Выбираем плазменный резак по металлу
Содержание:
- 3 Плазмообразующие газы и их влияние на возможности резки
- Как работает аппаратная плазменная резка металла
- Как устроен аппарат плазменной резки?
- Преимущества резки плазмой
- Как устроен плазморез
- Самодельный плазморез
- Технология плазменной резки
- Рейтинг лучших инверторных плазморезов
- Как изготовить плазморез
- Выбор аппарата для плазменной резки
- Сфера применения, плюсы и минусы плазменной резки
- Опросник для подбора установки плазменной резки
3 Плазмообразующие газы и их влияние на возможности резки
Плазмообразующая среда – это, пожалуй, ключевой параметр процесса, который определяет его технологический потенциал. От состава данной среды зависит возможность:
- настройки показателя теплового потока в зоне обработки металла и плотности тока в нем (за счет изменения отношения сечения сопла к току);
- варьирования объема тепловой энергии в широких пределах;
- регулирования показателя поверхностного напряжения, химсостава и вязкости материала, который подвергается резке;
- контроля глубины насыщенного газом слоя, а также характера химических и физических процессов в зоне обработки;
- защиты от появления подплывов на металлических и алюминиевых листах (на их нижних краях);
- формирования оптимальных условий для выноса из полости реза расплавленного металла.

Кроме того, многие технические параметры оборудования, используемого для плазменной резки, также зависят от состава описываемой нами среды, в частности следующие:
- конструкция охлаждающего механизма для сопел устройства;
- вариант крепления в плазмотроне катода, его материал и уровень интенсивности подачи на него охлаждающей жидкости;
- схема управления агрегатом (его циклограмма определяются именно расходом и составом газа, используемого для формирования плазмы);
- динамические и статические (внешние) характеристики источника питания, а также показатель его мощности.
Мало знать, как работает плазменная резка, кроме этого следует правильно подбирать комбинацию газов для создания плазмообразующей среды, принимая во внимание цену применяемых материалов и непосредственно себестоимость операции резки. Как правило, для полуавтоматической и ручной обработки коррозионностойких сплавов, а также машинной и экономичной ручной обработки меди и алюминия используют среду, образованную азотом
А вот уже низколегированная углеродистая сталь лучше режется в кислородной смеси, которую категорически нельзя применять для обработки изделий из алюминия, стойкой против коррозии стали и меди
Как правило, для полуавтоматической и ручной обработки коррозионностойких сплавов, а также машинной и экономичной ручной обработки меди и алюминия используют среду, образованную азотом. А вот уже низколегированная углеродистая сталь лучше режется в кислородной смеси, которую категорически нельзя применять для обработки изделий из алюминия, стойкой против коррозии стали и меди.
Как работает аппаратная плазменная резка металла
- Источник тока выдает необходимое напряжение, а именно: 220 V для небольших устройств, 380 V для промышленных систем, позволяющих работать с материалами большой толщины.
- Ток по кабелям попадает в плазмотрон. Он оснащен катодом и анодом, роль которых играют электроды. Именно между ними загорается электрическая дуга.
- Компрессор нагнетает воздух и подает его в аппарат по предусмотренным для этого шлангам. Плазмотрон снабжен специальными завихрителями, которые направляют и закручивают воздух. Поток пронизывает электрическую дугу, при этом ионизирует ее и во много раз повышает температуру, создавая плазму.
- Когда сварщик-резчик подносит плазмотрон к изделию, получается рабочая дуга – она замыкается между электродом и поверхностью. За счет высокой температуры и давления воздуха образуется аккуратный разрез и небольшие наплывы, которые можно без труда удалить при помощи постукивания. Когда утрачивается контакт с поверхностью, дуга продолжает гореть в дежурном режиме.
- После того как раскрой завершен, кнопку на плазмотроне отпускают, выключая все виды электрической дуги. Далее систему некоторое время продувают воздухом, чтобы избавиться от мусора и позволить электродам остыть.
Роль режущего элемента при плазменной резке играет ионизированная дуга плазмотрона. Она позволяет как раскраивать материал, так и сваривать его. Во втором случае применяют присадочную проволоку, состав которой подбирается под конкретный вид металла, а подаваемый воздух заменяют инертным газом.


Как устроен аппарат плазменной резки?
Главные элементы аппаратов плазменной резки металла – плазмотрон, источник электропитания и так называемый кабель-шланговый пакет для соединения с компрессором. В качестве источника питания могут быть использованы инвертор или трансформатор.
Плазмотрон
Это главная часть аппарата плазменной резки. В свою очередь, он состоит из сопла, электрода и изолятора. По своей форме это корпус с камерой цилиндрической формы и малым выходным каналом, в котором формируется дуга. Электрод находится с тыла камеры, его функция – возбуждение дуги.
Электроды
Это специальные расходники, сделанные именно для резки металла. Чаще их производят из циркония, тория или гафния. Самые распространенные – из гафния.
Все эти элементы отличаются тем, что на их поверхности формируются оксиды с тугоплавкими свойствами. Эти оксиды как раз и защищают электрод от разрушения.
Розжиг или возбуждение дуги напрямую между электродом и металлической заготовкой произвести сразу трудно. Поэтому первым делом разжигается промежуточная дуга между электродом и плазмотроном. Затем воздух под давлением проходит чрез дугу, ионизируясь и нагреваясь.

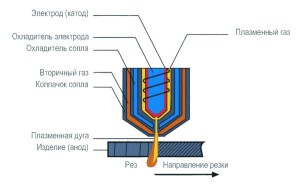
Схема устройства плазменного резака.
В итоге объем этого воздуха повышается в объеме во много раз, он превращается в поток плазмы. Плазма вырывается из суженого конца сопла с огромной скоростью и высочайшей температурой вплоть до 30000°С.
Такому потоку все по силам, в дополнение ко всему он обладает очень высокой теплопроводностью – практически такой же, как у металла заготовки, которую нужно резать.
Настоящая дуга – та самая, которая нужна, формируется при выходе плазмы из сопла плазмотрона. Теперь именно эта рабочая дуга является главным режущим фактором.
Сопло плазмотрона
Различается по диаметру, от которого будут зависеть функциональные возможности всего аппарата. Прежде всего эта зависимость касается объема ионизированного воздуха, выходящего из сопла: именно им обусловлены главные характеристики резака – скорости работы и охлаждения, ширина шага реза.
Чаще встречаются сопла с малым диаметром, не превышающим 3-х мм. Зато длина сопла больше – около 10-ти мм.
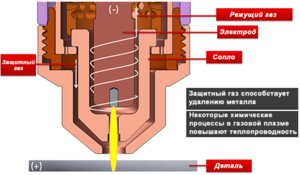
Защитные газы
Прежде всего эти газы образуют плазму, их даже называют плазмообразующими. Такие газы используются только в мощных промышленных аппаратах для резки толстых металлов. Чаще это гелий, аргон, азот и их различные смеси. Кстати, кислород сам по себе также является защитным и плазмообразующим газом. Он используется в резаках небольшой мощности для резки металлов не толще 50-ти мм.
В плазмотроне расходными материалами являются сопло и электроды. Их нужно менять в положенных сроки.
https://www.youtube.com/watch?v=grj5WCpW9c8
Преимущества резки плазмой
Принцип работы плазменной резки.
Самой близкой технологией является лазерная резка металлов, поэтому логично будет перечислить преимущества в сравнении с «соседкой»:
- Плазменной резке по плечу металлы любой природы, в том числе цветные, тугоплавкие и другие, сложные для обработки.
- Скорость процесса значительно выше, чем резка газовым резаком.
- Одна из значительных особенностей – возможность производить резы любой формы, включающие и геометрические узоры, и фигурную резку самой высокой сложности. Иными словами, резка с помощью плазмы – это реализация самых смелых творческих идей по металлу и другим трудно поддающимся материалам.
- Плазменному резаку нипочем любая толщина металла: скорость и качество никоим образом не теряются.
- Этому способу поддаются не только металлы, но и другие материалы: он вполне универсальный.
- Резка плазмой и быстрее, и эффективнее по качеству кромки, чем любые другие механические способы резки.
- В данном методе возможна работа не только перпендикулярно к поверхности металла, но под углом, что помогает освоить широкие листы металла.
- С экологической точки зрения это вполне благополучный вид работы с металлом с минимальным выбросом вредных веществ или загрязнений в воздух.
- Отличная экономия времени из-за отсутствия необходимости предварительно нагревать металл.
- Поскольку в методе не используются взрывоопасные газовые баллоны, он значительно безопаснее, чем другие способы.
Как устроен плазморез
- источник питания;
- воздушный компрессор;
- плазменный резак или плазмотрон;
- кабель-шланговый пакет.
Источник питания для аппарата плазменной резки осуществляет подачу на плазмотрон определенной силы тока. Представляет собой инвертор или трансформатор.
Трансформаторы гораздо увесистее, тратят много энергии, но при этом имеют меньшую чувствительность к перепадам напряжения, и с их помощью разрезают заготовки большой толщины.
Плазменный резак считается главным элементом плазмореза. Его основными элементами являются:
- сопло;
- охладитель/изолятор;
- канал, необходимый для подачи сжатого воздуха;
- электрод.
Компрессор требуется для подачи воздуха. Принцип работы плазменной резки предусматривает применение защитных и плазмообразующих газов. Для аппаратов, которые рассчитаны на силу тока до 200 А, применяется только сжатый воздух как для охлаждения, так и для создания плазмы. Они способны разрезать заготовки толщиной в 50 мм.
Кабель-шланговый пакет используется для соединения компрессора, источника питания и плазмотрона. По электрическому кабелю от инвертора или трансформатора начинает поступать ток для возбуждения электрической дуги, а по шлангу осуществляется подача сжатого воздуха, который требуется для возникновения внутри плазмотрона плазмы.
Принцип работы

После того как возникла дежурная дуга, в камеру начинает поступать сжатый воздух. Вырываясь из патрубка, он проходит через электрическую дугу, нагревается, при этом увеличиваясь в объеме в 50 или 100 раз. Кроме того, воздух начинает ионизироваться и перестает быть диэлектриком, приобретая свойства проводить ток.
Сопло плазмотрона, суженное книзу, обжимает воздух, создавая из него поток, которое начинает вырываться оттуда со скоростью 2 – 3 м/с. В этом момент температура воздуха часто достигает 30 тыс. градусов. Именно такой раскаленный ионизированный воздух и является плазмой.
В то время, когда плазма начинает вырываться из сопла, происходит ее соприкосновение с поверхностью обрабатываемого металла, дежурная дуга в этот момент гаснет, а зажигается режущая. Она начинает разогревать заготовку в месте реза. Металл в результате этого плавится и появляется рез. На поверхности разрезаемого металла образуются небольшие частички расплавленного металла, сдуваемые с нее потоком воздуха. Таким образом осуществляется работа плазмотрона.
Преимущества плазменной резки
Работы по резке металла часто осуществляются на стройплощадке, в мастерской или цеху. Можно использовать для этого автоген, но не всех это устраивает. Если объем работ, связанный с резкой металла, слишком большой, а требования, предъявляемые к качеству реза, очень высоки, то следует подумать о том, чтобы использовать плазменный резак, имеющим следующие достоинства:
- Если мощность подобрана правильно, то аппарат плазменной резки позволяет в 10 раз повысить производительность. Такой параметр позволяет плазморезу уступить только промышленной лазерной установке, однако, он значительно выигрывает в себестоимости. Целесообразно с экономической точки зрения применять пламенную резку для металла, имеющего толщину до 50 – 60 мм.
-
Универсальность. С помощью плазменной резки обрабатываются чугун, медь, сталь, алюминий и прочий металл. Необходимо просто выбрать оптимальную мощность и выставить конкретное давление воздуха.
- Высокое качество реза. Аппараты плазменной резки способны обеспечить минимальную ширину реза и кромки без перекаливания, наплывов и грата практически без дополнительной обработки. Кроме того, достаточно важен такой момент, что зона нагрева материала в несколько раз меньше, чем при использовании автогена. А так как термическое воздействие минимально на участке реза, то и деформация от этого вырезанных деталей будет незначительной, даже если они имеют небольшую толщину.
- Не происходит существенного загрязнения окружающей среды. С экономической точки зрения, если имеются большие объемы работ, то плазменная резка гораздо выгоднее кислородной или механической. Во всех остальных случаях учитывают не материалы, а трудоемкость использования.
Недостатки плазменной резки
Недостатки в работе плазменной резки тоже имеются. Первый из них – максимально допустимая толщина реза довольно небольшая, и у самых мощных агрегатов она редко бывает больше 80 – 100 мм.
не должен быть больше 10 – 50 градусов
Кроме того, рабочее оборудование довольно сложное, что делает совершенно невозможным использование двух резаков одновременно, которые подключаются к одному аппарату.
Самодельный плазморез
Бесспорно многие из нас видели видео на ютубе, где Виталий Богачев собрал плазменный резак из обычного сварочного аппарата дуговой сварки Постараюсь объяснить простыми словами без всякого фанатизма. Виталий, удалил вторичную обмотку на сварочном трансформаторе и вместо нее намотал новую вторичную обмотку кабелем меньшего сечения, что бы поднять выходное напряжение до 200В. Следом установил диодный мост на радиаторы и дроссель намотанный на железе, походу от большего сварочного трансформатора. Подключил это дело к резаку. Для продувки использовал обычный воздух накачиваемый компрессором Вот первое видео в котором Виталий описал конструкцию прибора
Во втором видео Виталий показал как работает его самопальный плазменный резак. Видно, что резак режет метал до 8мм, но Виталий не показывает сам аппарат во время резки, даже элементарно зайти в это помещение и показать куда тянется рукав от резака, этого нет
Честно, ну очень меня поманила эта идея и захотелось собрать подобное устройство, но вот что насторожило. Почему заводские аппараты для плазменной резки стоят приличных денег, если в них нет ничего такого сложного, может в видео есть подвох и на самом деле видео для пиара
Думал и решил в общем посчитать, что же мне надо для сборки плазменного резака
Во первых нужен сварочный аппарат для дуговой сварки переменного тока 200А, а точнее таких аппаратов нужно пара. Первый трансформатор будет силовой, второй трансформатор будет в качестве дросселя. На сварочном трансформаторе три обмотки, две первичные обмотки 0-220-400В, а так же вторичная обмотка 40В. Вот что я планирую делать с этими трансформаторами, разрезать оба трансформатора, снять вторичную обмотку с первого и на ее место поставить первичку второго трансформатора, вот и должно у меня получится на вторичной обмотке 200В. Теперь о дросселе. Остается у меня железо со второго трансформатора, а так же две вторичные обмотки, которые можно одеть на второй сердечник и последовательно соединить. Должен получиться великолепный дроссель с пока неизвестной индуктивностью. Посмотрел на эти сварочные трансформаторы в Яндекс маркете и нашел самый дешевый вариант по 2 376 ₽ за один. Значит за два с учетом доставки выйдет примерно 6,500Р. Вот такие сварочные аппараты
Иду далее, нужны 4 диода напряжением от 600В, но лучше 1000В. Ток для диодов лучше выбрать побольше скажем 150А будет в самый раз. За этим делом обращусь ка я на AliExpress. Нашел подходящий диодный мостик на 150А 1600В на обратный пробой, такой хороший запас по обратному напряжению не будет лишний.
Цена на такой диодный мостик 770,33 руб., вот ссылка для покупки. Так же нужен радиатор для охлаждения диодного моста, лучше чем радиатор с процессора ПК идей нет, такой радиатор можно на барахолке купить за 100-200Р. И того 1000Р за выпрямитель
Для работы плазменного резака нужен компрессор, ну это дело решенное, самодельный компрессор давно собран. Компрессор это хорошо, а вот воздух должен быть чистым, без масла и влаги. Значит надо перед резаком ставить осушитель, который опять же лучше заказать с Китая. Приглянулся мне фильтр AF2000-02 G1/4 за 442,20 руб.
Осушитель выдерживает давление в 1.5 МПа, что вполне устраивает. Так же нужен клапан для управления, клапан буду использовать типа такого, цена на него 480Р. Вот ссылка
Еще несколько компонентов надо для полного комплекта. Несколько релюшек для управления силовым трансформатором и клапанном газа.
Такие реле можно заказать из Китая по 100 рублей Нужен блок питания 12В для питания клапана и реле
Такой блок питания стоит в Китае 232 р, купить можно по этой ссылке. Разъем под кнопку управления на держаке. Этой кнопкой включается трансформатор, открывается клапан и включается осциллятор. С Китая такой стоит 66 рублей, комплект мама-папа. Так же для розжига дуги плазмы без контакта нужен высоковольтный осцилятор
Готовый модуль из Китая для питания от переменного напряжения 220В модуль стоит 1500 рублей, ссылка вот Вроде все рассчитал 6500+1000+440+480+270+2400+800+100+230+66+1500+1000=15000 рублей. Последняя тысяча на всякие мелочи которые могут понадобится в процессе сборки Эксперимент мог бы быть реализован, но такую сумму не могу выделить. Думал что сделать, ведь хочется проверить собрать плазморез самостоятельно, но пока денег нет!. С ув. Эдуард
Технология плазменной резки
Перед первым использованием плазмотрона рекомендуется посмотреть видео и изучить, как проходит весь процесс.
- Горелка плазмы размещается близко к краю заготовки.
- Включается кнопка «Пуск». После этого сначала зажжется дежурная дуга, а затем режущая.
- Горелку по обрабатываемому материалу следует вести медленно, с наклоном в 90 градусов.
- С помощью контроля за появлением брызг регулируется скорость разрезания. Если с другой стороны металла брызг нет, то материал полностью разрезать не удалось. Причинами могут быть: неправильный угол наклона горелки, низкий ток, высокая скорость аппарата.
- После завершения процесса горелку необходимо наклонить, так как еще какое-то время будет идти воздух.
Если во время работы по какой-то причине погаснет плазменная дуга, то подачу газа нужно прекратить, затем аппарат заново включить и начать обработку.
Рейтинг лучших инверторных плазморезов
Aurora PRO Airhold 42
Плазменный резак работает от обычной домашней сети и потребляет 220 В, а показатель силы тока составляет 40 А. На максимальных настройках демонстрирует продолжительность работы 60%.
Подходит для раскройки углеродистой и легированной стали, чугуна и меди. Сопло у плазмореза долго не изнашивается, хотя может потемнеть в процессе работы. При необходимости для устройства легко найти комплектующие на замену.
Внимание! Плазморез хорошо функционирует даже при температуре — 20 °С и является оптимальным для уличных работ.
Средняя цена резака Aurora PRO составляет 22000 рублей
Brima Cut-40
Полупрофессиональный плазморез 40 А питается от обычной бытовой сети и потребляет 5 кВт энергии. Работает в паре с компрессором, требует не меньше 170 л воздуха в течение минуты. Показатель продолжительности действия составляет 60%, агрегат осуществляет чистый пропил до 12 мм. Отличается компактными размерами и хорошо подходит для дома и гаража, на корпусе имеются отверстия для отвода воздуха и встроенный вентилятор. Комплектуется 3 соплами и 3 электродами.
 Средняя стоимость плазмореза Brima составляет 18000 рублей
Средняя стоимость плазмореза Brima составляет 18000 рублей
Как изготовить плазморез
Для того чтобы изготовить плазмотрон своими руками, схемы, чертежи и описание которого можно найти в мировой сети, необходимо подобрать сменные плазменные резаки, позволяющие получить режущую струю нужной толщины, повысить качество и эффективность резки. Рабочий процесс требует соблюдения личной техники безопасности оператором.
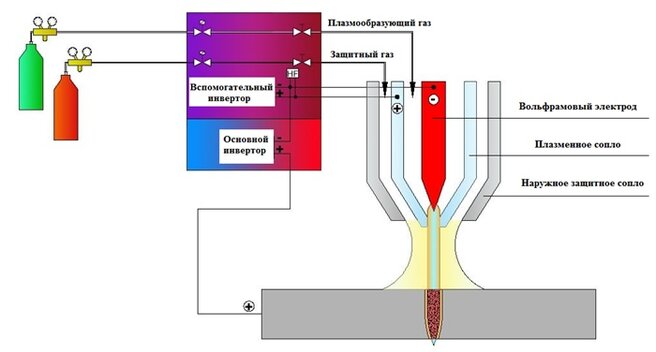
Формирование потока сжатого воздуха, переходящего в струю плазмы высокой температуры, осуществляется компрессором специальной конструкции. Для подачи питания от электрической сети и воздуха от компрессора в самодельном плазморезе из сварочного инвертора используется кабельно шланговый пакет. Шланг подает газ аргон через патрубок в вихревую камеру с выходом в одну сторону.
Устройство для резки металла, изготовленное в домашней мастерской, может выполнять другие виды работ. Для изготовления высокопроизводительного аппарата из бытового инвертора прямого действия понадобится:
- стол;
- шаговые элементы;
- направляющие детали;
- блок управления;
- ременная передача.
Резак плазменный прямого действия представляет собой элемент, состоящий из двух электродов: основного и медного сопла, или анода. Основной электрод, или катод, изготавливается из тугоплавкого металла, токопроводящим элементом является обрабатываемый материал. Резка металла осуществляется плазменной дугой, возникающей между соплом и металлом.
Кроме расходных элементов в плазморезе из инвертора имеется изолятор и камеры сгорания для аргона. При включении осциллятора газ, вырываясь из отверстия сопла с керамическим корпусом под большим давлением, разогревается до температуры + 5000 С, превращается в плазму и воздействует на узкую полосу металла. При отделении элементов на месте разреза образуется гладкая поверхность, процесс не образует брызг и рваных краев.

Если нет возможности сделать самостоятельно осциллятор из деталей, его можно заменить прибором ВДС-02 заводского изготовления. Технические характеристики прибора позволяют параллельно или последовательно подключать устройство к инвертору.
Выбор аппарата для плазменной резки
Покупка любого технического оборудования – дело, для которого не нужно жалеть времени и усилий: слишком высок риск неудачного решения и потери денег. А деньги здесь немалые, вы не найдете плазменного резака дешевле 500 USD в принципе.
Сначала разбираемся с параметрами и техническими характеристиками прибора.
Две большие группы плазморезов – это инверторные и трансформаторные. Названия говорят сами за себя.
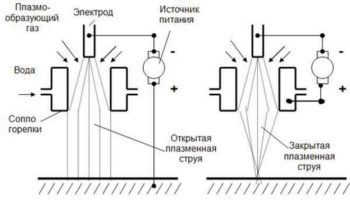
Открытая и закрытая плазменная струя.
Если вам нужен компактный резак для работы с металлами небольшой толщины, вы можете остановить свой выбор на резаке инверторного типа. Они забирают немного энергии, легкие и с небольшими габаритами.
Вместе с тем работают они с перерывами и легко выходят из строя при перепадах сетевого напряжения. Цена на такие приборы вполне умеренная, из всех плазморезов это самые недорогие.
Другое дело – трансформаторные резаки. Здесь и с габаритами, и с весом «все в порядке»: серьезные аппараты по всем параметрам.
Энергии потребляют много, зато работать они могут практически без перерыва в течение целого дня. И толщина металла может быть побольше, чем при резке инверторной моделью. Стоимость таких устройств высокая – от 3000 до 20000 USD.
Выбор плазменного резака по мощности
Рассуждения начинаем со свойств и технических характеристик деталей, которые вы планируете обрабатывать и резать. Именно это этого рассчитывается мощность режущего прибора, потому что в нем будут различаться и сопло по своему диаметру, и тип используемого газа.
Применение плазменной резки – область чрезвычайно широкая, поэтому говорить нужно только о ваших конкретных нуждах.
А вот если ваш металл потолще, ищите подходящую модель в диапазоне мощности от 90 до 170А.
Выбор резака по времени и скорости разрезания материала
Скорость плазменной резки металла измеряют в сантиметрах за одну минуту. Эта скорость у разных аппаратов тоже разная и зависит от их общей мощности и природы разрезаемого металла.
Например, при всех прочих равных медленнее всего режется сталь, чуть быстрее – медь и ее сплавы. И еще быстрее – алюминий со своими алюминиевыми сплавами.
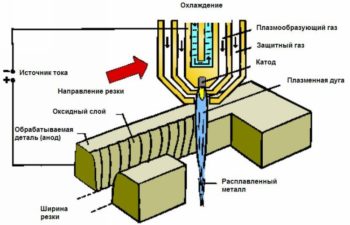
Устройство плазменного резака.
Если для вас важна скорость, не забывайте о таком показателе, как длительность работы без перегрева, то есть без перерыва. Если в технической спецификации к аппарату написано, что длительность работы 70%, это означает, что после семи минут резки аппарат должен быть выключенным в течение трех минут, чтобы остыть.
Среди трансформаторных резаков встречаются чемпионы с продолжительностью работы в 100%. Иными словами, они могут работать целый день без отключения. Стоят они, конечно, немало. Но если у вас впереди длинные разрезы, думайте о покупке «чемпионских» трансформаторных плазменных резаков.
Сфера применения, плюсы и минусы плазменной резки
Оборудование для плазменной резки металлов используется на заводах и в частных мастерских. С его помощью ведется крой листового железа с толщиной от 1 до 100 мм (зависит от мощности аппарата). Плазмой можно вырезать сложные узоры, прожигать отверстия, срезать кромку. Последующие заготовки используются для приваривания к другим конструкциям или подвергаются токарной обработке, штамповке. В отличие от кислородного пламени, плазма режет все виды металлов и керамику, поэтому ее функционал и зона применения шире.
Чтобы определиться, нужен ли Вам плазморез, рассмотрите преимущества и недостатки такого оборудования.
К главным плюсам этого метода кроя относятся:
Высокая скорость реза
Благодаря температуре 20000 градусов плазморезом можно кроить заготовки гораздо быстрее, чем другими методами. Например, лист с сечением 25 мм получится резать на скорости 1000 мм/мин.
Быстрый сквозной прожиг
Если требуется начать резку не с края листа, а в центре, то плазма прожжет толщину 15 мм за 2 с, а газопламенному резаку потребуется на это около 30 с.
Минимальный нагрев соседних участков
Плазма точечно воздействует на металл, не нагревая поверхность вокруг. Это снижает количество деформаций и позволяет держаться за крупные заготовки руками в перчатках, поворачивая их по необходимости.
Высокое качество реза
После плазмы почти не остается потекших капель шлака на обратной стороне заготовки. Кромки содержат минимум рельефности, поэтому не нуждаются в обработке — сразу можно производить последующую сварку конструкций. Если требуется порезать тонкие листы 1-2 мм, то их можно сгруппировать друг на друге и выполнить все за один раз — заготовки не прилипнут между собой на краях.
Пример металла разрезанного плазморезом.
Безопасность
В этом оборудовании не используются горючие газы. Применение сжатого воздуха или инертных газов делает процесс более безопасным — взрыва точно не будет, как в случае обратного удара пламени в кислородном резаке.
Простота использования
В отличие от газопламенной резки, здесь не нужно настраивать подачу по-отдельности горючего газа и кислорода, а затем регулировать еще и струю режущего кислорода. Все включается одной кнопкой и доступно для быстрого освоения даже новичку.
Возможность автоматизации
Плазморез легко доукомплектовать кронштейном (портальный или консольный тип), чтобы он автоматически передвигался над изделием. Управление ведется с ЧПУ. В нем оператор задает конфигурацию и скорость кроя, одновременно один человек может следить за процессами на пяти установках.
Минимум подготовки перед процессом
Плазма способна кроить любой металл без предварительной очистки от грязи или ржавчины. При работе нет разбрызгивания металла и воздушных хлопков.
Но у этого метода резки есть и недостатки, которые нужно знать, чтобы грамотно выбрать плазморез и не разочароваться.
Вот самые основные минусы аппаратов и самого метода:
- Лучшее качество реза достигается за счет удержания горелки под углом 90 градусов к поверхности. Резать фаску под косым углом могут только дорогие модели.
- Этим оборудованием сложно нагреть металл, чтобы выполнить гиб или ковку.
- Максимальная толщина реза составляет 100 мм, тогда как газопламенной резкой можно прорезать 200-300 мм.
- Само оборудование стоит дороже. Понадобиться еще компрессор. Цена аргона выше, чем пропана или кислорода.
- Аппараты зависят от электрической сети. Для работы в полевых условиях необходим бензогенератор. Его мощность должна быть достаточно высокой, чтобы покрыть потребности плазмореза и компрессора.
Смотрите на что способен плазморез:
Опросник для подбора установки плазменной резки
Мы рассмотрели основные узлы плазменных машин и особенности, которые нужно учитывать при подборе данного вида оборудования. В заключении я представляю вашему вниманию краткий список вопросов, ответ на которые поможет вам подобрать оптимальный для вас станок:
- Какой тип металла вы будете раскраивать?
- Какова минимальная и максимальная толщина резки?
- На какой максимальной толщине вам необходима врезка (прошивка)?
- Какие требования к чистоте и точности реза?
- Нужно ли вырезать окружность, диаметр которой равен или меньше толщины листа?
- Нужно ли осуществлять рез под углом?
- Какой размер листа вы планируете резать?
- Сколько часов в сутки планируется эксплуатировать установку?
- Какое количество деталей необходимо раскраивать в смену/месяц/год?
- Какие есть ограничения по производственным площадям?
- Какие есть ограничения по электрической сети?
- На какой бюджет вы рассчитываете?
Ответ на эти вопросы и определит технические параметры для подбора подходящей установки.
Рис. 3 Установка плазменной резки от турецкого производителя
Типы плазморезов:
| По типу резки: | По типу используемого газа: | По типу поджига дуги: | По типу охлаждения: |
| Для ручной резки | Плазмотроны на сжатом воздухе | С контактным поджигом | С воздушным (газовым) охлаждением |
| Для автоматической резки | Плазмотроны на аргоне, кислороде, азоте или их смесях | С пневмоподжигом (PN) | С жидкостным охлаждением |
| С высокочастотным поджигом (HF) |
- Для ручной резки. Используются для работ в небольших производствах, мастерских, станциях технического обслуживания, гаражах, личном хозяйстве и т.д. Даже инвертор небольшой мощности позволяет ручным резаком быстро и эффективно резать металл толщиной до 30 мм. Можно резать листовой металл, трубы, различные детали и конструктивные элементы.
- Для автоматической резки. Используются в станках стационарного типа для автоматического раскроя листового металла или профильных труб. В работе обычно управляются с помощью ЧПУ. Комплектуются мощными инверторами зачастую с несколькими сменными плазмотронами и соплами.
По типу используемого газа:
- Плазмотроны на сжатом воздухе. Наиболее распространенный вид плазморезов. К их достоинствам относятся простота, низкая стоимость оборудования и расходных материалов (электроды, сопла), простота в управлении, высокая эффективность и универсальность. Могут использовать обычный или очищенный сжатый воздух.
- Плазмотроны на аргоне, кислороде, азоте или их смесях. Используются в работах более сложных систем больших производств на стационарных раскройных станках для резки меди, алюминия и их сплавов. Требуют более точной настройки.
По типу поджига дуги:
- Контактные. В контактных плазмотронах соплом нужно дотронуться на поверхности рабочей детали для формирования дуги. Такой тип поджига у бытовых инверторов небольшой мощности.
- Пневмоподжиг. Инверторы с пневмоподжигом формируют стартовую (дежурную) дугу внутри плазмотрона, без контакта сопла с поверхностью детали или высокачастотного разряда, который может нанести вред электронике станка с ЧПУ.
- Высокочастотный (HF) поджиг. В данном случае дуга возбуждается при помощи входящего в состав источника тока устройства – осциллятора. Дуга образовывается, только когда имеется высокочастотный электрический разряд между поверхностями заготовки и соплом плазмотрона (при этом поверхности между собой не соприкасаются). Стартовая дуга инициируется по команде сварщика внутри поверхности плазмотрона между электродом и внутренней поверхностью сопла с помощью тока высокой частоты. Рабочая дуга автоматически поджигается от стартовой каждый раз при поднесении плазмотрона к поверхности детали и гаснет по команде сварщика или при увеличении этого расстояния.
По типу охлаждения:
- С воздушным (газовым) охлаждением. Сопло плазмореза охлаждается поступающим воздухом или рабочим газом.
- С жидкостным охлаждением. Жидкостное охлаждение плазмореза используется в высоконагруженных промышленных резаках с большими токами от 150 А.

















