки крепления деталей гидравлической части насоса. 7 -двое. 2-шпилька. 5 — втулка. 4 — шайба стосореы. 5-гайка. |
Рассверловка отверстий, нарезание резьбы, изготовление шпилек и штифтов проводятся в соответствии с требованиями документации на насос. В целях исключения самопроизвольного отвинчивания шпилек при эксплуатации насосов первых поколений ( ЦВН-7) в зоне установки гаек на резьбовой поверхности выполняют два продольных паза ( рис. 5.49) и изготовляют специальную стопорную шайбу. Стопорная шайба позволяет законтрить шпильку и гайку от проворота относительно покрывного диска.
Рассверловку отверстия производят нормально спиральными сверлами, а в тех случаях, когда запас на рассверловку очень мал и сверло заедает, применяют конические котельные развертки ( рейберы) с круто расположенными спиральными режущими кромками.
Перед рассверловкой отверстий они должны быть проверены калибром диаметром на 3 мм меньше, чем диаметр заклепки или монтажного болта. Если 50 % отверстий не пропускает такой калибр, следует проверить возможность перехода на больший диаметр заклепки или болта. В случае невозможности перехода стыковая накладка бракуется.
Сверловку и рассверловку отверстий производят сверлильными станками, ручными пневматическими или электрическими сверлильными машинами и в исключительных случаях-трещотками.
Сверловку и рассверловку отверстий производят сверлильными станками, ручными пневматическими или электрическими сверлильными машинами и в исключительных случаях — трещотками.
Трещины удаляются рассверловкой отверстий. Разрешается выборка трещин шлифовальным кругом. Огневая выборка дефектов не допускается. При выборке трещин следует избегать резких переходов — концентраторов напряжений. Полнота удаления трещин проверяется магнитопорошковой дефектоскопией или травлением места выборки 10 — 20 % — ным раствором азотной кислоты.
|
Универсальный калибр для эмалирования прямоугольной проволоки. |
После этого производится рассверловка отверстий. Полученное отверстие подвергается дополнительной шлифовке с помощью стальной ( швейной) иглы, обильно смазываемой пастой.
 |
Фаска предохраняет резьбу от забивания и уменьшает возможность выпучивания.| Глухое резьбовое отверстие. Начало полного профиля резьбы смещено от дна отверстия на 1г ( длину приемного конуса метчика.| Резьбовая втулка в пластмассовой детали. Глубина ввертывания винта или шпильки берется меньше длины втулки из-за возможного затекания пластмассы в резьбовое отверстие при прессовании.| Глухое резьбовое отверстие выполнено в относительно тонкой детали. Нецелесообразно, так как нарезание глухих резьбовых отверстий требует больше времени и поэтому должны применяться только при относительно большой толщине детали или при необходимости герметичности. |
На рис. 8 рассверловка отверстия позволяет вести сквозную нарезку.
Прежде чем приступить к рассверловке отверстий в смонтированном стыке, необходимо осмотреть стык, затянуть все болты, чтобы было плотное прилегание соединяемых тел, и установить получающуюся черноту дыр.
В качестве режущего инструмента при рассверловке отверстий следует применять развертки или райбера, а не сверла. Рассверливание отверстий развертками дает более правильную форму отверстия, развертки значительно меньше ломаются и дольше служат.
Обнаруженные в эксплуатации трещины удаляют рассверловкой отверстий. Разрешается выборка трещин шлифовальным кругом.
|
Изменение интегральной скорости VI в зависимости от степени крутки в горелках. |
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
https://www.youtube.com/watch?v=RQ_2tER-FZI
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Еще один метод ослабления твердости каленого металла в зоне получения канала основан на прогреве этой зоны до высоких температур. Наилучшим образом с этим справляется сварочный аппарат. В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался. Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Технология сверления
Засверливать отверстия под рассматриваемые крепежные винты следует в точном соответствии с правилами и строго по инструкции.
Подготовить детали из древесины, очистить их поверхность от грязи и стружки.
Выполнить предварительную разметку участка сверления.
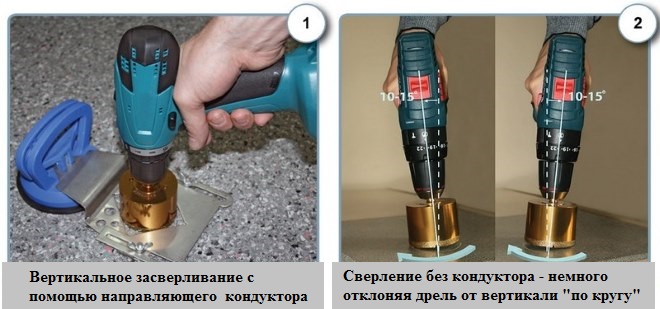
Одно из наиболее принципиальных условий – отверстия требуется сверлить строго под углом девяносто градусов
Особенно это важно для отверстий, что создаются в поперечных гранях ДСП. Сейчас часто применяются панели из ламинированного ДСП 16 мм толщиной
В этом случае при каком-либо отклонении от вертикали есть возможность попросту поцарапать или вовсе сломать заготовку. Чтобы не допустить подобного, на практике используют шаблон, посредством которого режущий инструмент будет стабильно входить в изделие под названным углом.
Проверить, подходит ли подобранное сверло под применяемый типоразмер евростяжки.
Выполнить высверливание под евровинт.

В пласт детали
Выполните разметку (0,8 см от кромки и 5–11 см вдоль изделия), после этого в отмеченной точке посредством шила проделайте выемку, это нужно, чтобы режущий инструментарий не «гулял» в первые секунды высверливания.
Перед засверливанием надо сделать подкладку под деталь из обрезка ненужного ЛДСП. Это даст возможность не допустить возникновения сколов на выходе проделываемого отверстия.


Когда изделие будет просверлено насквозь, замените подложенный кусок древесно-стружечной плиты и подставьте вместо него что-нибудь повыше, чтобы заготовка оказалась на весу, и продолжайте работу.

В торце
Как и во всех вышеописанных случаях, главный принцип здесь – сверло необходимо располагать строго под прямым углом относительно заготовки. Значительно сложнее все, если требуется просверлить торец заготовки
Выполнять работу необходимо очень осторожно, иначе сверло может «ускользнуть» в сторону и тем самым подпортить изделие
При работе с торцом элемента из ДСП нужно извлекать режущий инструмент, чтобы оно не засорялось стружкой.

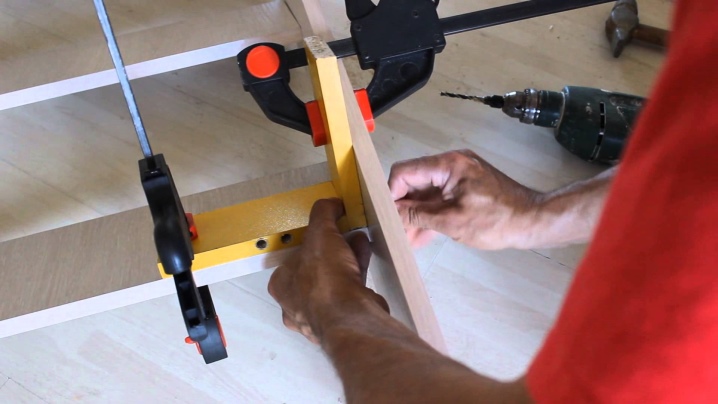
В двух одновременно
Этот способ является особенно точным, при этом он и наиболее быстрый. Однако чтобы просверлить отверстие в нескольких элементах одновременно, перед работой их требуется надежно закрепить, для чего можно использовать специализированные струбцины, зажимы и иные устройства.
Общие сведения
Важно понимать, какие именно инструменты потребуются для того или иного типа работ, чтобы отверстия были требуемого диаметра и в строго отмеченном месте, а также какие меры по безопасной работе помогут избегать травм
Сверла, инструменты и приспособления
Главными инструментами для просверливания будут электрические и ручные дрели, а еще возможно и сверлильные станки. Рабочим органом таких инструментов является сверло, которое бывают разных форм.
Производство сверл разных видов нормируется по множеству ГОСТов. Сверла с диаметром до 0.2 см не имеют маркировки, до 0.3 см – на хвостовике есть сечение и даже марка стали, а большие диаметры могут содержать дополнительную информацию. Для того, чтобы получать отверстия определенного диаметра, потребуется взять сверло на пару десятых миллиметров меньше, и чем лучше оно будет заточено, тем меньше получится разница.
Кстати, сверла отличаются не только по диаметру, но еще и по длине – есть короткие, длинные и удлиненные
Важной информацией будет и предельная твердость материала, который вы планируете обрабатывать. Хвостовик сверл бывает цилиндрическим и коническим, и это обязательно следует иметь в виду при выборе сверлильного патрона или даже переходной втулки
Для определенных типов работ и материал может потребоваться выполнение особой заточки. Чем тверже будет металл обработки, тем острее должна быть заточена кромка. Для тонких листов металла обычное спиральное сверло может попросту не подойти, и тут потребуется инструмент с особой заточкой. Подробные рекомендации для разных видов сверл и металлов обработки (твердость, толщина и разновидность отверстия) достаточно обширные, поэтому рассматривать их в этой статье мы не будем.
Перед креплением деталей до сверления следует использовать тиски, кондукторы, упоры, уголки, прихваты с болтами и прочие приспособления. Это не просто требования по ТБ, так действительно удобнее, и тогда получаются более качественные отверстия. Для снятия фаски и обработки поверхности канала следует применять зенковку цилиндрической или конической формы, а для наметки точки для сверления и чтобы оно не соскакивало, нужен кернер и молоток.
Полезный совет! Лучшими сверлами даже сейчас считают те, что были выпущены при ССР – тогда было точное следование геометрии и составу металла. Еще хорошими являются немецкие «Руко» с напылением из титана, а также сверла от ВОSСН, потому что это проверенное качество. Прекрасные отзывы получили приборы от Хейсер – они мощные и обычно с большим диаметром
Прекрасно смогли себя показать сверла от фирмы «Зубр», и отдельное внимание стоит уделить серии производителя «Кобальт»
Режимы работы
Наверняка вам интересно, как расширить при необходимости отверстие в металле без сверления, но это мы рассмотрим чуть позже
А сейчас поговорим о том, насколько важно правильно закрепить и направить сверло, а еще выбрать режим резки. При создании отверстий в металле путем сверления важным фактором будет число оборотов сверла, а также усилие на подачу, которое прилагается к сверлу, направленное по оси, и обеспечивает углубление сверла при одном обороте
Во время проведения работ с разными металлами и сверлами стоит применять разные режимы резки, и при этом чем тверже обрабатываемый металл, а также чем больше диаметр сверла, тем меньше будет рекомендуемая скорость резки. Показателем правильного режима будет длинная и красивая стружка.
СЛЕСАРНЫЕ РАБОТЫ
Сверление отверстий по разметке и рассверливание
Сверление по разметке выполняется в два приема — пробное (предварительное) сверление, при котором засверливают небольшое углубление для контроля правильности положения сверла, и окончательное сверление после проверки правильности расположения сверла по центру намеченного отверстия.
Для получения отверстий диаметром более 20 мм предварительно сверлят отверстия сверлом меньшего диаметра, а затем рассверливают его под размер сверлом большего диаметра. В этом случае точность сверления значительно больше, а шероховатость поверхности ниже, чем при сверлении одним сверлом.
Диаметр сверла для предварительного сверления должен быть больше длины перемычки сверла, которым будет просверлено заданное отверстие. Сверление производят в следующем порядке.
Размечают и накернивают центр, из которого затем циркулем проводят окружность заданного диаметра; устанавливают сверло в шпиндель станка, пускают станок и проверяют положение сверла на биение, устанавливают и закрепляют деталь на столе станка (в тисках, на угольнике с помощью планок или другим способом). Деталь устанавливают так, чтобы верхняя поверхность с нанесенной разметкой отверстия была горизонтальной, иначе при незначительном перекосе сверло «уведет» в сторону.
Станок настраивают на выбранную частоту вращения шпинделя, выбранную подачу и включают двигатель.
Рассмотрим прием пробного сверления. К месту обработки подводят смазочно-охлаждающую жидкость.
Ручной подачей сверло подводят к детали и осторожно просверливают отверстие на глубину, равную примерно 1/4 диаметра сверла. Затем, подняв сверло, проверяют положение полученной окружности относительно размеченной круговой риски
В случае эксцентрического расположения отверстия по отношению к разметке, его необходимо выправить. Для этого крейцмейселем с полукруглой режущей кромкой прорубают канавку в сторону, противоположную смещению сверла (рис. 155), измерительной линейкой и разметочным циркулем в прорубленной канавке размечают центр отверстия с последующим засверливанием отверстия.
Рис. 155. Выправление неправильно засверленного отверстия:
1 — контрольная риска; 2 — контур размеченного отверстия; 3 — неправильно засверленное отверстие; 4 — канавки, надрубленные крейнмейселем
Рис. 156. Сверление отверстия по разметке
Окончательное сверление производят после определения правильного расположения отверстия (рис. 156).
При работе с механической подачей начинать сверление следует только с ручной подачи. Механическую подачу надо включать, когда сверло начнет снимать стружку. Если сверлят сквозное отверстие, то при выходе сверла необходимо выключить механическую подачу и перейти на ручную, нажимая на сверло с небольшим усилием.
Для обеспечения точности рассверливание отверстий производят с одной установки (рис. 157). Для этого из шпинделя станка вынимают сверло меньшего диаметра и вставляют сверло, диаметр которого соответствует диаметру рассверливаемого отверстия. Затем ручной подачей плавно подводят сверло к отверстию по центру и производят рассверливание.
Рис. 157. Рассверливание отверстия
Рассмотрим порядок проверки качества сверления и рассверливания.
Диаметр отверстия проверяют калибром-пробкой и штангенциркулем, глубину сверления глухих отверстий — глубиномером штангенциркуля, межосевые размеры между отверстиями — штангенциркулем.
Как сверлить шуруповертом?
Сверлить металлические заготовки можно не только с помощью промышленного оборудования или электродрели, но и используя аккумуляторный шуруповерт. Этот электроинструмент обладает малой мощностью. Из-за этого он подойдёт для сверления дыр небольшого диаметра и глубины.
Сверление выполняется с помощью промышленного оборудования и электроинструментов
Важно правильно выбирать оснастку, и учитывать глубину, диаметр отверстия. Чтобы оснастка служила дольше, следует использовать охлаждающую жидкость
Сверлить нужно перпендикулярно, чтобы избежать порчи заготовки, инструмента.
Как сделать отверстие большой глубины
Подобные операции выполняются для получения отверстий, глубина которых в 10 и более раз превышает диаметр. Проблемы при глубоком сверлении заключаются в следующем:
- При увеличении длины режущей части соответственно растут напряжения изгиба, в то время, как жёсткость длинного сверла по металлу снижается.
- Затрудняется удаление стружки, которая может заклинить инструмент в глубоком отверстии.
- Биение сверла приводит к несоосности получаемого отверстия.
Поскольку обычное сверление глубоких отверстий сопряжено со значительными усилиями резания, то на практике используют метод кольцевого сверления, подобный тому, как действует корончатый инструмент. В результате операции по оси металлической заготовки образуется цилиндрический стержень, для удаления которого используется механическая или электрофизическая отрезка.
Наиболее рациональная технология глубокого просверливания:
- Вначале получают центровочное отверстие диаметром до 3-4 мм.
- Для эффективного глубокого воздействия основной инструмент периодически перемещают вверх, для того, чтобы облегчить удаление стружки и охладить оснастку.
- Для принудительного удаления стружки из полости можно использовать подачу смазочно-охлаждающей жидкости. Эффективно применение пневмосдувателей (если вблизи имеется источник сжатого воздуха).
- При необходимости проводить глубокую обработку сплошных полостей используют полые перьевые сверла, внутри которых имеется кольцевое отверстие. Их может быть несколько, если диаметр получаемого отверстия превышает 100 мм.
https://youtube.com/watch?v=sGOgpU7Upqs
Пробивка отверстий прессом ПРГО-60А
Способ применяется для получения отверстий в листовых заготовках, толщина которых не превышает 3-4 мм. В качестве оснастки применяется компактный гидравлический инструмент, например, пресс ПРГО-60А Калужского электротехнического завода. Конструкция пресса адаптирована под получение отверстий определенных диаметров, которые чаще всего используются в электротехнических сборках. Однако подобное оборудование с успехом может использоваться также в строительстве и быту.
Пресс ПРГО-60А состоит из:
- Ручного плунжерного насоса.
- Накачивающей рукоятки.
- Рабочей головки.
- Центрирующей резьбовой шпильки.
- Сменного комплекта инструментальных головок, представляющих собой сопряженную пару «пуансон-матрица».
Все элементы размещаются в алюминиевом корпусе, который имеет три различных исполнения: прямое (основное), под углом, и с вращающейся шаровой головкой.
При использовании данного оборудования требуется предварительно сделать в металле отверстие диаметром 4 мм, в которое вставляется шпилька (основная часть пресса при этом располагается с противоположной стороны листа). В шпильке закрепляется головка, после чего при помощи рукоятки в полость насоса нагнетается рабочая жидкость. К пуансону прикладывается давление, достаточное для среза металла по линии контакта с матрицей. После отделения отхода выполняется еще 1-2 качания, чтобы удалить отход из матрицы. Головка снимается со шпильки, а пресс удаляется из пробитого отверстия.
Технические характеристики пресса ПРГО-60А:
- Количество инструментальных головок – 8 (на 16,2; 18,6; 20,5; 22,5; 28,3; 37,0 и 47,0 мм);
- Наибольшая толщина стального листа – 3 мм (для алюминия допускается 4 мм);
- Наибольшее усилие пробивки – 100 кН;
- Масса пресса в комплекте — 2 кг.
Инструментальные головки совместимы с аналогичными приспособлениями (например, МНПО-MG, МНПО-PG, МПО).
https://youtube.com/watch?v=ALdva_pcxDk
Виды отверстий в металле и как их сделать
Отверстия для резьбы требуют определения диаметров с допусками, которые установлены в ГОСТ 16093-2004.
Сквозные
Отверстия сквозного типа начинают пронизывать заготовку в полной мере и создают внутри нее проход. Особенностью процесса будет защита поверхности столешницы или верстака от выхода сверла за пределы заготовки, а это может повредить и само сверло, а снабдить заготовку таким «добром», как заусенец. Чтобы такого не было, потребуется придерживаться следующих способов:
- Применяйте в работе верстак с отверстием.
- Подкладывайте под деталь прокладку, сделанную из древесины или особый «сендвич», то есть дерево-металл-дерево.
- Подкладывайте под деталь брусок из металла с отверстием для свободного входа сверла.
- Уменьшайте скорость подачи на последнем этапе.
Кстати, последний метод обязательно нужен, если вы высверливаете отверстия «по месту», чтобы не повредить детали или поверхности, которые близко расположены. Отверстия в тоненьких листах металла следует вырезать перьевыми сверлами, потому что спиральные сверла могут повредить края заготовки.
Глухие
Такие отверстия будут сделаны на определенной глубине, а также не будут пронизывать заготовку насквозь. Следует отмерить глубину, и это можно выполнить одним из двух способов на выбор:
- Ограничивать длину сверла посредством втулочного упора.
- Ограничивать длину сверла посредством патрона, которая оснащен регулируемым упором.
- С использованием линейки, которая закреплена на стенке.
- Комбинирование нескольких способов сразу.
Не все, но некоторые станки снабжены системой автоматической подачи на определенную глубину, а после механизм просто останавливается. При сверлении может потребоваться пару раз оставить работу, чтобы удалось убрать стружку.
Сложные формы
Сделать отверстие в металле не так уж и сложно, но если речь идет о сложных формах – придется постараться. Те отверстия, которая расположены на краю заготовки (то есть половинчатые) можно сделать, если соединять гранями и зажимая тисками обе заготовки или прокладку и заготовку, а после просверливая полное отверстие. Прокладка обязательно должна быть выполнена из того материала, что и заготовка, которая подвергается обработке, потому что в противном случае сверло начнет уходить в сторону минимального сопротивления. Сквозное отверстие в уголке (то есть в профильном металлическом прокате) делают, зафиксировав заготовку в дисках с использованием деревянной подкладки.
Куда сложнее будет сделать сверление заготовки цилиндрической формы по касательной. Такой процесс будет разделен на две основные операции – подготовка перпендикулярной направляющей к отверстию площадки (зенковка или фрезеровка), а после непосредственно сверление. Создание отверстий в поверхностях, которые размещены под углом, тоже начинают с подготовки площадки, а после вставляют деревянную подкладку между плоскостями, создают треугольник и делают отверстие сквозь угол. Полые детали следует сверлить таким образом, чтобы полость была заполнена пробкой из древесины.
Рассмотрим еще один способ.
Большой диаметр и кольцевое высверливание
Получение отверстия с большим диаметром в массивной по размеру заготовке и толщиной до 0.6 см будет затратным и трудоемким делом. Относительно небольшой диаметр – до 3 см (максимум 4 см), можно получать при помощи конусных, а в идеале ступенчато-конусных сверл. Для отверстий с большим диаметром (до 10 см) потребуются полые биметаллические коронки или даже коронки с твердыми сплавными зубчиками и центровочным сверлом. При этом обычно мастера рекомендуют германский ВОSСН, и особенно для твердого металла, к примеру, для стали.
Такой кольцевой способ высверливания будет менее энергозатратным, но при этом может быть дороже в финансовом плане. Кроме сверл очень важна мощность электрической дрели, а также должна быть возможность работать на низких оборотах. При этом чем толще обрабатываемый материал, тем сильнее будет хотеться делать отверстие на станке, а при большом числе отверстий в листе с толщиной больше 1.2 см стоит сразу же найти такую возможность. В заготовке из тонкого листа отверстие большого диаметра получают при помощи узкозубых коронок/фрез, которые закреплены на угловой шлифовальной машинке, но в последнем случая края оставляют желать лучшего.
Чем сверлить закаленную сталь? — Станки, сварка, металлообработка

Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Как просверлить каленую сталь
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.