Как заточить сверло по металлу в домашних условиях новичку. 3 этапа последовательного создания оптимальной геометрии режущих кромок за 2 минуты
Содержание:
- Рекомендуемые углы заточки
- Полезные советы при сверлении
- Выполнение работ
- Важные рекомендации
- Популярные производители
- Что такое сверло и как его заточить
- Прямая заточка с центральным выступом
- Как продлить срок службы сверла
- Как сделать устройство для заточки?
- Контроль качества заточки
- Как правильно заточить сверло?
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
https://youtube.com/watch?v=KCL27Bs9DYg
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Полезные советы при сверлении
Чтобы правильно просверлить нержавейку, нужно использовать несколько простых приемов:
- Наиболее удобно сверлить поверхность, которая имеет горизонтальное положение. Для этого деталь укладывают на верстак или стол и отмечают место будущего отверстия керном. Далее берут отрезок пластиковой или толстостенной резиновой трубки длиной 20 мм и диаметром, превышающим диаметр сверла, и устанавливают его на место сверловки. В трубку наливают специальную охлаждающую жидкость, которая имеет смазывающее свойство. Просверлить нержавейку нужно через эту ванночку.
- Если заготовка расположена горизонтально, то имеется выход из такой ситуации. Место, которое нужно просверлить, также намечают керном и прикрепляют в эту точку шарик из парафина. Через парафин проводят бурение. В результате нагрева поверхностей парафин будет таять и постепенно смазывать зону обработки.
- Лучше всего применять в работе дрель, у которой можно регулировать скорость вращения вала. Нержавейку на высоких оборотах просверлить будет очень сложно. Оптимальная скорость вращения инструмента должна быть в пределах 100–600 оборотов в минуту.
Выполнение работ
Начнем с того, что при заточке сверл особое внимание обращаем на симметрию. В противном случае, возможно биение и неравномерный износ инструмента, а то и поломка
Хотя, если сравнивать со сверлом по металлу, то для победитового бура такой перфекционизм менее важен — легкие огрехи заточки довольно быстро нивелируются сами собой в процессе работы. Но все же стремиться к точности следует.
Второе отличие заточки сверла по бетону от того, что предназначено для металла — у последнего задняя кромка слегка закруглена, она как бы меняет угол за режущей гранью. У сверла по бетону этого не требуется — задняя кромка образует ровную плоскость.
И у перфораторного бура, и у сверла, предназначенного для работы с дрелью, угол при вершине должен быть порядка 110–130 градусов. То есть, это тот угол, который образуют собой две режущих грани при схождении у острия.
Особой точности в определении углов не требуется. Достаточно приближенных значений, «на глазок». Если глазомер слабоват, что особенно сказывается при заточке небольших по диаметру буров, то можно изготовить шаблон из пары гаек, как указано на видео.
https://youtube.com/watch?v=MsdIvChNA1k
У сверла, как уже говорилось, точат только заднюю грань. Угол ее заточки — примерно 60 градусов к оси. При этом плоскость должна быть равномерной. Это хорошо оценить по отблеску — неравномерный на рабочей плоскости победита говорит о том, что плоскостей вышло несколько. Тогда нужно подправить, пока не выйдет одна. Чтобы такого не получалось, достаточно фиксировать сверло, равномерно прижимая его к камню, и не пытаться закрутить. То есть, перемещаем сверло относительно камня влево-вправо для равномерного износа камня, но не меняем угол сверла относительно камня и подручника.
Важный момент! У победитовых сверл бывает так, что передняя кромка закрыта припоем. Тогда требуется подточить и ее. Просто снимаем лишний металл по оси инструмента, открывая победит
Тут важно не перестараться, иначе можно ослабить крепление пластины к стальной основе
Бур для перфоратора, в принципе, точится точно так же. Только еще добавляется и передняя кромка, ей придают угол в два раза меньший — 30 градусов по отношению к оси бура. Обычно точат одну переднюю кромку, потом бур разворачивают на 180 градусов и правят вторую. Следующими затачивают задние кромки — точно так же, поочередно. Если бур не затачивается с нуля, а только правится, стоит добиваться того, чтобы все следы износа с головки бура оказались убраны. Только тогда он станет нормально сверлить.
Также обращаем внимание на вершину сверла — место, где встречаются обе передние и задние кромки. Между рабочими кромками должна остаться перемычка (там, где сходятся задние грани)
Чем она меньше, тем точнее и быстрее будет сверлить бур, но тем и быстрее происходит износ. Меняя размеры передних и задних кромок, можно добиться того, что эта перемычка вообще исчезнет — такое сверло пригодится для сверления без удара керамической плитки. Но для бетона перемычку все же лучше оставить (0,4–5 мм, в зависимости от диаметра).
Можно заточить бур и немного иначе — с самоцентрирующейся вершинкой, т. н. «острая» или «ступенчатая» заточка. Суть ее в том, что на вершине бура образуется шип, который центрирует бур и позволяет более точно выдерживать направление при сверлении без удара. Суть метода можно посмотреть на этих видеороликах.
https://youtube.com/watch?v=2IfuWWQ1skI
https://youtube.com/watch?v=srJlA8zWrV4
Отрабатывая навык заточки сверл и буров не стесняйтесь изготавливать полезные простые приспособления по совету мастеров. Как правило, особых затрат такие изделия не требуют, а вот качество работы повышают значительно. Кроме того, они упрощают приобретение полезных навыков, и позднее можно будет обходиться без них. Но до тех пор, пока рука не набита, а глазомер не выработан, подобная оснастка избавит от массы неприятных моментов.
Важные рекомендации
Инструменты должны точиться против вращения точильного камня. Благодаря этому режущие кромки могут прослужить более долгий период времени, они не будут выкрашиваться. Для выполнения заточки, необходимо применять шлифовальные камни в основе которых используется электрокорунд, показатели его зернистости должны быть в пределах 30-40.
Доводку, как правило, проводят после затачивания. Она необходима для удаления мельчайших зазубрин, отшлифовывания кромок, придания гладкости режущей поверхности. Инструмент, на котором проводится доводка менее подвержен изнашиванию. Для ее проведения применяют соответствующие «мягкие» камни, то есть шлифовальные круги с зеленым карбидом, зернистостью не более 5-6.
Затачивая сверло, также следует обращать внимание на показатель симметричности, который определяется по его осям. Каждая из кромок должна быть прямолинейной и одинаковой длины
Насколько правильно выполнена операция можно узнать воспользовавшись угломером или самодельными шаблонами. Его можно изготовить в домашних условиях из медных, алюминиевых или стальных листов, толщина которых не более 1 мм. Самыми надежными являются стальные шаблоны. Посредством них можно проверять углы при вершинах, длинновые размеры режущей конструкции, углы между перемычками и кромками
Важно учитывать, что задние углы измерять крайне трудно, поэтому используя шаблон нужно проверить углы заострения. Сделать такой контрольный инструмент рекомендуется прежде чем проводить эксплуатацию сверла, то есть сразу после его приобретения
Чтобы в дальнейшем можно было максимально точно проверить их соответствие после заточки.
Также из-за разной длины режущих кромок и их наклона к осям приспособления может возникнуть неравномерная нагрузка. Если такое имеется, то сверло очень быстро выйдет из строя, поскольку перегруженная кромка износится. Не стоит забывать, сверление производится не за счет самого наконечника, а за счет боковых сторон инструмента. У многих домашних мастеров, часто встречается ошибка в заострении только вершины сверла без затачивания боковых кромок.
Заточить сверло по металлу не составит проблему, если четко следовать технологии. В связи с этим, если рассмотрение некоторых аспектов осталось непонятным, то можно просмотреть видео уроки от мастеров, имеющих большой опыт в данном ремесле.
Популярные производители
На рынке строительных инструментов и расходных материалов представлен широкий выбор товаров разного ценового сегмента. Наилучшей маркой многие покупатели считают немецкую компанию Metabo, которая предлагает современные инновационные решения, подходящие как профессионалам высокого уровня, так и простым хозяевам, приобретающим инструменты для эксплуатации в домашних условиях. Особенно привлекает широкий ассортимент свёрл. Они выпускают оснастку для работы с металлом, деревом, стеклом, керамикой, бетоном и т. д.
Следующая фирма, на которую следует обратить внимание – это отечественное предприятие «Интерскол». Оно долго являлось наиболее влиятельным на российском рынке и может наравне конкурировать с более известными заграничными брендами

Кроме этих двух гигантов можно выделить ряд других компаний, выпускающих свёрла и другие расходные материалы разного ценового сегмента, например:
- Mastertool;
- Housetools;
- «Зенит»;
- «Атака»;
- DIAGER и многие другие.


Что такое сверло и как его заточить
Для выполнения сверлильных работ выпускаются специальные инструменты, самым распространенным из которых является сверло.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разным углом заточки сверла. Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку
Но обо всем по порядку
Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку.
Различные способы заточки
Сверлом называется режущий инструмент, выполняющий процесс резания за счет вращательного движения при осевой подаче.
Сверла применяются не только для изготовления сквозных отверстий различных диаметров, но и для рассверливания уже существующих отверстий.Применяя сверло, вы можете просверлить сквозное отверстие, сделать углубление нужного диаметра, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ вам понадобится сверло нужного диаметра.
К тому же сверло должно быть правильно заточенное.
Различные способы заточки под определенный материал
А для того чтобы узнать, как заточить сверло, надо уточнить, для какого материала инструмент будет использоваться.
Конструктивно сверла выпускаются спиральные, плоские или перовые, кольцевые, центровые, для глубокого или одностороннего резания. Спиральные сверла выпускаются различных диаметров. Диапазон 0,1…80 мм при длине рабочей части до 275 мм. Плоские сверла используются для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лопатки, крепится к державке. Кольцевые сверла выполнены в виде пустотелой трубы, у которой работает узкая кольцевая режущая часть. Центровые сверла используются для центровки деталей при точении. Но все перечисленные инструменты в процессе работы тупятся. А раз сверла тупятся, их надо затачивать. А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки. Реже всего тупятся сверла при работе по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки на протяжении нескольких месяцев или лет
Надо только бережно относиться к их хранению и использованию
Для нас же важно научиться затачивать сверла при работе по металлу, бетону
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки). По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном. Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.. Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму
Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
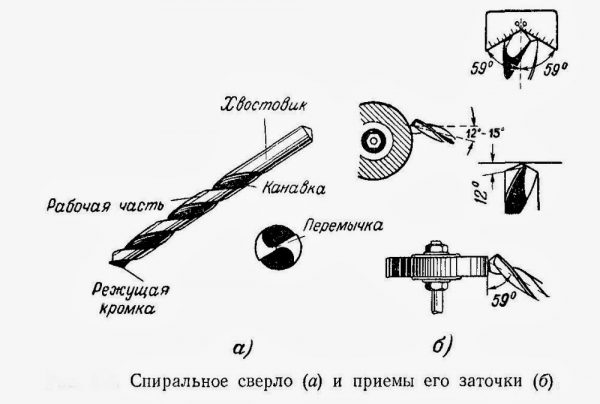
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 — 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки. Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Также следует особо отметить, что заточка должна быть симметричной. Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла. По этой причине при заточке сверла диаметром от 6 — 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм — 20,0 мм с шагом 0,05 — 0,1 мм.
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки. В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части. Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
Как сделать устройство для заточки?
Изготовить самодельную установку, сверяясь по самостоятельно разработанному или чужому чертежу, можно на основе гаечно-болтовых элементов, в качестве насадки на болгарку или дрель.
Из дверных петель
Процесс получения в домашних условиях вспомогательного инструмента для заточки свёрл, собранного из дверных петель, состоит в следующем. Разрежьте надвое одну из петель. Приварите стальной уголок к ней. Нарежьте резьбу под болт в просверленных отверстиях. Приварите к болту барашек для поворачивания упорной части. Зафиксируйте нижнюю часть петли рядом с ручкой болгарки. Верхнюю используйте для перемещения заготовки.
Данное приспособление позволяет подавать сверло по направлению вниз. Задняя грань делается плоской, что приведёт к перегреву сверла. Сориентировать сверло легко, но качество подтачивания затупленной кромки сомнительное.Достоинством такого приспособления является возможность улучшить его конструкцию.
О том, как сделать устройство для заточки сверла из дверной петли, вы можете узнать из видео ниже.
Из гайки
Чтобы сделать насадку для заточки сверла на основе гайки, мастеру нужен лишь минимальный набор расходных материалов.
- Отберите две разные по размеру гайки. На меньшей пропилите 9-миллиметровые разрезы с граней, чьи рёбра располагаются друг по отношению к другу под углом в 120 градусов.
- При помощи сварочного аппарата приварите вторую гайку к первой таким образом, чтобы образовались треугольно расположенные отверстия.
- Вкрутите в меньшую гайку болт, одинаковый по диаметру винтовой канавки с меньшей гайкой. Данный болт зажмёт обрабатываемое сверло.
- Проденьте заготовку в такой держатель. Она жёстко зафиксируется при помощи зажима.
Приспособление на основе гаек для заточки свёрл готово. Оно не даст сточить больше, чем вы хотите. Сверло после затачивания обретёт требуемую остроту и вновь станет работать штатно, как и до затупления. Гайки не дают выставленному углу отклониться от своего изначального значения. Недостаток – сплав, из которого изготовлена гайка, при соприкосновении со шлифовальным кругом частично сточится, так как гайки и болты изготавливают из низкоуглеродистой стали.
Из болгарки
Инструмент для заточки, приобретаемый в магазине, в основном изготовлен из пластиковых комплектующих. У них присутствуют стандартные технологические отверстия и зазоры. Собственноручно изготовленное приспособление – из металла, а не пластиковое. Оно прослужит не месяцы, а едва ли не всю жизнь мастера. Рекомендации заключаются в следующем:
- если применяется болгарка или дрель в качестве привода – затачивающий круг (вращающуюся наждачку) соединяют посредством кольца;
- наждачный конус изготавливается при помощи токарного станка;
- основа с отверстиями под свёрла разных диаметров выполняется из металлического бруска, но можно использовать и деревянный.
Перед изготовлением приспособы полезно ознакомиться, из каких деталей собран промышленный его аналог. Приспособление для болгарки является более лёгким вариантом – заточка и шлифовка болгарочным приводом происходит в штатных, естественных условиях. Закрепить сверло под требуемым углом легко.
Прикрепите к корпусу болгарки стальной уголок, служащий направляющей для инструмента. Отрегулировать угол подачи (наклона) можно вручную. Недостаток – неравномерное стачивающее воздействие на шлифовально-отрезной диск. Подтачивая свёрла в одном и том же положении, пользователь рискует срывом диска на полном ходу из-за постоянной проточки абразивного материала, из которого сделан отрезной круг. Трудоёмкость изготовления данного варианта значительно выше, чем у предыдущего.
Контроль качества заточки
Для восстановления исходных параметров инструмента необходимо выбрать точильный круг, твёрдость которого позволяет качественно получить исходные параметры. На начальном этапе производят восстановление задней поверхности. Основной задачей является правильный выбор угла подачи к поверхности точильного круга. После завершения этой работы приступают к приведению в нормальное состояние передней кромки.
Несоблюдение этих требований приведёт к ухудшению качества просверленных отверстий и нарушение технологии резания. После завершения операции проводится проверка качества полученных параметров. Если были допущены определённые отклонения от предъявленных требований, производится доводка сверла до нужной кондиции. На предприятиях, где свёрла используют для производства большого количества отверстий, доводка производится в обязательном порядке.
После завершения всех технологических операций по восстановлению инструмента рекомендуется проверить его основные геометрические параметры. Для решения этой задачи применяют следующие приспособления:
- изготовленные шаблоны;
- прибор, разработанный В.А. Слепниным.
В первом случае используют готовые шаблоны, которые изготавливаются по заранее рассчитанной методике. Такие шаблоны можно приобрести готовые через торговую сеть или изготовить самостоятельно. Методы их изготовления приведены в специальной литературе или на интернет порталах.

Основу прибора, разработанного Слепниным, составляют два диска. Они вращаются относительно друг друга. Основным его достоинством является вариативность возможных измерений. Эта универсальность позволяет избавиться от необходимости создавать большое количество индивидуальных шаблонов. Поэтому значительно сокращается время проверки нескольких изделий.
При проверке каждого инструмента после завершения операции заточки необходимо проверить не только полученные параметры, но и равенство длины противоположных режущих кромок. Если они будут отличаться по длине, это приведёт к увеличению диаметра полученного отверстия. Далее необходимо проверить изменение заднего угла режущей кромки. Он должен постепенно увеличиваться по направлению к центру инструмента.
Как правильно заточить сверло?
Чтобы провести заточку сверл по металлу своими руками, нужно выбрать оборудование, изучить правила обработки. В домашних условиях можно воспользоваться электроинструментами или компактными станками.
Чем можно заточить?
Провести правку режущих кромок можно с помощью разных приспособлений, станков, инструментов:
- болгарки;
- шлифовальной машинки;
- насадки на дрель;
- специализированного оборудования.
Углы заточки
Угол заточки сверла по металлу выбирается зависимо от того, какой материал необходимо сверлить. Для этого существуют специальные таблицы, в которых указаны параметры для разных металлов. Основная информация об углах заточки сверла по металлу, представленная в официальных таблицах:
- твердая бронза, чугун, сталь — от 116 до 118 градусов;
- мягкая бронза, латунь — от 120 до 130 градусов;
- медь — около 125 градусов;
- мягкие сплавы металлов, древесина — 140 градусов.
Если сверлить пластмассу, необходимо точить режущие плоскости под 100 градусов. Углы заточки сверла по металлу описаны в таблицах, которые можно найти в специальных справочниках.
Особенности заточки различных видов сверл
Существует три группы оснастки, предназначенной для сверления отверстий в металле:
- Победитовые — чтобы точить такой инструмент необходимо использовать охлаждающую жидкость. Исправить режущую кромку можно только электроточилом или на специальном станке.
- Спиральные — для его точения применяется специализированное оборудование. Затачиваются задние грани. Провести обработку вручную крайне сложно.
- Ступенчатые — обрабатывать такую оснастку сложнее, чем предыдущие виды. Для этого применяются заточные станки.
Если нет опыта в точении оснастки для сверления, необходимо доверить проведение работ профессионалам.
Оценка качества шлифовки
После проведения шлифовки, необходимо определить качество обработки. Для этого необходимо осмотреть перемычку. Она будет находиться по центру торца наконечника. Края оснастки должны быть короткими.
Зная, как точить сверла, можно постоянно использовать инструменты, не покупая новых приспособлений. Для проведения работ можно воспользоваться несколькими видами оборудования.

















