Какой выбрать трубогиб: обзор 10 лучших моделей трубогибов
Содержание:
- Как выбрать?
- Последовательность изготовления конструкции трубогиба
- Порядок гибки профильной трубы на самодельных станках
- Способ изгиба
- Самодельный гидравлический трубогиб
- Виды оборудования, которые отличаются методом изгиба профилей
- Виды оборудования, которые отличаются методом изгиба профилей
- Предназначение и область применения
- Эксплуатация и обслуживание станка
- Разновидности станков
- Хитрости для облегчения гибки труб
- Как правильно выбрать трубогиб: советы и рекомендации
- Голосование за лучший трубогиб
- Изготовление рычажного трубогиба
- Ручной трубогиб своими руками
- Как изготовить профилегиб своими руками?
- Выбор оборудования
- На что обратить внимание при выборе ручного трубогиба?
- Виды трубогибов
- Конструкция профилегиба
- Какие трубогибы бывают
- Заключение
Как выбрать?
Оборудование для выполнения гибочных работ на пустотелых заготовках может рассматриваться и как промышленный стационарный станок, выполняющий множественные циклы в определенную единицу времени, и как инструмент хозяйственного назначения, например, дачный вариант для изготовления теплицы.
При выборе трубогибочного станка специалисты рекомендуют обращать внимание на следующие важные моменты
Обстоятельно продумайте каждую мелочь, с которой вам предстоит столкнуться в процессе работы, и только после этого, ориентируясь на свои потребности, делайте выбор в пользу той или иной модели трубогиба.
Для получения изделий без трещин и гофрирования обратите внимание на ролики станка – они должны быть хорошо зафиксированы, чтобы заготовка в процессе гибки не смещалась. При работе усилия концентрируются на опорных и прижимных роликах, поэтому наиболее долговечными изделиями считаются ролики из закаленной стали.
Выполнять серию одинаковых изделий будет удобнее, если гибочный инструмент оснащен линейкой, по которой вы станете замерять угол изгиба во время работы.
Облегчить процесс работы помогут станки с гидравликой или электромеханикой
Кроме того, их конструкции более продуманы с инженерной точки зрения и надежны по качеству исполнения.
Выбирая недорогие модели ручного гибочного инструмента, всегда обращайте внимание на то, из какого металла они сделаны и насколько он прочен. Дешевые модели могут быть недолговечны еще и из-за плохого качества сборки. Отличным качеством обладают модели, выполненные из стали высокой прочности, твердость которой не менее 43-48 по Шору. Такой металл мало изнашивается, а оборудование долгое время не потребует ремонта и приобретения расходных материалов и комплектующих.
Выбор оборудования должен соответствовать требованиям, которые вы предъявляете для готовых изделий. Например, медная заготовка для тормозных трубок или стальная труба для выхлопной системы может быть выполнена на гидравлическом или электрическом станке профессионального класса. А выполнить гибку для круглой трубы из металлопластика или для профтрубы из тонкостенной стали можно на ручном трубогибе. Переплачивать за набор опций, которыми вы никогда не станете пользоваться, не имеет смысла.

Трубогибы представлены в широком ассортименте, как зарубежного, так и отечественного производства. Современные российские модели ничуть не уступают качеству европейских аналогов, но стоят на порядок дешевле.

Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
После изготовления трубогиба, необходимо провести его испытание
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Для тонкостенных труб можно изготовить деревянный трубогиб
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Ручной трубогиб имеет массу преимуществ, однако им нельзя согнуть трубы большого диаметра
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.

Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Способ изгиба
Определяет главную конструкционную особенность аппарата, его производительность и назначение.
Изгиб выдавливанием – похож на формирование по шаблону, но под действием пуансона – деформирующего ролика. Если на деревянном шаблоне труба фиксируется сверху и, по сути, обжимается по образцу, то здесь деформация создается уровнем прижимания ролика к изгибу. Этот вариант требует установки на прочную опору и предназначен для работ небольшого объема. Большим плюсом метода служит получение изогнутых профильных труб без складок.
- Изгиб прессованием – отрезки трубопровода зажимаются неподвижной матрицей и пуансоном, действие аналогично работе тисков, и если устройство изготавливает своими руками, то основой действительно берут слесарные тиски.
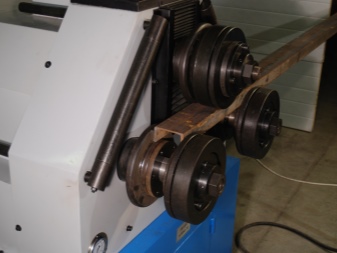
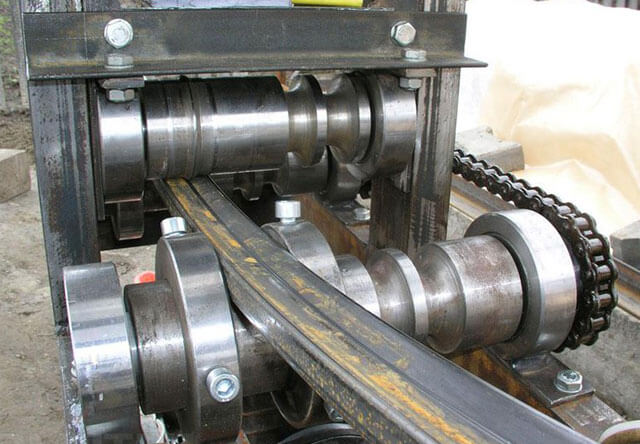
- Изгиб прокаткой – профильная труба протягивается между вращающимся деформирующим роликом и двум опорными. Этот метод наиболее универсален, так как позволяет гнуть как тонкие трубки – в этом случае используются капролактамовые ролики, так и толстостенные изделия. На фото приведен образец.
Самодельный гидравлический трубогиб
Гидравлические трубогибы имеют немало преимуществ по сравнению с ручными приспособлениями, но все они обуславливаются сложностью конструкции. Поскольку гидравлическое оборудование отличается сложностью, то и хлопот с его самостоятельной сборкой будет гораздо больше. Для сборки такого трубогиба потребуется прочная основа, п-образная металлическая деталь, вал, шкив, цепь и гидравлический шток.
Изготовление гидравлического самодельного трубогиба выглядит так:
- Первым делом нужно установить вал на основе;
- К одному торцу вала крепится шкив, а ко второму – цепь, после чего можно устанавливать следующий вал и соединять его цепью с первым;
- В нижней части конструкции нужно вырезать проем для движения штока;
- Далее устанавливается третий ролик, который и является основным элементом, изгибающим трубы;
- Вал третьего ролика устанавливается в пазах основы.
В результате получится гидравлический трубогиб, визуально похожий на обычный прокатный стан, только более сложный. «Какой гибочный станок для профильной трубы лучше использовать – варианты и особенности устройств».
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
- С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
- С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Предназначение и область применения
Существует огромное количество вариантов исполнения гибочных станков, особенно это касается самодельных вариантов исполнения. Несмотря на это можно отметить нижеприведенные сходства:
- Могут применяться для получения заготовок только определенной формы. К примеру, некоторые используются для получения прямого угла, другие изгибают по окружности, третьи предназначены для спирального накручивания и т. д. Однако есть и сложные установки с возможностью переналадки станка. Так установка в гибочный станок валиков другого диаметра и профиля позволяет изменить угол изгиба.
- Очень важным показателем можно назвать особенности профиля трубы, диаметр поперечного сечения, толщину стенок, вид сплава. Эти показатели оказывают влияние на возможность использования того или иного способа гибки.
- Сплавы, которые могут подвергаться холодному изгибанию: алюминий, легированные и медные сплавы, сталь. Мощность станка определяет возможность обработки труб с определенным диаметром поперечного сечения и толщиной стенок, в некоторых случаях, скорость обработки.
Область применения:
- Нефтехимическая промышленность.
- Машиностроение.
- Строительство.
- Энергетика и электрическая промышленность.
- Кораблестроение.
- Легкая промышленность.
При выполнении холодной гибки металл подвергается сильным нагрузкам, а повышение пластичности обуславливается частичным нагревом в области возникновения этих нагрузок (только при быстром изгибании). Именно поэтому, как при использовании профессиональных, так и самодельных станков, приводит к следующим изменениям металла:
- Утончение стенок на месте изгиба.
- Сплющивание трубы в месте изгиба. При этом придать изначальную форму довольно сложно.
- Образование изломов и гофр.
- При значительных показателях упругости материала возможно изменение полученной формы после изгиба.
Все станки из этой категории узкоспециализированы.
Видео по постройке теплицы при помощи самоделеньго гибочного станка
Эксплуатация и обслуживание станка

редко возникают неисправности
Наибольшую угрозу для него представляют осадки. В первую очередь следует защитить от контакта с влагой прокатные ролики, поскольку это чревато образованием ржавчины. Для решения этой задачи можно использовать брезентовое укрытие.
Если изначально рассматривался вариант с созданием переносного трубогиба, то в качестве места хранения для него следует использовать сухое помещение. Закончив работу по гибке профильных труб, станок необходимо привести в порядок, удалить с его рабочих узлов пыль, грязь и песок. Чтобы стационарные станки для гибки профильных труб, оснащенные электрическим приводом, могли на протяжении длительного времени демонстрировать высокую производительность и эффективность в работе, им необходимо обеспечить регулярное обслуживание и профилактику.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.

Пример выточенных валиков
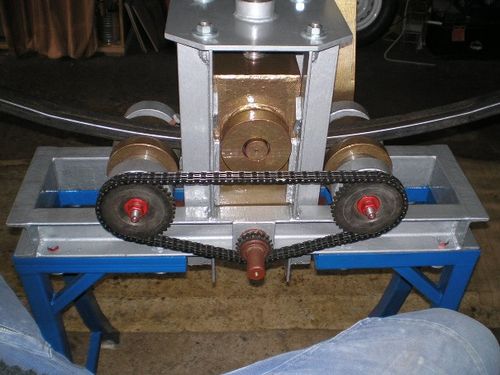
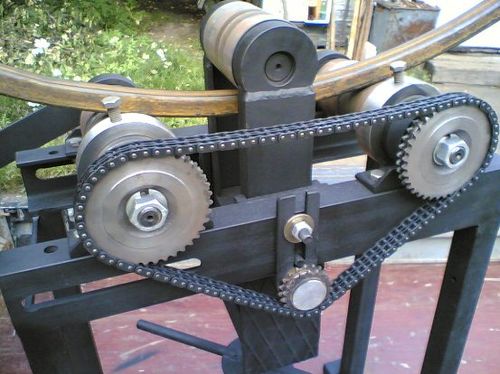
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.
При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Как правильно выбрать трубогиб: советы и рекомендации
Очень важно совершить правильный выбор при покупке трубогиба. Специально для этого мы собрали несколько советов для вас
Придерживаясь их, вы сможете совершить правильный выбор и не попасться на удочку мошенников:
определитесь с целью покупки. Если трубогиб нужен вам для бытовых нужд, то предпочтение можно отдать приборам в пределах цен до 10.000–15.000 рублей. Для работы в цехах, на заводах или крупных предприятиях следует выбрать механизм подороже;
уточните вес модели и визуально оцените его габариты. От этого действительно многое зависит (в том числе способ транспортировки и перемещения инструмента);
одним из самых важных показателей при выборе трубогиба является то, каким диаметром может обладать сгибаемая труба
Обязательно обратите на это внимание;
перед покупкой обязательно осмотрите товар на присутствие механических дефектов. Если на приборе есть царапины или потёртости, то лучше купите другую модель.
Голосование за лучший трубогиб
Какой бы вы выбрали трубогиб или посоветовали?
STALEX MPB-25S
Сохраните результаты голосования, чтобы не забыть!
Чтобы увидеть результаты, вам необходимо проголосовать
Изготовление рычажного трубогиба
В бытовых условиях можно изготовить трубогиб рычажного типа для проката профтрубы, который без проблем справится с разнообразным радиусом изгиба изделия.
При этом стоит придерживаться следующих рекомендаций опытных специалистов:
- конструкцию, в основном, сооружают из металла, но для этой цели также можно применить дерево;
- прижимной и центральный ролики должны изготавливаться из металла, так как они составляют основу будущего станка;
- держателю придайте П-образную форму;
- при выборе величины станка учтите сечение труб, с которыми планируется работать: чем оно больше, тем более значительной должна быть нагрузка на изделия, а это значит, что и сам станок должен быть крупным;
- ось под центральный ролик нужно зафиксировать на основании максимально надежно, но без пережима, препятствующего вращению этого держателя;
- с иной стороны от ролика на держатель установите рычаг определенной длины: чем короче рычаг, тем сложнее будет выполнить операцию;
Ручной трубогиб своими руками
Очень многих хозяев волнует вопрос о том, как сделать ручной трубогиб для профильной трубы своими руками. Вопрос этот достаточно актуален – приобретение готовых инструментов обходится дорого, да и качество некоторых из них оставляет желать лучшего. Неудивительно, что различные схемы трубогибов оказываются популярными и востребованными.
Для создания простого трубогиба с ручным управлением потребуется всего три компонента:
- Бетонная плита;
- Несколько металлических штырей;
- Перфоратор.
Сборка всех деталей в одно целое не представляет особой сложности. Сначала нужно разделить плиту на квадраты со стороной 4 см или 5 см. Когда эти квадраты размечены, в их углах при помощи перфоратора высверливаются глубокие отверстия, в которые далее устанавливаются штыри. Лучше всего иметь при себе чертежи самодельных трубогибов для профильной трубы, чтобы постоянно сверяться с ними.
Как изготовить профилегиб своими руками?
Не каждый начинающий мастер способен приобрести готовый станок для загиба металлический труб заводского типа, поскольку это довольно дорогое оборудование.
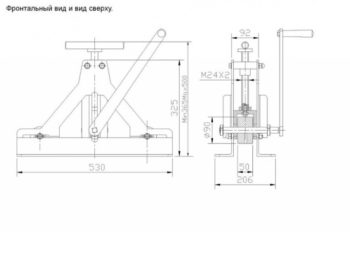
Чертеж гибочного станка.
В качестве альтернативы можно попытаться сделать ручной станок своими силами, следуя дальнейшей инструкции:
-
Разместите на прижимном валу шестерни, подшипники, кольца, соединенные с помощью шпонки.
Выточите обоймы для подшипников и роликов по заранее подготовленному чертежу такого вала. Также для агрегата необходимо изготовить три вала, один из которых подвешивают на пружинах, а два иных устанавливают по бокам. - Просверлите в кольцах отверстия для создания пазов и нарезания резьбы, а после сделайте полку с помощью швеллера с заранее организованными отверстиями и нарезанной резьбой, требуемых при установке прижимного вала.
-
После выполнения подготовки конструкцию станка собирают с помощью сварочного аппарата и болтовых соединений.
Сначала выполните монтаж каркаса, одновременно выполняющего функции ножек трубогиба. -
Далее выполняется подвешивание полки на пружины с зафиксированным на ней прижимным валом, после чего следует установить боковые опорные валы на самодельный трубогиб.
На один вал не забудьте прикрепить ручку. - В завершение на станок нужно установить домкрат, и он готов к работе.
Выбор оборудования
Сейчас на рынке представлено достаточное количество трубогибов различных фирм-производителей, предназначений и ценовой категории, что позволяет каждому мастеру подобрать себе необходимый инструмент, руководствуясь предполагаемой областью использования и наличием денежных средств.

В зависимости от планируемого предназначения устройства, следует приобретать:
- ручные трубогибы для металла и металлопластика — они подходят для сгибания труб из разных марок стали, чугуна и, разумеется, композитных изделий;
- профилегибы — как следует из названия, используются для придания необходимых форм профильным трубам, которые обычно изготавливают из стали;
- ручные трубогибы для труб из меди — обладают наименьшей мощностью сгибания, поскольку медь наиболее пластична.
На что обратить внимание при выборе ручного трубогиба?
Если вы решили купить трубогиб, обратите внимание на рекомендации специалистов:
Выбирайте продуманные до мелочей трубогибы, чтобы выпускать серийные изделия с постоянным качеством
Чтобы получать дуги без заломов и трещин, боковые опорные ролики должны быть прочно зафиксированы. Металл не должен смещаться в процессе.
Чтобы гнуть дуги одинакового радиуса, выбирайте трубогибы с линейкой. Она упрощает работу — по ней удобно замерять показания и ориентироваться на них во время гибки нескольких дуг.
Чтобы процесс не был в тягость, выбирайте трубогибы, на которых гибка происходит без усилий. Гнуть трубы легко на тех трубогибах, конструкция которых продумана до мелочей.
Выбирайте надежные станки из закаленной стали
Если вы покупаете трубогиб от 10 тысяч рублей, то обратите внимание на качество сборки и металла. Все детали станка должны быть выполнены только из высокопрочной стали
Например, модели BendMax изготовлены из стали твердостью 42-48 HRС, она устойчива к изнашиванию и деформации. Поэтому станки служат долго, не требуют ремонта или покупки расходников
Все детали станка должны быть выполнены только из высокопрочной стали. Например, модели BendMax изготовлены из стали твердостью 42-48 HRС, она устойчива к изнашиванию и деформации. Поэтому станки служат долго, не требуют ремонта или покупки расходников.
Когда вы часто сгибаете металл на трубогибе, большая нагрузка приходится на опорные и прижимной ролики. Поэтому выбирайте модели с роликами из закаленной стали.
Выбирайте компактные, мобильные трубогибы
Если вы хотите использовать станок на даче или в гараже, выбирайте переносной и компактный трубогиб. На трубогибе должно быть подготовлено достаточно отверстий, чтобы зафиксировать его на рабочей поверхности.
Выбирайте трубогиб исходя из ваших потребностей
Если вам нужно согнуть теплицу или навес для дачи, подойдет модель Bendmax-200.
Если вы используете трубогиб на производстве и гнете дуги часто, выбирайте Bendmax-300.
Обе модели сделаны в России. Гарантия на каждую — 3 года.
Отличия — в максимальном размере материала.
На BendMax-200 работают с квадратной трубой 40х40х2 мм.
На BendMax-300 работают с квадратной трубой 40х40х2,5 мм.
Не переплачивайте — выбирайте трубогиб по принципу “Цена = Качество”
Цена трубогибов не всегда определяется качеством, рекомендуем выбирать модели отечественного производства и анализировать комплектацию. Оптимальные расценки предлагает сайт www.kovka-stanki.ru. Популярные модели трубогибов можно приобрести за 15 — 19 тысяч рублей.
Посмотрите видео о сравнении трубогибов. Все три стоят одинаково, но разительно отличаются по качеству.
ВИДЕО
Информация и характеристики трубогибов Bendmax взяты с официального сайта www.kovka-stanki.ru.
3 марта 2017
Виды трубогибов
Трубогибы подразделяются между собой по различным критериям. Так, например, в зависимости от принципа работы данные инструменты бывают:
- ручными. Служат для загиба тонких металлоконструкций. Работа в таком случае осуществляется при помощи приложения физической силы. Данные механизмы портативны, поэтому легко переносятся. К тому же при работе они манёвренные. Для больших, длительных работ они, разумеется, не подойдут. Однако точно порадуют своей небольшой стоимостью;
- гидравлическими. По сравнению с ручными трубогибами они более эффективны и продуктивны. Такие станки способны сгибать более толстую сталь в трубы с большим диаметром. При этом аппарат весит немало – к месту проведения работ он в большинстве случаев перевозится на машине. Одним из его главных преимуществ является совершение плавной деформации;
- электрическими. Эти приборы могут быть как переносными, так и стационарными. Для их работы обязательно нужен постоянный доступ к электрической сети. Без него они не смогут работать. Поэтому в некоторых случаях для работы с компактными, переносными моделями необходимо также иметь при себе переходники;
- гибридными. Такие модели сочетают в себе привод разного вида. Обыкновенно гибридные трубогибы представляют из себя электрические механизмы с элементами гидравлики. Для них также обязательно наличие электрической сети для работы. Практически всегда такие приборы – массивны, поэтому для их переноски точно не хватит одного человека;
- с индукционным нагревом. Такой трубогиб является усовершенствованной моделью электрического или гидравлического механизма. Он нагревает сталь в будущем месте сгиба перед тем, как начать работу. После этого уже производится и сама гибка. Благодаря этому металлоконструкции не ломаются при деформации. Такие аппараты способны работать с толстой сталью.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).

Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.

Конструкция трубогиба для профильной трубы с подвижным средним роликом
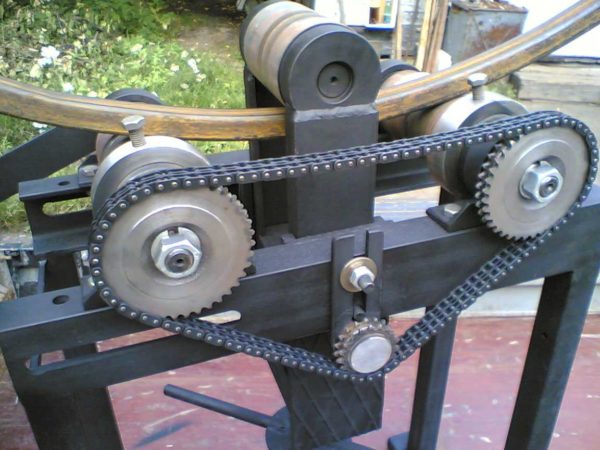
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.
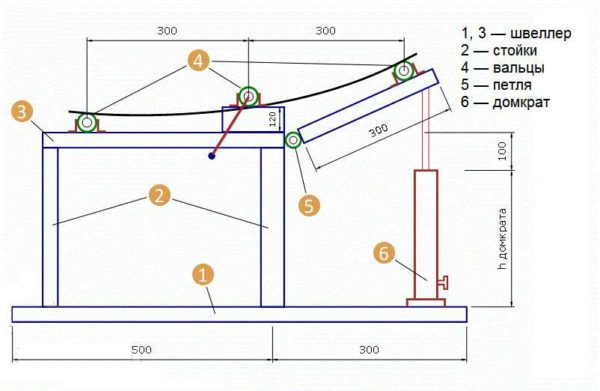
Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.

Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие трубогибы бывают
Сгибатели для профильных и круглых труб принято делить на несколько разновидностей по принципу действия:
- Ручные, или механические. В таких конструкциях пользователь сам устанавливает нужный угол изгиба, а потом прокатывает трубу через валики для придания формы. К преимуществам трубогибов относят дешевизну и компактность.
- Гидравлические. Сравнение трубогибов показывает, что такие модели более совершенны, поскольку работают быстрее, способны изгибать стальные заготовки со стенками до 4 мм, и при этом пользоваться ими довольно легко. Принцип действия гидравлического привода такой же, как у автомобильного домкрата.
- Электрические. Модели оснащены редуктором или гидравликой, но в действие в любом случае приходят при запуске электропривода. От пользователя не требуется прикладывать каких-либо усилий для сгиба профильной трубы.
Для частных нужд выбирают чаще всего ручные и гидравлические трубогибы. Они обладают оптимальным соотношением цены и возможностей.
Заключение
Станок для гибки профильных труб представляется эффективным устройством, с помощью которого можно быстро и без особых усилий придавать любым металлическим заготовкам требуемую форму. Причем для выполнения этой задачи необязательно приобретать готовый трубогиб. Обладая необходимыми навыками, подобный станок каждый владелец может изготовить своими руками. Имея под рукой чертежи каждого составного элемента, можно изготовить станок для гибки труб, который будет демонстрировать высокую производительность.
При этом нужно помнить о том, что трубогибочный станок требует особого внимания. Обслуживание является одним из важных мероприятий, правильное проведение которого обеспечит длительный срок службы станка. Для этого необходимо позаботиться о том, чтобы было сведено к минимуму взаимодействие трубогибочного оборудования с негативными факторами, которые могут уменьшить срок службы определенных рабочих узлов станка. Соблюдение подобных рекомендаций позволит трубогибочному станку на протяжении многих лет исправно выполнять свою функцию по деформации изделий из металла.

















