Как правильно заточить сверло по металлу: угол заточки, приспособления
Содержание:
- Охлаждающие и смазочные материалы
- Что это такое и для чего нужно?
- Ступенчатое сверло – как пользоваться?
- Как выбрать ступенчатое сверло?
- Необходимые инструменты
- Сверло многоступенчатое по металлу – преимущества и недостатки
- Самостоятельная заточка
- Рекомендуемые углы заточки
- Ступенчатое сверло по металлу
- 3
- Технология
- Как сделать устройство для заточки?
Охлаждающие и смазочные материалы
Смазка области, которую нужно просверлить в нержавейке, является основным условием успешного получения отверстия. Самый простой и доступный способ – приобрести машинное масло и серу коллоидную (за альтернативу можно взять серу для окуривания). Крупные куски серы измельчают до состояния порошка и смешивают с маслом. Подачу раствора в область обработки нужно осуществлять постоянно – неправильным подходом будет окунать периодически режущие кромки сверла в смазку.
Для сверления отверстий в нержавейке существуют более эффективные смазочные растворы, которые можно приготовить в домашних условиях. Это касается, например, раствора на базе серы и жирных кислот. Способ приготовления:
- Хозяйственное мыло измельчают путем натирания на средней терке.
- Полученный материал растворяют в емкости с горячей водой до состояния насыщенного мыльного состава.
- Берут техническую соляную кислоту и медленно выливают в ту же емкость. В результате химической реакции жирные кислоты будут подниматься в верхние слои раствора.
- После окончания процесса наливают холодную воду, чтобы жирные кислоты затвердели, потом их механически отделяют от общей массы.
- Серу и смазку смешивают в пропорции 1:6.

Что это такое и для чего нужно?
Сегодня рынок инструментов представлен большим выбором сверл от различных производителей. Вне зависимости от вида изделия предназначены для выполнения разнообразных операций по обработке металла. Преимущество ступенчатого сверла заключается в особенности его конструкции. Улучшенная прочность режущих кромок позволяет добиться длительного срока службы изделия и снижает необходимость проведения регулярного ремонта.
Конусное ступенчатое сверло – наиболее востребованный и универсальный инструмент. С его помощью обрабатывают стальные листы толщиной в 5-6 мм с целью получения надежных отверстий.
Также инструмент можно применять для работы со следующими материалами:
- пластик;
- гипсокартон;
- дерево.
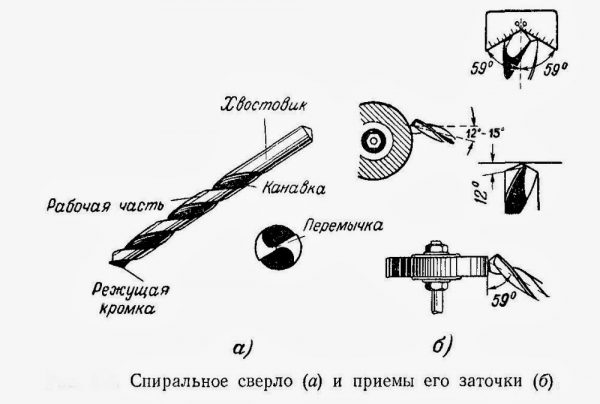
Двухступенчатое сверло представляет собой специфическую насадку, используемую в различных станках. Конструкция сверла содержит рабочую часть, обеспечивающую вращение сверла, и хвостовик, имеющий форму цилиндра или шестигранника.
Рабочая область конструкции делится на 3 части:
- наконечник небольшой толщины, необходимый для организации предварительного засверливания;
- скошенные переходы, предусмотренные между ступенями (такое устройство позволяет избавиться от заусениц);
- режущий край: с его помощью происходит создание отверстий.
Хвостовик сверла может иметь разную форму. Она определяется в зависимости от области, в которой планируется использовать инструмент. Также к данной категории относят многоступенчатые сверла.
Основу формы сверла составляет конус. С его помощью получается обработать материал посредством достижения высоких скоростей, по технологии «елочка». При этом качество полученной кромки отверстия будет высоким даже в случае сверления тонкой листовой стали.
Сверла оборудованы острым наконечником, что предотвращает необходимость применения дополнительного инструментария. С помощью подобных агрегатов удается облегчить выполнение работы по обработке металла или других материалов. Приспособление используют в следующих сферах:
- строительство;
- автомобилестроение;
- ремонтные работы;
- ландшафтные работы.
Каждый режущий инструмент имеет отличительные характеристики, а также положительные и отрицательные свойства. Если рассматривать сверла, то к преимуществам подобного оборудования следует отнести следующее.
Возможность сверления отверстий с помощью одной насадки.
Устойчивость к износу.
Отсутствие необходимости кернения места сверления при выполнении поставленной задачи. Кончик сверла практически сразу врезается в материал.
Сочетание функций разных инструментов.
Плавный переход меньшего диаметра к большему
Такая опция позволяет снизить или вовсе исключить деформацию материала, что важно, когда речь заходит об обработке тонких листов.
Универсальность использования. Сверла можно применять в качестве основного оборудования на стационарном станке или на ручном электроинструменте.
Применение абразивного напыления для повышения прочности.
Отсутствие необходимости проведения регулярной заточки.
Ступенчатое сверло – как пользоваться?
Для выполнения правильного отверстия, важно во время работы придерживаться определенных правил. Как сверлить ступенчатым сверлом:
Предварительно помечают место сверления.
Ступенчатое сверло держат перпендикулярно к плоскости металлической поверхности.
Изделие рекомендуется смазать маслом. Это снижает рабочую температуру.
Сверление проводят на минимальных оборотах
Чем больше требуется отверстие, тем медленнее должно двигаться изделие.
Важно избегать рывков и перекосов во время работы. Если этого не делать, отверстие получится низкого качества.
Сверление листа толщиной более 5-ти мм проводят с обязательным дополнительным охлаждением инструмента.
https://youtube.com/watch?v=biAeKGNguAQ%250D
Как выбрать ступенчатое сверло?
Для правильного подбора изделия нужно взвесить все положительные и отрицательные качества, а также рассмотреть важные характеристики. Как выбрать хорошее ступенчатое сверло:
Цвет. Золотистый оттенок – признак правильной обработки и качественного изделия. Яркий оттенок золота указывает на нанесение нитрида титана, такое продукт прослужит дольше.
Вид стали. Для работ на большой скорости подходит металл с маркировкой HSS. Он при перегреве не поддается деформированию.
Диаметр начального и завершающего порога
Чтобы не переплачивать, важно правильно подобрать ступенчатое сверло.
Возможность заточки. В этом случае можно при надобности вернуть изделию первоначальное состояние.
Производитель
Для приобретения качественного товара рекомендует обратить внимание на проверенные бренды.

Ступенчатые сверла – рейтинг
Среди всего предложенного на рынке разнообразия рекомендуется обратить внимание на следующие торговые марки:
- Ступенчатое сверло «Зубр». Продукция отечественного производства. Имеет сравнительно невысокую цену при хорошем качестве. Изделия могут быть с покрытием или без него.
- «Атака». Ступенчатые сверла производства России. По качеству и цене не уступают лучшим товарам зарубежных компаний.
- «Bosch». Немецкая торговая марка. Маркировку наносят с помощью лазера. Вершина заточена крестообразно, что увеличивает общую скорость сверления. Шлифование можно осуществлять в разных направлениях.
- «Falon-Tech». Немецкая продукция с титановым покрытием. Эти ступенчатые сверла имеют повышенный в несколько раз ресурс по сравнению с другими торговыми марками. Благодаря особой форме хвостовика изделие можно использовать с разным инструментом.
Необходимые инструменты
Любой из выбранных инструментов, включая снабжённые электродвигателем, должен точить стальные изделия (ножи, свёрла, ножницы и т. д.). Второе требование – удержание затачиваемого сверла в процессе. То, насколько быстро и эффективно заточится сверло, зависит от выставления требуемого угла стачивания лишнего слоя стали с кромок острия и скорости выталкивания изделия навстречу точильному кругу. Механизированные средства затачивания позволяют привести сверло диаметром 3-19 мм в рабочий вид за пару минут. Спиралевидные свёрла точатся на специальных или обычных станках с электромотором и простейшей системой подачи. Такой станок можно собрать самостоятельно в гаражных условиях – приобретать профессиональные станки незачем; нередко выправку сверлящего острия выправляют с помощью напильника, точильного камня или круга.
Болгарка
Мастеру потребуется, кроме самого электропривода, тиски, в которых зажимается обтачиваемое изделие.

Для обточки сверла болгаркой сделайте следующее:
- зажмите сверло в тисках вертикально;
- обточите тыльную грань, чтобы удалить следы износа;
- обточите рабочую кромку под углом в 120°.
Не держите сверло в обточке непрерывно более двух секунд. Короткие сеансы заключаются в снятии тонких, намного меньше 1 мм, слоёв сплава с рабочей грани. Сверло вновь готово к работе.

Точило
Болгарка отличается быстротой использования, мобильностью, но за обточку с её помощью мастер платит травмоопасностью. Даже надев на шлифмашинку защитный кожух, есть вероятность, что круг треснет, инструмент поведёт при коротком заклинивании на оборотах в тысячи оборотов в секунду. Точило снижает травмоопасность за счёт жёсткой фиксации самого станка. При невозможности определить угол заточки пригодится пластиковый шаблон, прикладываемый перед началом стачивания к обтачиваемой поверхности. Чтобы держатель не ушёл в сторону, его присоединяют при помощи болта. Для обточки сверла на точиле сделайте следующее.
- Закрепите сверло в держателе и включите станок.
- Подводите режущие кромки к точильному кругу под углом в 120°.
- Если на сверле присутствуют насечки и выбоины – сточите их со всех сторон. Они нарушают центровку изделия и дрели, заставляя последнюю излишне вибрировать.


Насадка на дрель
Насадка на дрель позволяет обточить свёрла по металлу. Схема действий здесь следующая.
- Установите на дрель насадку-переходник под обычные свёрла. На простой электродрели она вряд ли потребуется.
- Установите в отверстие нужного диаметра сверло.
- Запустите дрель и обточите сверло с одной из сторон.
- Для обточки второй режущей грани поверните сверло другой стороной с того же конца.
Насадка на дрель даст заточить лишь немного затупленное сверло.
Но из-за сравнительной дешевизны – по сравнению с другими инструментами – обточка свёрл на насадке стоит недорого.




Напильник или надфиль
Напильник не приспособлен дл обработки быстрорежущей стали, отличающейся повышенной твёрдостью по сравнению с остальными сортами и марками сталей. Используя шероховатые или камни с алмазным напылением, выдержать нужный угол заточки вручную трудно. Используйте моторизованные устройства для заточки.

Сверло многоступенчатое по металлу – преимущества и недостатки
Все режущие инструменты обладают своими отличительными характеристиками, из которых можно выделить положительные и отрицательные свойства. К числу преимуществ конусных ступенчатых свёрл следует отнести:
Сверление отверстий различного диаметра при использовании всего одной насадки.
Повышенная стойкость к износу по сравнению с обычным цилиндрическим инструментом.
Скорость работы. Благодаря высокому быстродействию первоначальные свойства сверла сохраняются, поскольку режущие кромки просто не успевают нагреться.
При работе не требуется предварительное кернение места сверления, поскольку тонкий кончик моментально врезается в поверхность.
Сочетание функции сверлящего и шлифовального инструмента.
Плавность перехода от меньшего к большему диаметру позволяет исключить деформацию заготовки
Это очень важно при работе с тонкими листами.
Универсальность применения, позволяющая использовать насадку как на стационарном станке, так и на ручном электроинструменте.
Некоторые модели имеют дополнительное абразивное напыление, повышающее их прочность.
Отсутствие необходимости частой заточки.
Основным достоинством конусной насадки является сверление без дефектов кромки отверстия
Несмотря на большое количество положительных моментов, конусное сверло не является идеальным инструментом. Пользователи выделяют основной недостаток – высокая цена.
Самостоятельная заточка
 Заточке подвергается только режущая кромка (канавка). Переходы ступенчатых свёрл затачивать запрещено, так как это ведёт к изменению геометрии рабочей поверхности и образованию заусенцев при работе. Неправильная заточка приводит к снижению качества инструмента, часто — к полной негодности.
Заточке подвергается только режущая кромка (канавка). Переходы ступенчатых свёрл затачивать запрещено, так как это ведёт к изменению геометрии рабочей поверхности и образованию заусенцев при работе. Неправильная заточка приводит к снижению качества инструмента, часто — к полной негодности.
Долгий срок службы конических свёрл предполагает необходимость периодической перезаточки. В домашних условиях проще всего ей поддаются свёрла с прямолинейной поступательной канавкой. Вручную это делают, пользуясь абразивными стержнями, алмазными брусками для ножей или наждачной бумагой.
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
https://youtube.com/watch?v=KCL27Bs9DYg
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Ступенчатое сверло по металлу
Если вы выбираете для себя конусное сверло, обратите внимание на одну из его разновидностей – ступенчатое сверло по металлу. Каждая ступень такого режущего инструмента образуется за счёт плавного спирального перехода и имеет свой диаметр
Такая конструкция очень удобна, так как в процессе сверления достаточно легко отследить какой диаметр на данный момент имеет просверленное отверстие.
Многие из мастеров часто задумываются о том, стоит ли приобретать такой дорогостоящий инструмент
Ведь цена конусного и ступенчатого сверла колеблется от двух до пяти тысяч российских рублей и напрямую зависит от материала, класса прочности, напыления и других показателей, на которые следует обращать внимание при выборе инструмента. Уверяем вас, стоит

Ступенчатые свёрла по металлу имеют массу преимуществ. Например:
- Они позволяют использовать всего один режущий инструмент для выполнения целого ряда задач;
- Режущие кромки ступенчатого сверла имеют высокий показатель прочности, что обеспечивает долгосрочный запас рабочего ресурса;
- Такой инструмент обладает высокой скоростью сверления. При такой скорости даже у тонкого листового металла не снижается качество кромки;
- Острый наконечник инструмента легко врезается в металл даже с очень плотной структурой. При этом отпадает необходимость в использовании центрирующего элемента, что значительно упрощает процесс сверления;
- Своеобразная конструкция ступенчатого изделия позволяет исключить из чемодана мастера угловую шлифовальную машинку и надфиль. И если возникает необходимость отшлифовать готовое отверстие, то можно смело использовать конусное сверло;
- Использование режущего инструмента такого плана как минимум на 50 процентов повышает эффективность сверления тонколистового металла. Такая эффективность достигается за счет того, что поступательные каналы ступенчатого сверла отличаются между собой размерами и имеют плавный переход;
- Преимущество ступенчатого сверла заключается ещё и в том, что его можно использовать как для ручного устройства, так и для станка;
- Особое абразивное напыление, которое может быть выполнено как из алмазной, так и из титановой крошки придаёт конусному ступенчатому сверлу особую прочность. Такое изделие, при условии правильной эксплуатации и нормированных нагрузок, не нуждается в частой заточке.
Ступенчатые и конусные свёрла – что у них общего? Это инструменты, режущие грани которых отличаются повышенной остротой и отсутствием заусениц. Обе эти конструкции практичны в использовании и обладают массой преимуществ. Их использование позволяет избежать различных трудностей и напрасной траты времени. И конусные и ступенчатые свёрла по металлу стоят достаточно дорого. Да это можно назвать минусом. Но, с другой стороны, они заменяют целый набор инструментов. И если сложить стоимость всех инструментов из набора и сравнить их со стоимостью сверла, то ощутимой разницы не почувствуется.
Чем же они отличаются? Если говорить о конструкции, то она состоит из рабочей конической части, изготавливаемой из быстрорежущей инструментальной стали и хвостовика, с помощью которого сверло устанавливается в инструмент. Простое конусное сверло имеет головку с гладкой поверхностью, а ступенчатое – головку со ступенями, оснащёнными режущими кромками. Ступенчатые свёрла, в свою очередь, подразделяются на:
- свёрла со спиральной режущей кромкой;
- с прямой режущей кромкой
Свёрла с прямой режущей кромкой имеют более простую геометрическую форму, поэтому их легче затачивать. А спиральная режущая кромка обеспечивает более мягкое и плавное сверление.
Как выбирать конусные и ступенчатые свёрла и на что обращать внимание мы вам рассказали. Выбор всегда остаётся за вами
Бензиновая болгарка. Проходит там, где другие стоят!
Бензиновая электростанция. Переносной источник энергии
3
Процесс заточки не является сложным, однако нужно соблюдать последовательность действий. Понадобится выбрать подходящий вид заточки. Его следует определять по тому, какую форму надо будет придать режущим элементам приспособления.
Чтобы понять, правильно ли было подточено сверло, понадобится осмотреть его. Признаки правильной заточки являются следующими:
- кромки для резки должны иметь идентичную длину относительно оси сверла;
- элементы должны иметь одинаковые углы заострения.
Заточку следует начинать с заднего основания сверла. Его надо тщательно прижать к кругу
В процессе важно соблюдать правильный угол заточки, который был задан изначально. Без соответствующего опыта все правильно выполнить с первого раза под силу не каждому, поэтому нужно подготовиться к тому, что понадобится сделать несколько этапов
После каждого из них следует тщательно осмотреть основание. Работу надо продолжать до того момента, пока заднее основание не будет иметь форму конуса, если смотреть на него сбоку.

Заточка заднего основания сверла
Когда необходимый результат будет получен, можно переходить к заточке элемента для резки. Способы подточки могут быть разными. В процессе следует попытаться сделать так, чтобы 2 элемента были заточены одинаково. Работы по заточке понадобится выполнять под правильным углом.
В случае одноплоскостной подточки заднее основание должно обрабатываться в виде единой плоскости, при этом угол должен находиться в пределах 28-30°. Это простой метод, используемый для изделий небольшой толщины, диаметр которых не превышает 3 мм.
Если работа выполняется данным методом, то сверло надо прижать под необходимым углом к точильному кругу. В процессе заточки элемент не должен переворачиваться или перемещаться. Во многих случаях это приводит к тому, что кромки для резки у сверла рассыпаются, особенно если имеется металл низкого качества.

Точильный круг
Режущий элемент сверл большого диаметра должен затачиваться коническим способом. Этот метод выполнить сложнее. Если нет уверенности в правильности выполнения данной работы, то рекомендуется сначала поэкспериментировать с каким-нибудь ненужным основанием, чтобы набраться опыта.
Этот метод заключается в следующем: левой рукой приспособление нужно взять за основание, а правой — за хвост. Держать основание следует рядом с заборным конусом, иначе правильную заточку выполнить не получится. В данном положении сверло будет прижиматься не только кромкой, но и основанием к торцевой части точила. Держащей за хвост рукой сверло надо покачивать, чтобы на задней части изделия получилось конусное основание. После того как будет выполнена правильная заточка одного пера, инструмент надо будет повернуть к точилу другой частью. После этого все действия нужно повторить. В процессе выполнения работы следует учитывать такой нюанс: при заточке пера его не допускается отрывать от точильного инструмента.
Есть и другой метод подточки. Сверло надо взять одной рукой за рабочее основание, а другой — за хвост. Однако к торцевой части сверло следует прижимать исключительно кромкой для резки, после чего в процессе работы приспособление надо провернуть вокруг своей оси, чтобы можно было достичь одинаковой заточки основания.
При подобном методе заточки с двух сторон на заднем основании пера образуется конус, однако сверло будет без сточенного угла в задней части.
Технология
Чтобы качественно подточить сверло, нужны определённые приспособления. Будет ли это маленькое или большое сверло, значения не имеет – технология едина: основную работу выполняют режущие грани на конце, а боковые спиральные кромки выравнивают просверливаемое отверстие, отводя стружку в спиральные каналы.
Простейший способ заточить сверло – втулка, её внутренний диаметр равен по диаметру сечению самого сверла. Втулку закреплают жёстко под нужным углом. Она выбирается следующим образом – сверло должно чётко и с усилием входить в шаблон, не отклоняясь ни на градус. Если сверло отклонится, режущие края восстановятся неточно, и в итоге оно будет «гулять» при работе. Втулка может комплектоваться трубками из цветмета, внутренний диаметр которых равен наиболее часто встречающимся значениям диаметра изделия.
В состав шаблона входит подручное средство, облегчающее подачу сверла к точильному кругу для заточки и не позволяющее изделию сместиться в обратном направлении. Чем твёрже порода дерева, из которого выполнен брусок, тем точнее выставляется угол: так, мастер использует для подачи сверла дубовый брусок, при этом раскачка сверла в нём при заточке, его шатание исключено. Станок – например, всё то же точило – может быть самодельным: главное, чтобы точильный камень не был расцентрован, не вибрировал при работе.
Правильный угол
Величина угла определяется сортом стали или другого металла (либо сплава), в котором сверлятся отверстия. Чем меньше твёрдость металла или сплава, тем больше угол заточки. Так, для стали, чугуна и бронзы, заготовки из которых нужно сверлить, угол заточки достигает 120°, для пластика и мягких щелочных металлов типа магния – 85°.
Дерево любой породы требует 130°. Нержавеющей стали достаточно 115°. Дело в том, что легко поддающийся металл образует за короткое время больше стружки, возникает излишнее трение, остриё сверла разогревается сильнее и быстрее. А излишнее тепло притупляет его – даже закалённая сталь, из которой изготовлен бур, отпускается при нагреве. Сталь изделия теряет твёрдость и начинает скорее тупиться.
Доводка
Довести восстанавливаемый бур в домашних условиях можно на особых стачивающих кругах, комбинирующих грубую шлифовку быстрорежущей стали с мелкозернистой. Эти круги содержат сравнительно мягкий наполнитель, ликвидирующий грубые царапины, насечки и выбоины, образующиеся при работе. Их ликвидируют, не меняя очертания режущих кромок. Эти диски ставятся на болгарку или дрель, а сверло зажимается на отдельном фиксаторе или в тисках. Если обработка с помощью кругов оказалась грубоватой, само изделие дошлифовывают при помощи вращающегося наждачного круга.
Проверка
Скорая проверка правильной заточки достигается посредством особого шаблона, замеряющего длину режущих граней, местоположение верхушки, угол скоса отводящих каналов на сверле и величину угла продольной кромки.
Подточка
Если у мастера затупилось 10-миллиметровое сверло, то изделие подтачивается со стороны передней кромки. Задача – повысить угол прорезывающей грани и снизить скос переднего острия, сужение поперечной кромки.
Это предотвращает ускоренный слом мельчайших крупинок стали с острия, а значит, и продлевает срок службы бура, даёт возможность сверлить быстрее и больше. Изделие дополнительно шлифуется под небольшой задний угол, что уменьшает силу трения в прорезываемых отверстиях.
Как сделать устройство для заточки?
Изготовить самодельную установку, сверяясь по самостоятельно разработанному или чужому чертежу, можно на основе гаечно-болтовых элементов, в качестве насадки на болгарку или дрель.
Из дверных петель
Процесс получения в домашних условиях вспомогательного инструмента для заточки свёрл, собранного из дверных петель, состоит в следующем. Разрежьте надвое одну из петель. Приварите стальной уголок к ней. Нарежьте резьбу под болт в просверленных отверстиях. Приварите к болту барашек для поворачивания упорной части. Зафиксируйте нижнюю часть петли рядом с ручкой болгарки. Верхнюю используйте для перемещения заготовки.
Данное приспособление позволяет подавать сверло по направлению вниз. Задняя грань делается плоской, что приведёт к перегреву сверла. Сориентировать сверло легко, но качество подтачивания затупленной кромки сомнительное.Достоинством такого приспособления является возможность улучшить его конструкцию.
О том, как сделать устройство для заточки сверла из дверной петли, вы можете узнать из видео ниже.
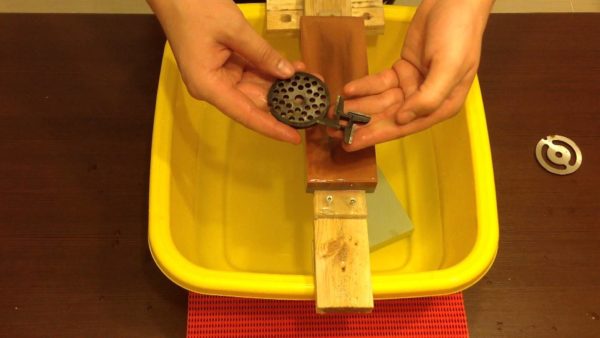
Из гайки
Чтобы сделать насадку для заточки сверла на основе гайки, мастеру нужен лишь минимальный набор расходных материалов.
- Отберите две разные по размеру гайки. На меньшей пропилите 9-миллиметровые разрезы с граней, чьи рёбра располагаются друг по отношению к другу под углом в 120 градусов.
- При помощи сварочного аппарата приварите вторую гайку к первой таким образом, чтобы образовались треугольно расположенные отверстия.
- Вкрутите в меньшую гайку болт, одинаковый по диаметру винтовой канавки с меньшей гайкой. Данный болт зажмёт обрабатываемое сверло.
- Проденьте заготовку в такой держатель. Она жёстко зафиксируется при помощи зажима.
Приспособление на основе гаек для заточки свёрл готово. Оно не даст сточить больше, чем вы хотите. Сверло после затачивания обретёт требуемую остроту и вновь станет работать штатно, как и до затупления. Гайки не дают выставленному углу отклониться от своего изначального значения. Недостаток – сплав, из которого изготовлена гайка, при соприкосновении со шлифовальным кругом частично сточится, так как гайки и болты изготавливают из низкоуглеродистой стали.
Из болгарки
Инструмент для заточки, приобретаемый в магазине, в основном изготовлен из пластиковых комплектующих. У них присутствуют стандартные технологические отверстия и зазоры. Собственноручно изготовленное приспособление – из металла, а не пластиковое. Оно прослужит не месяцы, а едва ли не всю жизнь мастера. Рекомендации заключаются в следующем:
- если применяется болгарка или дрель в качестве привода – затачивающий круг (вращающуюся наждачку) соединяют посредством кольца;
- наждачный конус изготавливается при помощи токарного станка;
- основа с отверстиями под свёрла разных диаметров выполняется из металлического бруска, но можно использовать и деревянный.
Перед изготовлением приспособы полезно ознакомиться, из каких деталей собран промышленный его аналог. Приспособление для болгарки является более лёгким вариантом – заточка и шлифовка болгарочным приводом происходит в штатных, естественных условиях. Закрепить сверло под требуемым углом легко.
Прикрепите к корпусу болгарки стальной уголок, служащий направляющей для инструмента. Отрегулировать угол подачи (наклона) можно вручную. Недостаток – неравномерное стачивающее воздействие на шлифовально-отрезной диск. Подтачивая свёрла в одном и том же положении, пользователь рискует срывом диска на полном ходу из-за постоянной проточки абразивного материала, из которого сделан отрезной круг. Трудоёмкость изготовления данного варианта значительно выше, чем у предыдущего.